Экспериментальное исследование качества поверхности при обработке цилиндровых узлов буровых насосов

Автор: Р.Ю. Некрасов, Ю.С. Клочков
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 6 т.27, 2025 года.
Бесплатный доступ
В данной статье рассматриваются вопросы влияния механической обработки исполнительных поверхностей цилиндровых втулок буровых насосов. В качестве конструкционного материала используется серый чугун, который подвергнут поверхностному упрочнению посредством легирования в контакте со смесью оксидов. В результате на исполнительной поверхности втулки цилиндра бурового насоса формируется слой с особыми свойствами. Отличительной чертой слоя является обратный характер распределения твердости (твердость возрастает по глубине слоя). Также на поверхности имеется чистый феррит (кант толщиной которого можно управлять за счет состава насыщающей смеси). Проведены исследования процесса механической обработки деталей с указанной конфигурацией поверхности. Был спланирован и выполнен полный факторный эксперимент. В результате обработки данных были получены зависимости для определения среднеарифметического отклонения профиля от технологических режимов. Полученные зависимости могут быть использованы для назначения режимов чистовой обработки деталей, в том числе цилиндровых втулок буровых насосов.
Втулки, точение, обработка, точение, эксперимент, режимы резания
Короткий адрес: https://sciup.org/148332854
IDR: 148332854 | УДК: 655.222.343 | DOI: 10.37313/1990-5378-2025-27-6-133-140
Experimental Study of Surface Quality during Treatment of Cylinder Assemblies of Drilling Pumps
This article discusses the impact of machining the actuating surfaces of mud pump liners. As a structural material, gray cast iron is used, which is subjected to surface strengthening by alloying in contact with a mixture of oxides. As a result, a layer with special properties is formed on the actuating surface of the sleeve of the drilling pump cylinder. A distinctive feature of the layer is the reverse nature of the hardness distribution (hardness increases along the depth of the layer). There is also pure ferrite on the surface (the thickness of which can be controlled by the composition of the saturating mixture). Studies of the process of machining parts with the specified surface configuration were carried out. A complete factor experiment was planned and performed. As a result of data processing, dependencies were obtained to determine the arithmetic mean deviation of the profile from technological modes. The obtained dependencies can be used to assign finishing modes to parts, including cylinder bushings of drilling pumps.
Текст научной статьи Экспериментальное исследование качества поверхности при обработке цилиндровых узлов буровых насосов
Втулки цилиндров буровых насосов типа УНБТ являются весьма ответственными деталями. Во многом от качества их изготовления зависит способность всей машины выполнять свое служебное назначение [1,2]. С учетом работы в условиях интенсивного абразивного изнашивания, рабочая часть изготавливается из чугуна (с целью повышения долговечности). При этом, исполнительные поверхности (отверстия) изготавливаются по 9 квалитету точности и с шероховатостью Ra3.2 мкм. Для получения таких параметров поверхности необходимо использовать чистовое растачивание [3,4].
Также могут применяться конструкционные материалы, которые обладают повышенным сопротивлением к изнашиванию при работе в среде, содержащей абразивные частицы. Одним из наиболее часто используемых материалов в данном случае является чугун. В конструкциях функциональных узлов буровых насосов чаще используются чугуны с шаровидным графитом, которые легированы хромом и никелем [8,9]. Однако использование такого решения не всегда удачно ввиду следующих причин:
-
– легированные чугуны имеют высокую стоимость, довольно большой их объем производят за рубежом;
-
– использование износостойкого легированного чугуна для изготовления деталей буровых насосов, в частности втулок цилиндров, повышает риск получения брака на стадиях получения заготовки. Проблема здесь в том, что чугуны таких марок обладают худшими литейными свойствами (по сравнению с нелегированными чугунами);
-
– в качестве упрочнения используется объемная закалка, которая приводит к снижению обрабатываемости резанием. Требуется использование абразивной обработки (при этом формально требуемые параметры точности размеров и шероховатости технически можно обеспечить растачиванием, но высокая твердость поверхности этого не позволяет).
Цилиндровые втулки стандартных конструкций изготавливаются из износостойких марок чугунов (содержащих высокий процент хрома и никеля). Втулки подвергают объемной закалке с целью обеспечения требуемой твердости (порядка 48-50 единиц по шкале HRC). В качестве окончательной обработки также используется чистовое растачивание. Однако повышенная твердость снижает обрабатываемость резанием, приводит к интенсивному изнашивания режущего инструмента и общему снижению эффективности изготовления.
Для преодоления указанных выше противоречий был разработан новый метод поверхностного легирования [10-12]. Данный метод позволяет получить на поверхности серого чугуна упроченный слой, который по своим свойствам не уступает высокопрочному чугуну. На рис. 1 приведена диаграмма расчетов коэффициентов сравнения, которые определены на основании метода анализа иерархий [13-16]. В качестве критериев сравнения были взяты толщина слоя, твердость после закалки, производительность метода, затраты и экологичность.
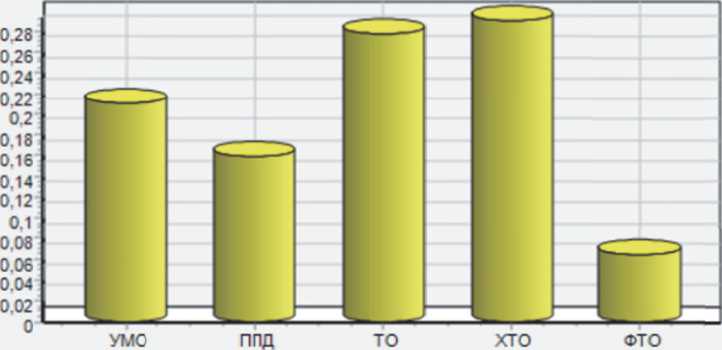
□ УМО 0,21
□ ППД 0,159
□ ТО 0277
□ ХТО 0,29
□ ФТО 0.064
Рис. 1. Результат расчетов коэффициента сравнения
В качестве методов упрочнения рассматривались механическая обработка (УМО), поверхностное пластическое деформирование (ППД), термическая обработка (ТО), химико-термическая обработка (ХТО), физико-техническая обработка (ФТО). Анализ методов проводился применительно к серому чугуну. Как видно из рис. 1, величина коэффициента сравнения по принятой системе критериев для ХТО выше.
Важным аспектом предлагаемого метода упрочнения является использование смеси оксидов в качестве насыщающей среды. Это дает возможность управлять конфигурацией слоя. На поверхности слоя имеется часть со структурой чистого феррита, которая имеет высокую обрабатываемость резанием. Далее имеется зона с повышенной твердостью, причем твердость по толщине слоя уве- личивается.
Авторами предлагается использовать в качестве материала для изготовления втулок серый чу- гун, который подвергнут поверхностному легированию с использованием смеси оксидов легирующих элементов. При этом формируется принципиально отличная конфигурация упрочненного слоя. На поверхности детали образуется слой повышенной обрабатываемости, который имеет небольшую твердость (соответствует чистому ферриту). Следующий участок слоя имеет обратное распределение твердости (т.е. по глубине слоя твердость растет).
Однако при использовании данного решения возникает проблема, которая связана с тем, что отсутствуют рекомендации по выбору режимов механической обработки. Для решения данной проблемы необходимо провести экспериментальные исследования чистовой токарной обработки образцов, имеющих упроченный слой, полученный по предлагаемой методике (микрофотография слоя приведена на рис. 2).
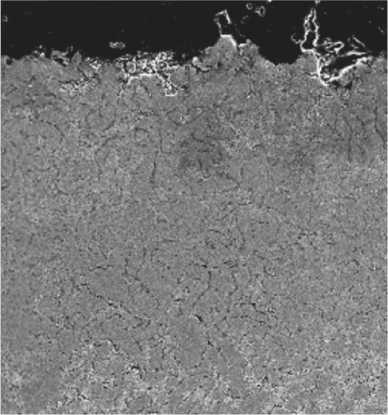
Рис. 2. Микрофотография слоя, x100

Рис. 3. Внешний вид образца для исследования
На основании этого можно сформулировать цель исследования: выявление состава смеси насыщающей среды и установление зависимостей между параметрами качества поверхностного слоя (шероховатости) и технологическими режимами при обработке цилиндровых втулок буровых насосов, имеющих упрочненный слой с обратным распределением твердости.
МАТЕРИАЛ И МЕТОДЫ ИССЛЕДОВАНИЯ
В качестве исходных материалов для исследования использовались прутки из серого чугуна марки СЧ-20 ГОСТ 1412-85. Исходная микроструктура образцов феррито-перлитная. На рис. 3 приведен внешний вид образца.
В качестве материалов для насыщения были использованы оксиды хрома, титана, ванадия и молибдена высокой степени химической чисто- ты. При легировании образцы помещались в металлический ящик, засыпались смесью оксидов и выдерживались в печи камерного типа при температурах в диапазоне от 900 до 1100 0С.
Исследование микроструктуры выполнялось на металлографическом микроскопе, а измерение микротвердости на твердомере марки ПМТ-3.
В качестве основного оборудования для проведения экспериментов был использован токарный станок с числовым программным управлением марки DMG CTX 310. Обработка производилась стандартным режущим инструментом, который оборудован сменными пластинами с механическим креплением. Из -мерение шероховатости поверхности выполнялось с использованием профилографа-профилометра.
В качестве факторов принимались продольная подача S, мм/об и скорость резания V, м/мин. Эксперимент проводился при двух значениях глубины резания, которые составляли 0.2 мм и 0.35 мм. При первом значении глубины резания удалялся только слой чистого феррита с поверхности, при втором обработка захватывала зону с повышенной твердостью. В таблице 1 приведены уровни варьирования факторов.
Таблица 1 – Уровни варьирования факторов
|
Уровень |
Кодированные значения факторов |
Натуральные значения факторов |
|
|
S, мм/об |
V, м/мин |
||
|
Нижний |
-1 |
0.1 |
150 |
|
Верхний |
+1 |
0.3 |
200 |
|
Основной |
0 |
0.2 |
175 |
|
Интервал варьирования |
1 |
0.1 |
25 |
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЯ И ИХ ОБСУЖДЕНИЯ
На рис. 4 и 5 приведены примеры зависимостей толщины упрочненного слоя (g, мм) и предела прочности образца (sb, МПа) от процентного содержания второго оксида в насыщающей среде (nПР).
Уравнения регрессии имеют вид:
a b = 14.35 x n np + 1627.5 .
Коэффициент детерминации R2=0.969 .
g = - 0.026 x n np + 3.1 .
Коэффициент детерминации R2=0.966 .
В ходе экспериментальных исследований были определены параметры качества поверхности упрочненного слоя в зависимости от состава смеси легирующих элементов (время выдержки 8 часов, температура 1100ºС, материал СЧ-20). Результаты приведены в таблице 2.
Градация полученных результатов проводилась на основе кластерного анализа по методу ближайшего соседа [17-20] (с разделением на 5 кластеров по уровню качества от наилучшего до наихудшего). На рис. 6 приведены дендрограммы для пар «общая толщина слоя g , мм – средняя твердость HVср, ГПа» и «толщина упрочненного слоя (g-gДС), мм – средняя твердость HVср, ГПа».
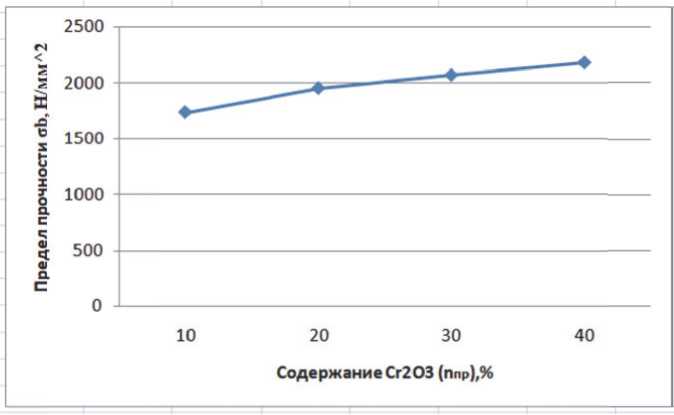
Рис. 4. Зависимость sb=f(nПР)
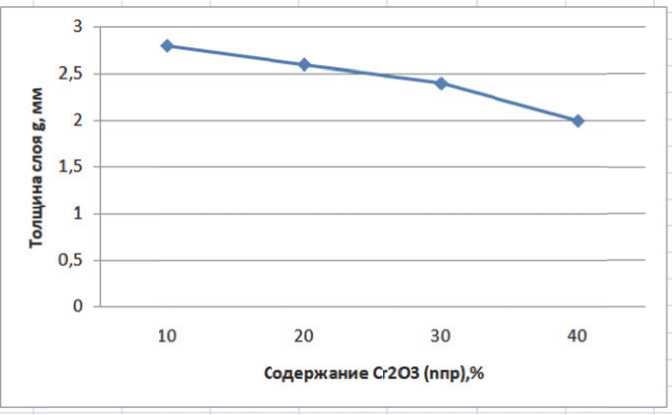
Рис. 5. Зависимость g=f( n ПР )
Таблица 2 – Результаты исследований качества поверхности упрочненного слоя
|
Состав смеси: |
g, мм |
HVcp для упрочненного слоя, ГПа (после закалки) |
д дс , мм |
|
%MoO 2 / %Cr 2 O 3 |
|||
|
90/10 |
2.8 |
5.2 |
0.7 |
|
80/20 |
2.6 |
5.8 |
0.42 |
|
70/30 |
2.4 |
6.1 |
0.36 |
|
60/40 |
2 |
6.4 |
0.27 |
|
%MoO 2 / % TiO 2 |
|||
|
90/10 |
2.4 |
5.1 |
0.65 |
|
80/20 |
2.2 |
5.4 |
0.56 |
|
70/30 |
2.0 |
5.7 |
0.42 |
|
60/40 |
1.8 |
5.9 |
0.24 |
|
%MoO 2 / % V 2 O 3 |
|||
|
90/10 |
1.9 |
4.7 |
0.8 |
|
80/20 |
1.6 |
4.9 |
0.71 |
|
70/30 |
1.4 |
5.2 |
0.58 |
|
60/40 |
1.0 |
5.4 |
0.3 |
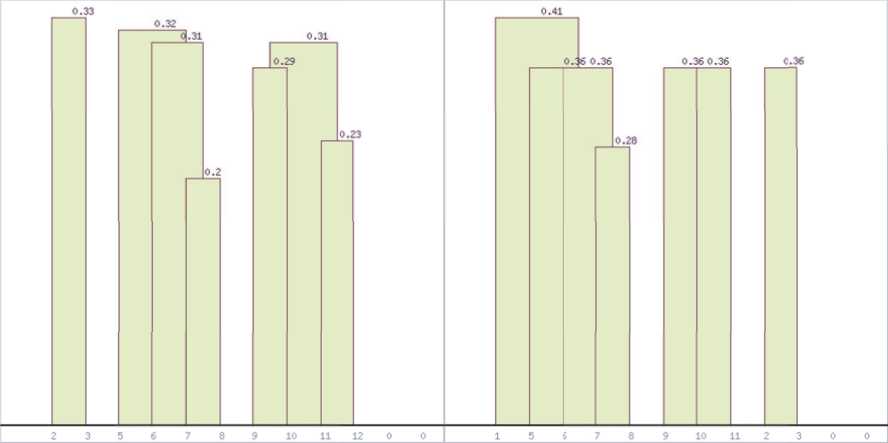
Рис. 6. Дендрограммы для пар факторов : а) g–HVср; б) ), (g-gДС)– HVср
На рис. 7 приведен пример профилограммы обработанной поверхности.
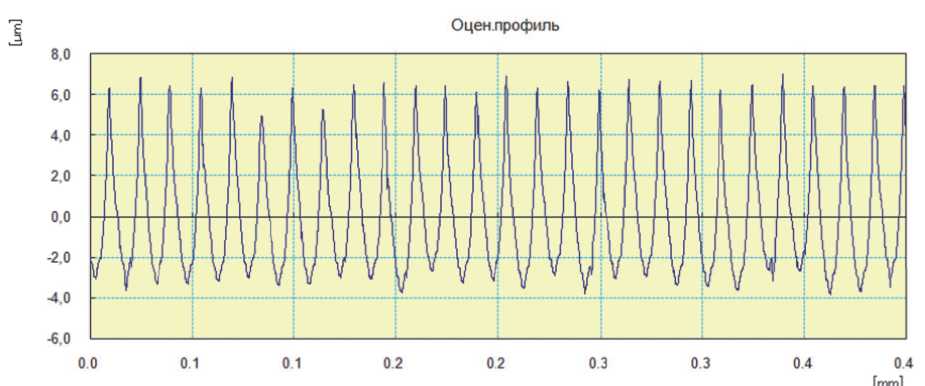
Рис. 7. Пример профилограммы обработанной поверхности
В таблице 2 приведены значения шероховатости при уровнях варьирования согласно матрице планирования полного факторного эксперимента [7, 8].
Таблица 3 – Результаты экспериментов
|
Номер опыта |
y |
Ra, мкм, t=0.2 мм |
Ra, мкм, t=0.35 мм |
|
1 |
y 1 |
1.99 |
2.9 |
|
2 |
y 2 |
5.7 |
7.9 |
|
3 |
y 3 |
1.02 |
1.6 |
|
4 |
y 4 |
4.3 |
5.6 |
|
5 |
y 5 |
3.2 |
4.7 |
|
6 |
y 6 |
4.8 |
7.3 |
|
7 |
y 7 |
1.8 |
2.5 |
|
8 |
y 8 |
2.5 |
3.7 |
|
9 |
y 9 |
3.8 |
5.8 |
По результатам обработки данных эксперимента были построены поверхности отклика (см. рис. 8 и рис. 9).
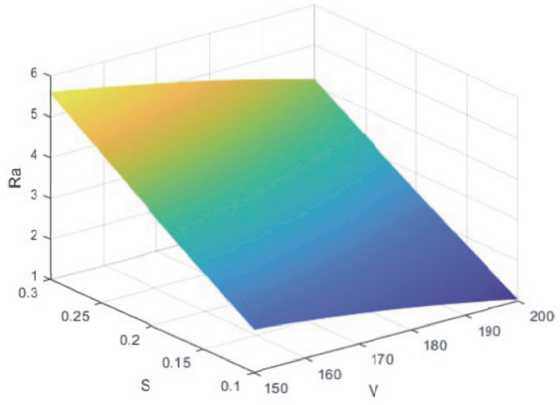
Рис. 8. Поверхность отклика при t=0.2 мм
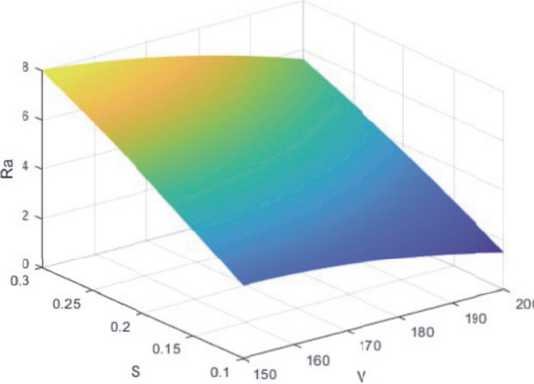
Рис. 9. Поверхность отклика при t=0.35 мм
На основе обработки данных эксперимента были получены расчетные зависимости, которые связывают технологические режимы обработки и среднеарифметическое отклонение профиля. Зависимости имеют следующий вид:
t=0.2 мм, Ra=5.3·S2-0.04325·S·V+22.09·S-0.0001552·V2+0.03848·V-1.835;
t=0.35мм, Ra=45.53·S-0.09165·S*V-15.9·S2-0.0005312·V2+0.16592·V-13.02 .
Проверка состоятельности полученных зависимостей производилась с использованием критерия Фишера [8,9]. Также была проведена дополнительная экспериментальная проверка, при назначении режимов, которые не входили в выборку экспериментальных данных. По результатам 4 экспериментов погрешность не превышала 12%.
В результате проверки была подтверждена применимость представленных выше зависимостей для назначения режимов чистовой токарной обработки втулок цилиндровых буровых насосов рассматриваемой конструкции.
ВЫВОДЫ
-
1 Были проведены экспериментальные исследования по чистовой токарной обработке втулок цилиндровых буровых насосов, изготовленных из серого чугуна с упроченным слоем. В результате были получены данные для формирования эмпирических зависимостей между режимами обработки и качеством поверхности (по критерию шероховатости).
-
2 На основе планирования и выполнения полного факторного эксперимента были построены поверхности отклика и уравнения, которые показывают взаимосвязь между технологическими режимами (скоростью резания и продольной подачей) и среднеарифметическим отклонением профиля. Исследования проводились при двух значениях глубины резания.
-
3 Была обоснована состоятельность полученных эмпирических зависимостей на основе использования критерия Фишера. Также возможность использования полученных зависимостей для назначения режимов чистовой токарной обработки втулок из серого чугуна с упрочненным слоем была подтверждена в результате дополнительной экспериментальной проверки.
-
4. На основе выполненных исследований параметров упрочненного слоя, который был получен при различных составах насыщающей среды установлено, что имеется возможность управлять конфигурацией слоя за счет изменения состава второго оксида;
-
5. В результате расчетов методом конечных элементов было показано, что применение разработанного метода упрочнения позволяет повышать механическую прочность;
-
6. Регрессионный анализ полученных результатов дал возможность описать зависимости между содержанием второго элемента в составе насыщающей среды и свойствами упрочненного слоя. Проверка по коэффициенту детерминации показала состоятельность полученных зависимостей;
-
7. Проведенный анализ на основе использования метода ближнего соседа (с разделением на 5 кластеров по уровню качества от наилучшего до наихудшего) были определены режимы процесса, которые обеспечивают получение наиболее рациональной конфигурации слоя.
-
8. В качестве направлений для дальнейших исследований следует выделить два:
-
– проработка методологии назначения режимов обработки деталей, которые имеют упрочненный слой с обратным распределением твердости с использованием теоретических методов расчета по критериям температуры в зоне резания и шероховатости обработанной поверхности;
-
– проведение экспериментальных исследований по выявлению взаимосвязи между износом режущего инструмента и шероховатостью, которая получается при обработке втулок цилиндровых, которые изготовлены из серого чугуна с упрочненным слоем, имеющим обратное разделение твердости.
