Экспериментальное исследование и моделирование теплового отклика металл-композитной системы при точении оболочки толщиной 3,5 мм

Автор: Любимый Н.С., Четвериков Б.С., Герасимов М.Д., Быценко М.В., Польшин А.А., Мальцев А.К.
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 1 т.26, 2026 года.
Бесплатный доступ
Введение. Современные технологии инструментального и формообразующего производства всё чаще используют металл-композитные системы (МКС), сочетающие аддитивно изготовленные металлические оболочки и металлополимерные наполнители, что соответствует приоритетным направлениям научно-технического прогресса, таким как цифровизация и аддитивное производство (в соответствии с Федеральным проектом «Развитие технологий материалов и производства» в рамках национальной программы «Научно-технологическое развитие»). Масштабы применения МКС в промышленности растут: по данным отраслевых обзоров, их доля в производстве высокоточных компонентов для авиакосмической и автомобильной отраслей увеличилась на 25–30 % за последние пять лет, обеспечивая экономическую выгоду за счет снижения массы конструкций на 15–20 % и повышения энергоэффективности процессов. Такие системы сочетают прочность и теплопроводность металла с демпфирующими свойствами полимера, но характеризуются высокой чувствительностью к перегреву при механической обработке. Вследствие этого температура на границе «металл – МПКМ» при точении может превышать порог термостойкости (170 °C), приводя к термодеструкции, потере адгезии и деформации оболочки. В литературе проблема термостабильности МКС при точении освещена фрагментарно: существующие работы фокусируются на монолитных композитах или общих моделях теплопереноса, без детального анализа межфазного нагрева в аддитивно-формованных системах с низкой теплопроводностью наполнителя. Поэтому необходимы исследования, позволяющие количественно описать тепловой отклик при обработке таких систем и определить параметры резания, обеспечивающие их термостабильность. Цель настоящей работы — экспериментальное исследование температурного отклика при точении МКС с толщиной оболочки δ = 3,5 мм и построение регрессионной модели второго порядка, связывающей температуру на границе «металл – МПКМ» с параметрами резания. Материалы и методы. Для исследования был разработан программно-аппаратный измерительный узел, моделирующий структуру МКС. Он включал сменную втулку из стали 12Х18Н10Т, внутреннюю вставку из металлополимера «Ферро-хром», три встроенные термопары типа K и модуль сбора данных на микроконтроллере ESP32-WROOM с преобразователями MAX6675, обеспечивающий регистрацию температуры с частотой 5 Гц и передачу данных по Wi-Fi. Корректность измерений подтверждена тепловизионной верификацией с использованием FLUKE Ti400. Эксперимент проводился по плану полного факторного эксперимента (ПФЭ) 2³ + n0, в котором варьировались скорость резания V, подача S и глубина резания t. Обработка данных выполнялась методом наименьших квадратов с проверкой адекватности по F-критерию Фишера и значимости коэффициентов по t-критерию Стьюдента. По результатам обработки в реальных физических единицах построена регрессионная модель второго порядка — модель 3.5ТР, предназначенная для инженерного прогнозирования. Результаты исследования. Анализ экспериментальных данных показал, что температурный отклик МКС имеет нелинейный характер, при этом глубина резания t является доминирующим фактором повышения температуры, тогда как в исследованном диапазоне увеличение подачи S и скорости резания V сопровождается снижением температуры на межфазной границе за счёт сокращения времени теплового воздействия и более интенсивного выноса тепла со стружкой. Полученная модель 3.5ТР характеризуется коэффициентом детерминации R² = 0,9513, значением критерия Фишера F = 364,31 и уровнем значимости p < 10⁻⁵, что подтверждает её адекватность. Интерпретация коэффициентов выявила, что глубина резания t оказывает наибольшее влияние на рост температуры, подача S — умеренное воздействие, а скорость резания V — минимальное. Построенные поверхности отклика и контурные карты позволили выделить «безопасные зоны» режимов, удовлетворяющих условию T ≤ 170 °C. Средние расхождения между экспериментальными и расчётными данными не превышали 7 °C, что подтверждает высокую точность модели. Обсуждение. Построенная модель 3.5ТР раскрыла взаимосвязь геометрических и технологических факторов, определяющих термонагруженность МКС при точении. Доминирующее влияние глубины обработки обусловлено увеличением объёма срезаемого слоя и тепловыделения в зоне контакта, тогда как рост подачи и скорости резания сопровождается компенсирующими эффектами за счёт уменьшения времени теплового контакта и более интенсивного выноса тепла со стружкой. Полученные результаты свидетельствуют о необходимости оптимизации режимов обработки с учётом толщины оболочки δ. Определены направления дальнейших исследований. Заключение. Проведённое исследование доказало, что разработанная экспериментальная установка корректно воспроизводит тепловое поведение металл-композитной системы с аддитивной оболочкой и металлополимерным заполнителем. Построенная регрессионная модель 3.5ТР адекватно описывает температурный отклик при точении и может использоваться для инженерного прогнозирования режимов механической обработки.
Аддитивные технологии, металлополимер, температура резания, межфазная граница
Короткий адрес: https://sciup.org/142247500
IDR: 142247500 | УДК: 620.1 | DOI: 10.23947/2687-1653-2026-26-1-2250
Experimental Study and Modeling of Thermal Response in Turning a 3.5 mm Thick Shell of Metal Composite System
Introduction. Modern technologies of tool and mold production increasingly use metal-composite systems (MCS), which combine additively manufactured metal shells and metal-polymer fillers. This corresponds to priority areas of scientific and technological progress, such as digitalization and additive manufacturing (in accordance with the Federal Project “Development of Materials and Production Technologies” within the framework of the national program “Scientific and Technological Development”). The scope of application of MCS in industry is growing: according to industry reviews, their share in the production of high-precision components for the aerospace and automotive industries has increased by 25–30% over the past five years, providing economic benefits due to a 15–20% reduction in the weight of structures and improvement of the energy efficiency of processes. Such systems combine the strength and thermal conductivity of metal with the damping properties of polymers, yet exhibit high sensitivity to overheating during machining. Consequently, the temperature at the metal–MCPM (metal-polymer composite material) interface during turning may exceed the thermal stability threshold (170 °C), resulting in thermal degradation, loss of adhesion, and shell deformation. In the literature, the problem of MCS thermal stability in turning is addressed only fragmentarily: existing studies focus on monolithic composites or general heat‑transfer models, lacking detailed analysis of interfacial heating in additively manufactured systems featuring low‑conductivity fillers. Therefore, research is needed to quantify the thermal response during the machining of such systems and to determine the cutting parameters that provide their thermal stability. The objective of this work is to experimentally study the temperature response during turning of MCS with a shell thickness of δ = 3.5 mm and to construct a second-order regression model linking the temperature at the metal – MPCM interface with the cutting parameters. Materials and Methods. A hardware-software measurement unit simulating the MCS structure was developed for the study. It included a replaceable bushing made of 12Kh18N10T steel, an internal insert made of Ferro-Chromium metal-polymer, three built-in type K thermocouples, and a data acquisition module based on an ESP32-WROOM microcontroller with MAX6675 converters, providing temperature recording at 5 Hz and data transmission via Wi-Fi. The accuracy of the measurements was confirmed by thermal imaging verification using FLUKE Ti400. The experiment was conducted according to the full factorial design (FFD) 2³ + n0, in which cutting speed V, feed S and cutting depth t were varied. Data processing was performed by the least-squares method with adequacy validation using Fisher's F-test and coefficient significance by Student's t-test. Based on the results of processing in real physical units, a second-order regression model was constructed — model 3.5TP, designed for engineering prediction. Results. The analysis of the experimental data showed that the thermal response of the metal–composite system was nonlinear. The depth of cut t was the dominant factor increasing the temperature, whereas within the investigated range, an increase in the feed rate S and cutting speed V led to a decrease in the interface temperature due to a shorter thermal exposure time and more intensive heat removal with the chip flow. The resulting 3.5TP model was characterized by the coefficient of determination R² = 0.9513, Fisher criterion value F = 364.31 and the significance level p < 10⁻⁵, which validated its adequacy. Interpretation of the regression coefficients indicated that the depth of cut (t) had the strongest impact on the temperature rise, the feed rate (S) showed a moderate effect, and the cutting speed (V) had the least sensitivity within the investigated range. The constructed response surfaces and contour maps identified the “safe zones” of cutting conditions that satisfied the constraint T ≤ 170°C, corresponding to the thermal stability limit of the metal–polymer filler. The average deviation between the experimental and calculated data did not exceed 7 °C, that confirmed the high accuracy and predictive capability of the proposed model. Discussion. The constructed 3.5TP model revealed the relationship between geometric and technology factors that determine the thermal load of the MCS during turning. The dominant impact of the depth of processing was due to the increase in the volume of the cut layer and heat generation in the contact zone, while the increase in feed and cutting speed was accompanied by compensating effects due to a decrease in the time of thermal contact and more intense heat removal with the chips. The results obtained indicated the need to optimize processing modes taking into account the shell thickness δ. Directions for further research were identified. Conclusion.
Текст научной статьи Экспериментальное исследование и моделирование теплового отклика металл-композитной системы при точении оболочки толщиной 3,5 мм
Original Empirical Research
Experimental Study and Modeling of Thermal Response in Turning a 3.5 mm Thick Shell of Metal Composite System
Nickolai S. Lyubimyi ® , Boris S. Chetverikov ® B ,
Andrei A. Pol’shin , Ardalion K. Mal’tsev
Michail S. Gerasimov , Mikhail V. Bytsenko ,
Introduction . Modern technologies of tool and mold production increasingly use metal-composite systems (MCS), which combine additively manufactured metal shells and metal-polymer fillers. This corresponds to priority areas of scientific and technological progress, such as digitalization and additive manufacturing (in accordance with the Federal Project “Development of Materials and Production Technologies” within the framework of the national program “Scientific and Technological Development”). The scope of application of MCS in industry is growing: according to industry reviews, their share in the production of high-precision components for the aerospace and automotive industries has increased by 25-30% over the past five years, providing economic benefits due to a 15-20% reduction in the weight of structures and improvement of the energy efficiency of processes. Such systems combine the strength and thermal conductivity of metal with the damping properties of polymers, yet exhibit high sensitivity to overheating during machining. Consequently, the temperature at the metal-MCPM (metal-polymer composite material) interface during turning may exceed the thermal stability threshold (170 °C), resulting in thermal degradation, loss of adhesion, and shell deformation. In the literature, the problem of MCS thermal stability in turning is addressed only fragmentarily: existing studies focus on monolithic composites or general heat‑transfer models, lacking detailed analysis of interfacial heating in additively manufactured systems featuring low‑conductivity fillers. Therefore, research is needed to quantify the thermal response during the machining of such systems and to determine the cutting parameters that provide their thermal stability. The objective of this work is to experimentally study the temperature response during turning of MCS with a shell thickness of 5 = 3.5 mm and to construct a second-order regression model linking the temperature at the metal - MPCM interface with the cutting parameters.
Materials and Methods. A hardware-software measurement unit simulating the MCS structure was developed for the study. It included a replaceable bushing made of 12Kh18N10T steel, an internal insert made of Ferro-Chromium metal-polymer, three built-in type K thermocouples, and a data acquisition module based on an ESP32-WROOM microcontroller with MAX6675 converters, providing temperature recording at 5 Hz and data transmission via Wi-Fi. The accuracy of the measurements was confirmed by thermal imaging verification using FLUKE Ti400. The experiment was conducted according to the full factorial design (FFD) 23 + n 0 , in which cutting speed V , feed S and cutting depth t were varied. Data processing was performed by the least-squares method with adequacy validation using Fisher's F-test and coefficient significance by Student's t-test. Based on the results of processing in real physical units, a second-order regression model was constructed — model 3.5TP, designed for engineering prediction.
Results . The analysis of the experimental data showed that the thermal response of the metal–composite system was nonlinear. The depth of cut t was the dominant factor increasing the temperature, whereas within the investigated range, an increase in the feed rate S and cutting speed V led to a decrease in the interface temperature due to a shorter thermal exposure time and more intensive heat removal with the chip flow. The resulting 3.5TP model was characterized by the coefficient of determination R 2 = 0.9513, Fisher criterion value F = 364.31 and the significance level p < 10⁻5, which validated its adequacy. Interpretation of the regression coefficients indicated that the depth of cut ( t ) had the strongest impact on the temperature rise, the feed rate ( S ) showed a moderate effect, and the cutting speed ( V ) had the least sensitivity within the investigated range. The constructed response surfaces and contour maps identified the “safe zones” of cutting conditions that satisfied the constraint T ≤ 170°C, corresponding to the thermal stability limit of the metal– polymer filler. The average deviation between the experimental and calculated data did not exceed 7 °C, that confirmed the high accuracy and predictive capability of the proposed model.
Discussion. The constructed 3.5TP model revealed the relationship between geometric and technology factors that determine the thermal load of the MCS during turning. The dominant impact of the depth of processing was due to the increase in the volume of the cut layer and heat generation in the contact zone, while the increase in feed and cutting speed was accompanied by compensating effects due to a decrease in the time of thermal contact and more intense heat removal with the chips. The results obtained indicated the need to optimize processing modes taking into account the shell thickness δ. Directions for further research were identified.
Conclusion. The conducted study demonstrates that the developed experimental setup reproduces accurately the thermal behavior of a metal–composite system composed of an additively manufactured metal shell and a metal–polymer filler. The constructed 3.5TP regression model adequately describes the temperature response during turning and can be used for engineering prediction of mechanical processing modes.
Acknowledgements . The authors would like to thank the management of the High Technology Center at the BSTU named after V.G. Shukhov for providing components and equipment for testing. The authors appreciate the anonymous reviewers.
Funding Information. This study was supported by grant no. 23-79-10022 from the Russian Science Foundation,
Машиностроение и машиноведение
Введение. Современное развитие инструментального и формообразующего производства, особенно в авиастроении и машиностроении, характеризуется переходом к гибридным конструкционным решениям, объединяющим металлические и композитные компоненты. Одним из перспективных направлений в этой области является создание металл-композитных систем (МКС), в которых тонкостенные металлические оболочки сочетаются с заполнителями из металлополимерных композиционных материалов (МПКМ), что обеспечивает оптимальное соотношение прочности, теплопроводности и демпфирующих свойств [1] .
В последние годы активное распространение получают аддитивные технологии (АТ) [2] , позволяющие формировать сложные топологически оптимизированные (ТО) оболочки, включая конструкции с конформными каналами охлаждения, обеспечивающими направленный отвод тепла и повышение температурной стабильности изделий [3] . Для изделий инструментального назначения такой подход особенно важен: например, корпусные сверла (рис. 1), выполненные методом селективного лазерного сплавления (SLM), с внутренними охлаждающими каналами позволяют улучшить теплоотвод от режущей зоны и повысить стойкость твердосплавных головок [4] .

Рис. 1. Корпусное сверло: а — модель топологически оптимизированной части корпуса сверла с посадочной головкой и криволинейными каналами охлаждения корпуса; б — модель ТО корпуса сверла с тонкостенной оболочкой, формирующей стружечные канавки и хвостовик; в — физический образец ТО металл-композитного корпусного сверла (полость после ТО заполнена МПКМ), полученный по SLM технологии: 1 — обработанный точением металл-композитный хвостовик;
2 — стружечные канавки; 3 — режущая головка корпусного сверла
Переход к гибридным металл-композитным конструкциям, несмотря на очевидные преимущества, сопровождается новыми технологическими ограничениями. Наиболее значимыми из них являются тепловые процессы при финишной механической обработке, где локальное распределение температуры определяет прочность межфазной адгезии, стабильность геометрии и долговечность изделия. В отличие от монолитных металлических заготовок, тепловой поток при точении МКС концентрируется на границе раздела «металл - МПКМ», где материалы резко различаются по теплопроводности и теплоёмкости [5] . Поскольку металлополимер характеризуется низкой теплопроводностью и ограниченной термостойкостью (до 170 °C), даже кратковременный перегрев может вызвать термодеструкцию, снижение адгезии и деформацию оболочки [6] .
Проведённый анализ литературных данных показывает, что существующие исследования в области термонагру-женности при резании охватывают главным образом однородные металлические сплавы [7] или металломатричные композиты [6] , где температурное поле описывается через механизмы трения и упрочнения поверхностных слоёв. В работах по тонкостенным деталям [8] основное внимание уделяется повышению жёсткости и виброустойчивости за счёт специальных систем базирования и приспособлений [9] . При этом гибридные металл-полимерные структуры остаются практически неизученными в части закономерностей теплопередачи при точении.
Кроме того, традиционные аналитические и численные модели теплообмена, применяемые при моделировании резания, разрабатывались для материалов с однородными теплофизическими свойствами и не учитывают разрыв теплопроводности на межфазной границе [8] . Это делает невозможным прямое использование известных зависимостей для прогнозирования температуры в МКС, где взаимодействуют металлическая и металлополи-мерная компоненты.
Дополнительное влияние на термонагруженность оказывают условия охлаждения и смазки, выбор инструментальных материалов и покрытий. Известно, что применение PVD-покрытий в сочетании с оптимизированными режимами повышает стойкость инструмента при обработке жаропрочных сплавов [10] , а модификация СОТС (смазочно-охлаждающих технологических средств) позволяет снизить температуру контакта при точении титановых и алюминиевых сплавов [11] . Для аддитивных материалов, полученных методом наплавки, отмечено повышение температурных градиентов из-за различий теплопроводности слоёв [12] . Эти эффекты особенно значимы при обработке изделий, имеющих комбинированную структуру из металла и полимера.
Для аддитивно полученных оболочек также характерна повышенная шероховатость и остаточные напряжения [13] , влияющие на локальный теплообмен и формирование контактной температуры [14] . Это дополнительно усложняет выбор рациональных режимов обработки, требуя построения экспериментально верифицированных моделей теплового отклика.
Таким образом, в современной научной картине сохраняется пробел в знании, связанный с отсутствием экспериментально подтверждённых данных и верифицированных регрессионных моделей, описывающих температурный отклик металл-композитных систем при финишной обработке. Особенно недостаточно изучено влияние толщины металлической оболочки на эффективность отвода тепла и на характер температурного градиента в зоне контакта «металл - МПКМ».
Цель данного исследования заключается в экспериментальном определении температурного отклика металл-композитной системы с толщиной металлической оболочки 3,5 мм при точении, а также в построении регрессионной модели зависимости температуры на межфазной границе от режимов резания ( V , S , t ).
Для достижения поставленной цели решались следующие задачи:
-
- разработка и изготовление программно-аппаратного стенда для регистрации температуры в реальном времени при точении МКС;
-
- проведение серии опытов по плану полного факторного эксперимента 23+ n 0 с варьированием параметров резания;
-
- построение регрессионной модели второго порядка и оценка её адекватности по статистическим критериям;
-
- определение диапазонов безопасных режимов точения, исключающих перегрев металлополимерного заполнителя и нарушение адгезии.
Реализация поставленных задач направлена на формирование инженерно применимой методики выбора режимов финишной обработки металл-композитных систем, обеспечивающей контроль термонагруженности и со- хранность структуры металлополимерного наполнителя.
Материалы и методы. Экспериментальные исследования направлены на определение закономерностей теплового отклика металл-композитной системы (МКС) при точении, с учётом геометрического параметра — толщины металлической оболочки. Для имитации реальной структуры гибридных изделий была разработана программно-аппаратная установка, включающая сменную металлическую втулку и внутренний заполнитель из ме-таллополимерного композиционного материала (МПКМ).
Разработка установки, модель которой показана на рис. 2 позволила моделировать условия точения фрагмента гибридной детали с заданной толщиной стенки и регистрировать температуру в реальном времени на межфазной границе «металл - МПКМ».
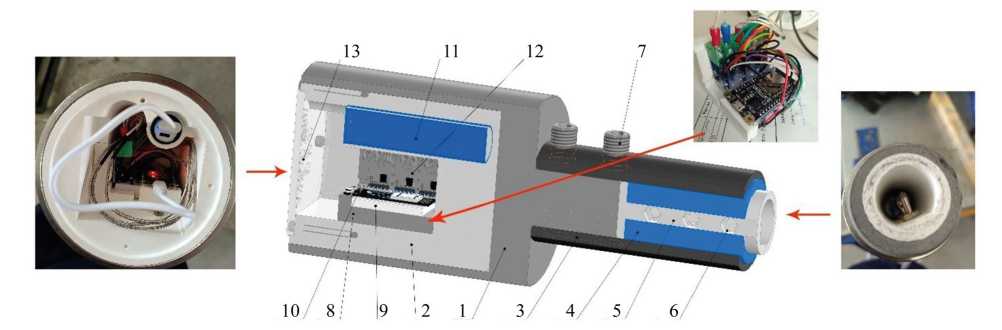
Рис. 2. Программно-аппаратная установка для имитации реальной структуры гибридных изделий: 1 — внешний корпус устройства; 2 — корпус электроники; 3 — металлическая оболочка; 4 — металлополимерный заполнитель; 5 — корпус термопар; 6 — отверстия для крепления термопар в корпусе; 7 — крепёжные винты; 8 — корпус микропроцессора;
9 — макетная плата; 10 — микропроцессор; 11 — аккумулятор; 12 — термопары; 13 — крышка
Машиностроение и машиноведение
Основным элементом установки являлся корпус из конструкционной стали 40, обеспечивавший надёжное базирование в патроне токарного станка 16К20. Внутри корпуса закреплялась сменная втулка из стали 12Х18Н10Т (аналог AISI 321), обладающей низкой теплопроводностью (~15-16 Вт/(м^К)) и устойчивостью к высоким температурам, что делает её подходящей моделью для высоколегированных сталей, применяемых в аддитивном производстве [15] . Металлические втулки имели форму цилиндрических втулок с внутренним диаметром 53 мм, наружным диаметром 60 мм, что соответствовало толщине металлической части 5 = 3,5 мм. Этот элемент моделировал металлическую оболочку реальной гибридной детали и позволял варьировать геометрические параметры для последующих исследований. На рис. 3 показана обработанная сменная втулка.

Рис. 3. Обработанная втулка
Во внутреннюю полость втулки устанавливалась вставка из металлополимерного композиционного материала (МПКМ) «Ферро-хром» 1 , предварительно отформованная под номинальный диаметр и закреплённая с применением термопасты КПТ-8 для улучшения теплового контакта. МПКМ включает термореактивную эпоксидную матрицу, наполненную порошковыми частицами хрома. Материал характеризуется ограниченной термостойкостью до 170 °C и теплопроводностью порядка 2 Вт/(м·К). Такое сочетание материалов обеспечивало адекватное воспроизведение теплового взаимодействия на межфазной границе «металл – МПКМ».
Для регистрации температуры использовались три термопары типа K, встроенные в стенку втулки по оси образца и расположенные на равном расстоянии вдоль длины зоны резания. Сигналы от термопар поступали на аналого-цифровые преобразователи MAX6675, соединённые с микроконтроллером ESP32-WROOM, обеспечивавшим оцифровку и беспроводную передачу данных. Электронные компоненты располагались в отдельной полости корпуса, защищённой пластиковой обоймой. Питание осуществлялось от аккумуляторной батареи ёмкостью 2600 мА·ч, обеспечивавшей непрерывную работу в течение нескольких часов.
Регистрация температуры производилась с частотой 5 Гц, а передача данных выполнялась по протоколу UDP через встроенный модуль Wi-Fi. На персональном компьютере данные визуализировались в реальном времени при помощи разработанного в среде Python 3.12 программного интерфейса (рис. 4), реализованного с использованием библиотек PyQtGraph , Matplotlib и Pandas . Это позволило оперативно отслеживать изменение температуры на межфазной границе и сохранять результаты в виде цифровых массивов для последующей обработки.
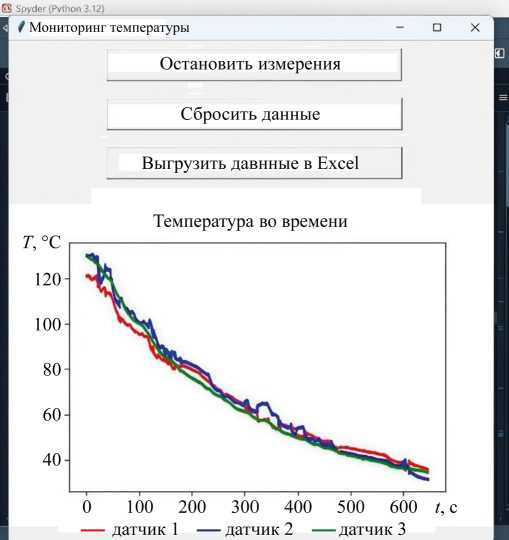
Рис. 4. Интерфейс программы «Мониторинг температуры» на ПК (процесс охлаждения)
Для проверки корректности работы термопар и контроля распределения температуры по поверхности втулки проводилась тепловизионная верификация с использованием прибора FLUKE Ti400 [16] . Результаты сопоставления показали, что отклонения между данными термопар и тепловизора не превышали ±3 °C, что подтверждает достоверность используемой схемы регистрации.
Таким образом, разработанная установка представляет собой автономный измерительный узел, обеспечивающий регистрацию температуры на межфазной границе металл-композитной системы с высокой частотой и достаточной точностью. Её конструкция позволяет проводить исследования при различных геометрических параметрах оболочки и режимах резания, что делает возможным создание экспериментально подтверждённой модели теплового отклика МКС при точении.
Планирование эксперимента осуществлялось с целью выявления количественных закономерностей влияния режимов резания на температурный отклик металл-композитной системы с толщиной металлической оболочки 5 = 3,5 мм. Для этого использовался подход, основанный на методологии полного факторного эксперимента (ПФЭ) [17] , что позволило исследовать взаимное влияние параметров процесса и построить регрессионную модель второго порядка, пригодную для инженерного прогнозирования.
Выбор данной схемы объясняется необходимостью оценить не только основные факторы, но и их взаимодействие, поскольку термонагруженность при точении МКС является многопараметрической функцией, зависящей от скорости резания, подачи и глубины. При этом, в отличие от традиционных металлических заготовок, поведение гибридных систем определяется неравномерной теплопередачей на межфазной границе, что усиливает нелинейность зависимостей.
В качестве варьируемых факторов были приняты скорость резания V (м/мин), подача на оборот S (мм/об) и глубина резания t (мм). Каждому фактору были заданы два уровня — верхний и нижний, соответствующие кодовым значениям +1 и -1 (таблица 1).
Уровни варьирования факторов эксперимента
Таблица 1
|
Фактор |
Обозначение |
-1 |
0 |
+1 |
|
Подача, S мм/об |
X 1 |
0,05 |
0,10 |
0,15 |
|
Скорость резания, V м/мин |
X 2 |
60 |
90 |
120 |
|
Глубина резания, t мм |
X 3 |
0,5 |
1,0 |
1,5 |
Для оценки возможной нелинейности и проверки воспроизводимости в центр плана было добавлено пять повторных опытов при нулевых кодовых значениях (0,0,0). Таким образом, общая структура эксперимента включала восемь факторных и пять центральных точек (таблица 2), что позволило построить адекватную аппроксимационную модель без увеличения объёма экспериментов.
План полного факторного эксперимента
Таблица 2
|
№ опыта |
x 1 , ( S , мм/об) |
X 2 , ( V , м/мин) |
X 3 , ( t , мм) |
Режим (код) |
|
1 |
0,50 |
60 |
0,05 |
(-1, -1, -1) |
|
2 |
0,50 |
60 |
0,15 |
(-1, -1, +1) |
|
3 |
0,50 |
120 |
0,05 |
(-1, +1, -1) |
|
4 |
0,50 |
120 |
0,15 |
(-1, +1, +1) |
|
5 |
0,15 |
60 |
0,05 |
(+1, -1, -1) |
|
6 |
0,15 |
60 |
0,15 |
(+1, -1, +1) |
|
7 |
0,15 |
120 |
0,05 |
(+1, +1, -1) |
|
8 |
0,15 |
120 |
0,15 |
(+1, +1, +1) |
|
9-11 |
0,10 |
90 |
0,10 |
(0, 0, 0) |
Температура на межфазной границе «металл - МПКМ» измерялась одновременно тремя термопарами ( Т 1 , Т 2 и Т 3 ), расположенными вдоль оси заготовки. По каждому опыту определялись максимальные значения температуры, а также вычислялось среднее значение T ср , характеризующее интегральный тепловой отклик системы.
Машиностроение и машиноведение
Результаты эксперимента использовались для построения регрессионной зависимости, описывающей температуру T на границе «металл - МПКМ» в кодированных переменных x 1 , x2, x3 по уравнению (1):
T = b 0 + b 1 x 1 + b 2 x 2 + b 3 x 3 + b 4 x 1 2 + b 5 x 2 + b 6 x 2 + b 7 x 1 x 2 + b 8 x 1 x 3 + b 9 x 2 x 3 . (1)
Определение коэффициентов модели выполнялось методом наименьших квадратов, что обеспечивало минимизацию суммы квадратов отклонений между экспериментальными и расчётными значениями температуры.
Проверка значимости коэффициентов проводилась по t-критерию Стьюдента, а адекватность модели в це лом — по F-критерию Фишера при уровне значимости а = 0,05, что является стандартом для инженерных экспе риментов в области механической обработки [18].
Качество аппроксимации оценивалось с использованием коэффициента детерминации R2, который характеризует долю объяснённой вариации отклика. Значения R2 > 0,95 интерпретировались как признак высокой согла сованности модели с экспериментом. Дополнительно вычислялось относительное отклонение Л T по формуле (2):
A T =
эксп мод
т эксп
• 100 % .
Минимальные значения Л T , не превышающие 7-8 %, свидетельствовали о хорошем соответствии модели наблюдаемым данным.
Вся статистическая обработка осуществлялась в программных средах Excel и Python с применением встроенных инструментов регрессионного анализа и пакета statsmodels. Данный подход обеспечил воспроизводимость вычислений, наглядность графического представления и возможность дальнейшей валидации модели в автоматизированных инженерных системах анализа.
Таким образом, выбранная схема планирования эксперимента позволила сформировать статистически достоверную базу данных, необходимую для построения регрессионной модели «3.5ТР» и последующего анализа теплового поведения металл-композитной системы. Полученные зависимости стали основой для определения критических режимов резания, при которых возможно сохранение структуры металлополимерного заполнителя и стабильность геометрии оболочки.
Результаты исследования. Проведённые эксперименты позволили получить комплекс данных, отражающих динамику изменения температуры на межфазной границе «металл — МПКМ» при точении образцов с толщиной оболочки 3,5 мм. Обработка результатов показала, что температурный отклик металл-композитной системы носит нелинейный характер и определяется комбинацией режимов резания. Установлено, что увеличение глубины резания t приводит к росту температуры, тогда как в исследованном диапазоне увеличение подачи S и скорости резания V сопровождается снижением температуры на межфазной границе. При этом влияние параметров является взаимосвязанным, поэтому характер изменения температуры следует оценивать по поверхностям отклика.
На рис. 5 представлена типичная температурная зависимость, полученная при фиксированных параметрах обработки. Кривая демонстрирует начальную фазу прогрева, сопровождающуюся кратковременным ростом температуры до установившегося уровня, после чего наблюдается термическое равновесие. Средняя продолжительность переходного режима составила 2-5 минут, что соответствует времени стабилизации теплового потока в зоне резания с последующим медленным охлаждением.
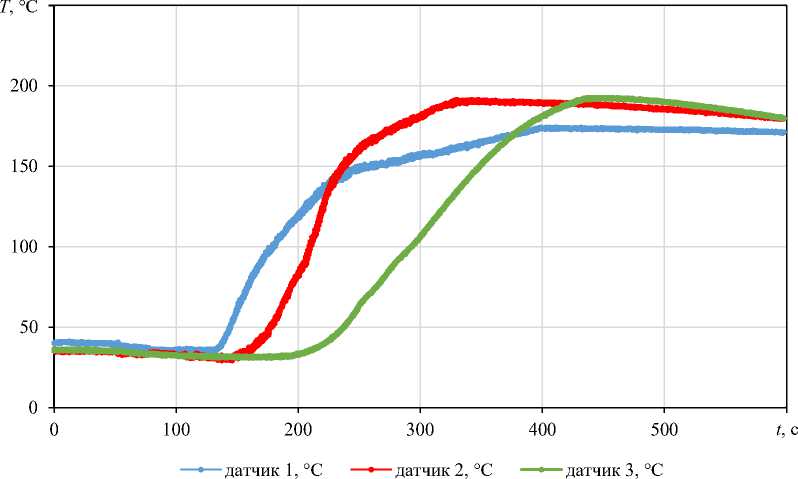
Рис. 5. График изменения температуры при точении, опыт №2, 8 = 3,5 мм
Средние значения температуры T сР , вычисленные по результатам 13 опытов полного факторного эксперимента, варьировались в диапазоне от 90 до 186 °C. Наибольшие значения температуры наблюдались при режимах с повышенной глубиной резания t в сочетании с пониженными значениями S и V (в пределах исследованных уровней), тогда как снижение температуры достигается при увеличении подачи и скорости при фиксированной глубине резания.
Максимальные значения температур на межфазной границе приведены в таблице 3.
Таблица 3
Максимальные значения температур для термопар с толщиной металлической части МКС 3,5 мм
|
Номер опыта |
Термопара 1, °С |
Термопара 2, °С |
Термопара 3, °С |
Средняя, °С |
|
1 |
120,00 |
116,75 |
111,75 |
116,17 |
|
2 |
174,25 |
191,50 |
192,75 |
186,17 |
|
3 |
97,00 |
90,50 |
95,75 |
94,42 |
|
4 |
120,75 |
121,25 |
122,50 |
121,50 |
|
5 |
95,50 |
87,00 |
89,25 |
90,58 |
|
6 |
112,25 |
106,50 |
105,00 |
107,92 |
|
7 |
103,50 |
95,25 |
92,50 |
97,08 |
|
8 |
118,50 |
111,25 |
106,75 |
112,17 |
|
9 |
104,25 |
103,00 |
99,75 |
102,33 |
|
10 |
109,00 |
101,50 |
101,50 |
104,00 |
|
11 |
112,75 |
106,25 |
102,75 |
107,25 |
|
12 |
111,50 |
104,00 |
102,00 |
105,83 |
|
13 |
113,75 |
108,50 |
111,00 |
111,08 |
По результатам обработки экспериментальных данных для образцов с толщиной металлической оболочки 5 = 3,5 мм были построены несколько регрессионных моделей отклика температуры T : отдельно по каждому датчику ( T 1 , T 2 , T 3 ), по среднему значению температуры и по объединённой выборке. Сравнительный анализ показал, что модели, построенные на отдельных каналах измерения, характеризуются высокими коэффициентами детерминации ( R 2~ 0,96-0,97) и статистически значимыми коэффициентами при уровне p < 0,5. Тем не менее, наиболее устойчивой и информативной оказалась объединённая (расширенная) модель, учитывающая совокупность данных всех трёх термопар. Эта модель, обозначенная как «3.5ТР», обеспечила утроение объёма наблюдений, что повысило её статистическую мощность и надёжность инженерных прогнозов.
Для модели «3.5ТР» коэффициент детерминации составил R 2 = 0,9513, значение критерия Фишера F = 364,31, при уровне значимости p < 10-5, что свидетельствует о высокой адекватности модели экспериментальным данным. На основании оценённых коэффициентов получено уравнение регрессии в физических единицах (3):
3 ,5TP = 1484 , 16 ■ S 2 + 7 , 604 ■ S ■ V - 388 , 75 ■ S ■ t - 915 , 59 ■ S + 0 , 0041 - V 2 -- 0 , 4646 ■ V ■ t - 1 , 376 ■ V + 14 , 84 ■ t 2 + 85 , 44 ■ t + 182 , 57.
По полученной модели 3,5ТР были построены графики поверхностей, отражающие взаимодействие факторов (рис. 6).
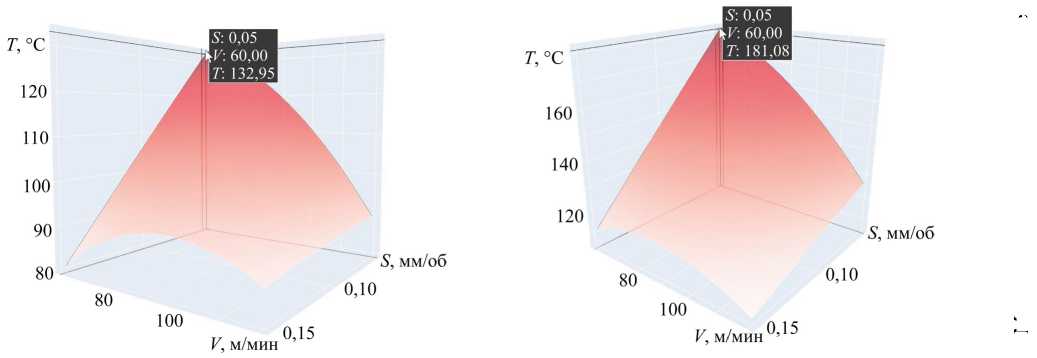
а)
б)
Рис. 6. Графики поверхностей температур для модели 3,5ТР: а — глубина резания 1 мм; б — глубина резания 1,5 мм
Машиностроение и машиноведение
Построенная модель «3.5ТР» характеризуется высокой точностью аппроксимации. Проверка по полной матрице наблюдений показала, что отклонение между расчётными и экспериментальными значениями температуры (A T в большинстве случаев не превышает 1-7 °C. Лишь в отдельных комбинациях режимов наблюдались отклонения порядка 10-12 °C, что обусловлено локальной неоднородностью теплопередачи на границе «металл - МПКМ» и различием в коэффициенте излучательной способности при сопоставлении с данными тепловизионной верификации [19] . В целом уровень расхождений признан приемлемым для инженерных задач прогнозирования и построения температурных карт.
На рис. 7 представлена контурная карта температурных полей, построенных по уравнению (2) для глубины резания 1,5 мм.
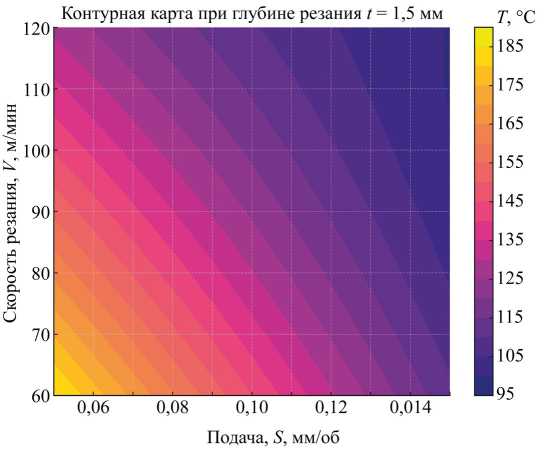
Рис. 7. Контурный график температур для модели 3,5ТР, с глубиной резания 1,5 мм
Построенная регрессионная модель 3.5ТР достоверно описывает тепловое поведение металл-композитной системы с толщиной металлической оболочки 3,5 мм при точении. Модель обладает высокой прогностической способностью и может использоваться для определения безопасных режимов обработки, исключающих превышение порогового значения 170 °C.
Обсуждение. Анализ полученных коэффициентов показал согласованный физический смысл каждого члена уравнения. Линейные коэффициенты при подаче и скорости (-915,59 S и -1,376 V ) имеют отрицательные значения, что указывает на снижение температуры при увеличении этих параметров в исследованном диапазоне. Этот эффект объясняется тем, что при увеличении скорости резания уменьшается время теплового контакта между инструментом и поверхностью детали, а рост подачи способствует более интенсивному выносу тепла со стружкой. В то же время коэффициент при глубине резания положителен (+85,44 t ), что соответствует наблюдаемому увеличению температуры при росте сечения срезаемого слоя.
Нелинейность зависимости выражена квадратичными членами S 2, V и t 2, среди которых особенно значим положительный коэффициент при S 2, что отражает эффект оптимальной подачи: после достижения определённого уровня повышение подачи вновь приводит к росту температуры из-за увеличения силы резания и трения на задней поверхности инструмента. Один из квадратичных членов имеет отрицательное значение, указывая на эффект насыщения, а ещё один находится на границе статистической значимости.
Парные взаимодействия S • V , S • t и V • t демонстрируют умеренные, но заметные взаимные влияния факторов. Наиболее выраженным оказалось взаимодействие скорости и глубины резания (-0,4646 Vt ), отражающее компенсацию теплового эффекта за счёт увеличения теплопередачи по толщине оболочки. Взаимодействие подачи и скорости (+7,604 SV ) указывает на наличие областей, где согласованное увеличение этих параметров способствует стабилизации температуры, что подтверждается экспериментально (рис. 6).
Полученные в ходе исследования результаты подтверждают высокую чувствительность теплового отклика металл-композитной системы к комбинации технологических факторов и демонстрируют значимость геометрических и теплофизических характеристик конструкции. Построенная модель 3.5ТР показала, что даже при относительно небольшой толщине оболочки 5 = 3,5 мм процессы теплообмена в зоне резания определяются сложным взаимодействием параметров резания и свойств материалов системы «металл - МПКМ». Это позволяет утверждать, что дальнейшее развитие исследований должно быть направлено на расширение области применимости полученных закономерностей и повышение универсальности предложенной модели.
Перспективным направлением представляется параметрическое изучение влияния толщины металлической оболочки на температурное поведение МКС при точении. Изменение 5 влияет на скорость теплоотвода и форму температурного поля, что позволяет управлять устойчивостью металлополимера к перегреву. Систематическое варьирование толщины оболочки даст возможность построить обобщённую зависимость «5- T », позволяющую прогнозировать температурные риски для различных конфигураций гибридных деталей.
Не менее важной задачей является валидация построенной модели на альтернативных типах металлополимеров с отличающимися значениями теплопроводности, теплоёмкости и предельной температуры эксплуатации. Проведение аналогичных экспериментов с композитами на основе алюминиевых или никелевых наполнителей, а также с применением других марок конструкционных сталей, позволит определить универсальные закономерности теплообмена и уточнить границы применимости регрессионных зависимостей.
Следующим направлением следует считать комплексное исследование взаимосвязи температуры, шероховатости поверхности и износа инструмента, дополненное регистрацией сил резания и виброакустических характеристик. Такой сопряжённый анализ позволит сформировать интегральные карты допустимых режимов обработки, где температурные ограничения будут рассматриваться совместно с показателями качества поверхности и ресурса инструмента. Это создаст предпосылки для оптимизации технологических параметров в многофакторной постановке.
Отдельного внимания заслуживает влияние смазочно-охлаждающих технологических средств (СОТС) на снижение температурных экстремумов в зоне резания. В рамках проведённого эксперимента использовалась стандартная подача СОТС, однако в дальнейшем целесообразно рассмотреть альтернативные технологии — минимально-количественную смазку (MQL), аэрозольное охлаждение и криогенные методы. Эти способы могут обеспечить локальное снижение температуры и уменьшить термическое воздействие на металлополимерный наполнитель, особенно при работе вблизи порога 170 °C.
Важным направлением развития исследований является идентификация механизмов теплопередачи и деградации адгезионных связей на межфазной границе «металл - МПКМ» при циклических термомеханических нагрузках. Мониторинг этого эффекта позволит количественно оценить устойчивость контактной зоны и уточнить критерии долговечности гибридных изделий при эксплуатации.
Наконец, значительный потенциал для повышения точности прогнозирования несут численные 3D-модели тепловых процессов и цифровые двойники металл-композитных систем. Их разработка и калибровка по экспериментальным данным, полученным в настоящей работе, откроют возможность быстрого инженерного расчёта температурных полей в производственных условиях и внедрения метода в систему адаптивного управления технологическими процессами.
Реализация обозначенных направлений позволит превратить предложенный подход в нормативно применимую методику назначения режимов механообработки металлокомпозитных систем, обеспечивающую надёжный контроль термонагруженности и долговечности изделий инструментального назначения.
Заключение. Проведённое исследование подтвердило возможность корректного экспериментального моделирования теплового поведения металлокомпозитных систем (МКС), состоящих из аддитивно полученной металлической оболочки, заполненной металлополимером, с использованием разработанного измерительного узла. Конструкция экспериментального устройства обеспечила достоверную регистрацию температуры на межфазной границе «металл - МПКМ» и позволила выполнить количественную оценку термонагруженности процесса точения в условиях, приближённых к реальным инженерным задачам.
Применение плана полного факторного эксперимента обеспечило выявление основных эффектов параметров резания, определение их взаимодействий и фиксацию нелинейностей за счёт введения центральных точек. Построенная регрессионная модель второго порядка для варианта с толщиной оболочки 5 = 3,5 мм (модель 3.5ТР) продемонстрировала высокую статистическую адекватность ( R 2 = 0,9513, F = 364,31, p < 10-5) и хорошее согласование с результатами тепловизионной верификации, что подтверждает корректность экспериментальной методики.
Машиностроение и машиноведение
Инженерная интерпретация коэффициентов модели показала, что решающим фактором, влияющим на рост температуры, является глубина резания t , в то время как подача S оказывает умеренное воздействие, а скорость резания V демонстрирует наименьшую чувствительность в исследованных пределах. Полученные зависимости позволяют однозначно интерпретировать вклад каждого параметра в формирование теплового отклика и использовать их при оптимизации технологических режимов.
На основе модели 3.5ТР были построены поверхности отклика и контурная карта температурных полей, позволившие выделить «безопасные зоны» режимов точения, при которых температура на границе «металл - МПКМ» не превышает предельное значение T < 170°C. Введение данного технологического ограничения обеспечивает предотвращение термодеструкции металлополимера и подтверждает возможность доводочной токарной обработки МКС без повреждения заполнителя.
Разработанная модель представляет значительную прикладную ценность для инженерного прогнозирования и нормирования технологических режимов механической обработки гибридных изделий — как формообразующих пресс-форм с конформными каналами охлаждения, так и композитных корпусов сборных сверл. Практическая реализация предложенного подхода обеспечивает снижение риска термического повреждения металлопо-лимерных структур, повышение воспроизводимости качественных характеристик изделий и гарантирует их эксплуатационную долговечность при сохранении высокой технологической эффективности процесса обработки.
