Экспериментальное исследование процесса прессования труб переменного сечения

Автор: Космацкий Ярослав Игоревич
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Статья в выпуске: 39 (298), 2012 года.
Бесплатный доступ
Обоснована задача проведения экспериментального исследования процесса прессования труб переменного сечения. Проведена экспериментальная проверка корректности и достоверности методики расчета профилировки инструмента для прессования труб с уменьшением толщины стенки на ее заднем участке. Уточнены особенности протекания данного процесса, что позволило производить соответствующие расчеты с минимальным значением относительной погрешности.
Прессование, труба переменного сечения, усилие прессования
Короткий адрес: https://sciup.org/147156733
IDR: 147156733 | УДК: 621.773(07)
Experimental study of pressing variable section pipes
The paper states the problem of carrying out a pilot study of pressing variable section pipes. Experimental check of correctness and reliability of a design procedure of protapering of tool for pressing pipes with reduction of wall thickness on its back site is carried out. Features of the course are specified, which allowed to make corresponding calculations with the minimum value of a relative error.
Текст научной статьи Экспериментальное исследование процесса прессования труб переменного сечения
ческими параметрами: цилиндрический, обеспечивающий получение трубы с номинальной толщиной стенки: D Р , L Р ; конический, обеспечивающий плавное уменьшение стенки на заднем конце прессованной трубы: D Р , D ИГmax , L ИГ ; цилиндрический участок, учитывающий толщину пресс-остатка, толщину матрицы и длину отрезаемого с пресс-остатком патрубка: D ИГmax , L Ц , причем такие геометрические параметры пресс-игл, как D Р и L Ц , являются постоянными для всех пресс-игл и равны 5 и 18 мм соответственно [2].
На рис. 1 изображен используемый прессовый инструмент в сборе.
Значения геометрических параметров пресс-игл приведены в таблице.
Исследование проводилось при изготовлении труб 0 10 х 2,5 мм из заготовок 19 х 6,25 мм, 0 19 х 5,75 мм, 0 19 х 5,25 мм длиной 20 мм из свинца марки С2 (ГОСТ 3778–98) с использованием соответствующих пресс-игл с коническим участком.
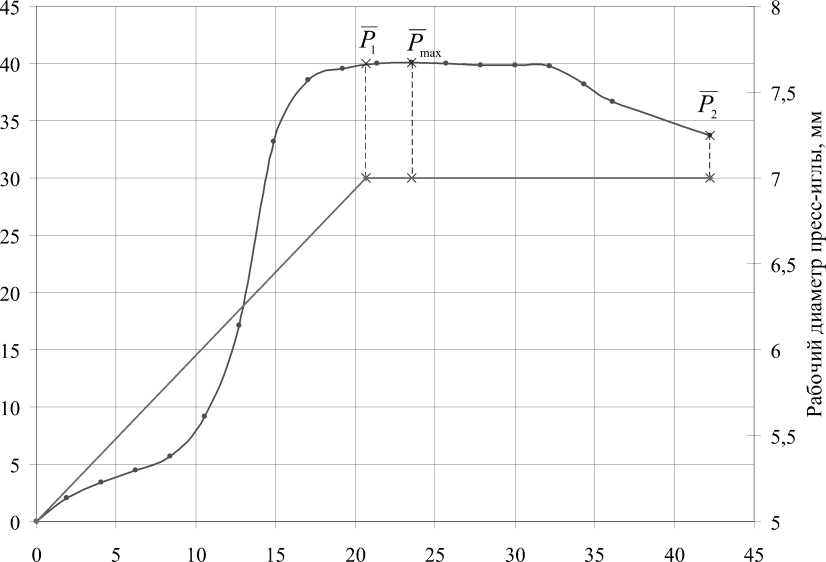
С помощью статистического метода обработки экспериментальных данных были построены в одной системе координат графические зависимости усилия прессования и рабочего диаметра пресс-игл № 2, 4, 5 от времени одного рабочего цикла процесса прессования. На рис. 2 изображены
При прессовании труб переменного сечения деформационные условия процесса часто лимитируются удельными давлениями прессования, которые достижимы в данном контейнере пресса или допустимы условиями прочности прессового инструмента [1].
Для подтверждения достоверности результатов представленного в работе [2] математического исследования влияния геометрических параметров прессового инструмента на изменение толщины стенки на заднем участке передельных и редуцированных труб потребовалось проведение экспериментального исследования процесса прессования труб с использованием пресс-игл с коническим участком.
Исследование проводилось на экспериментальной площадке Российского научно-исследовательского института трубной промышленности, с использованием универсальной машины для испытания на прочность «EU 100», оснащенной индуктивным измерительным преобразователем давления.
Выбор оптимальной стратегии для управления экспериментом на основе априорных сведений об изучаемом процессе потребовал изготовления пресс-игл с различными геометрическими параметрами.
Каждая пресс-игла имеет на своей рабочей части три участка с соответствующими геометри-
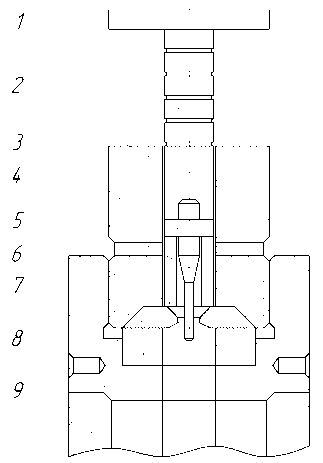
Рис. 1. Комплекс прессового инструмента для физического моделирования процесса прессования: 1 – пуансон; 2 – контейнер; 3 – пресс-шайба; 4 – пресс-игла; 5 – заготовка; 6 – матрица; 7 – упор матрицы; 8 – упор контейнера; 9 – удлинитель
Геометрические параметры пресс-игл
|
№ пресс-иглы |
L Р , мм |
D ИГmax , мм |
L ИГ , мм |
|
1 |
7 |
7 |
15 |
|
2 |
12 |
7 |
10 |
|
3 |
17 |
7 |
5 |
|
4 |
12 |
6 |
10 |
|
5 |
12 |
8 |
10 |
Среднее значение одного рабочего цикла процесса прессования, с
Образцы №4, №5, №6 Пресс-игла №2
Рис. 2. Зависимость среднего значения усилия прессования от рабочего диаметра пресс-иглы
(скорость прессования V = 0,484 мм/с ): P 1 = 40,0 кН , P max = 40,1 кН , P 2 = 33,8 кН
Космацкий Я.И.
Образцы №1, №2, №3 Пресс-игла №1
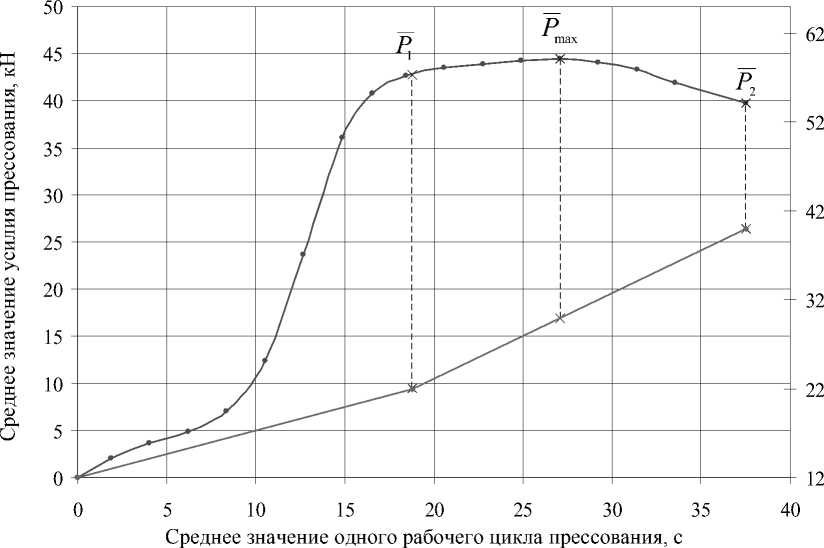
Рис. 3. Зависимость среднего значения усилия прессования от рабочей длины пресс-иглы
(скорость прессования v = 0,533 мм/с ): P 1 = 42,8 кН , P max = 44,5 кН , Р 2 = 39,8 кН
соответствующие пресс-игле № 2 графические зависимости.
Анализ графических зависимостей на рис. 2, показывает, что соответствие максимального усилия прессования P max равного 40,1 кН цилиндрическому участку пресс-иглы объясняется тем, что на длину цилиндрического участка приходится заключительная стадия процесса прессования – выпрессовка заднего участка трубы с утоненной стенкой, обеспечивающая образование заднего участка трубы, уходящего в отход, – во время которой установившееся течение металла нарушается.
Для анализа изменения величины усилия прессования по длине пресс-иглы на основе полученных экспериментальных данных с помощью статистического метода их обработки были построены в одной системе координат графические зависимости усилия прессования и рабочей длины пресс-игл № 1, 2, 3 от времени одного рабочего цикла процесса прессования. На рис. 3 изображены соответствующие пресс-игле № 1 графические зависимости.
Анализ графических зависимостей на рис. 3 показывает, что рабочей длине LИГ = 10 мм конического участка пресс-иглы соответствует основная стадия процесса, характеризуемая установившимся течением металла. Значению максимально- го усилия прессования Pmax равного 44,5 кН, возникающего в заключительной стадии, во время которой установившееся течение металла нарушается, соответствует цилиндрический участок пресс-иглы, длина которого LЦ равна 18 мм.
Для определения фактических значений геометрических размеров экспериментально изготовленных труб были построены в двухкратном увеличение абрисы продольных планок соответствующих стенок, некоторые из которых представлены на рис. 4.
Для построения абрисов продольных планок соответствующих стенок использовался программный комплекс «Corel Draw X4». Последующая обработка и определение размеров продольных планок стенок труб с точностью до десятых долей осуществлялись с применением программного комплекса «КОМПАС-3D V10».
Таким образом, проведена экспериментальная проверка корректности и достоверности методики расчета профилировки инструмента для прессования труб с уменьшением толщины стенки на ее заднем участке, в результате которой уточнены особенности протекания данного процесса, представленные в работе [3], позволяющие производить соответствующие расчеты с минимальным значением относительной погрешности.
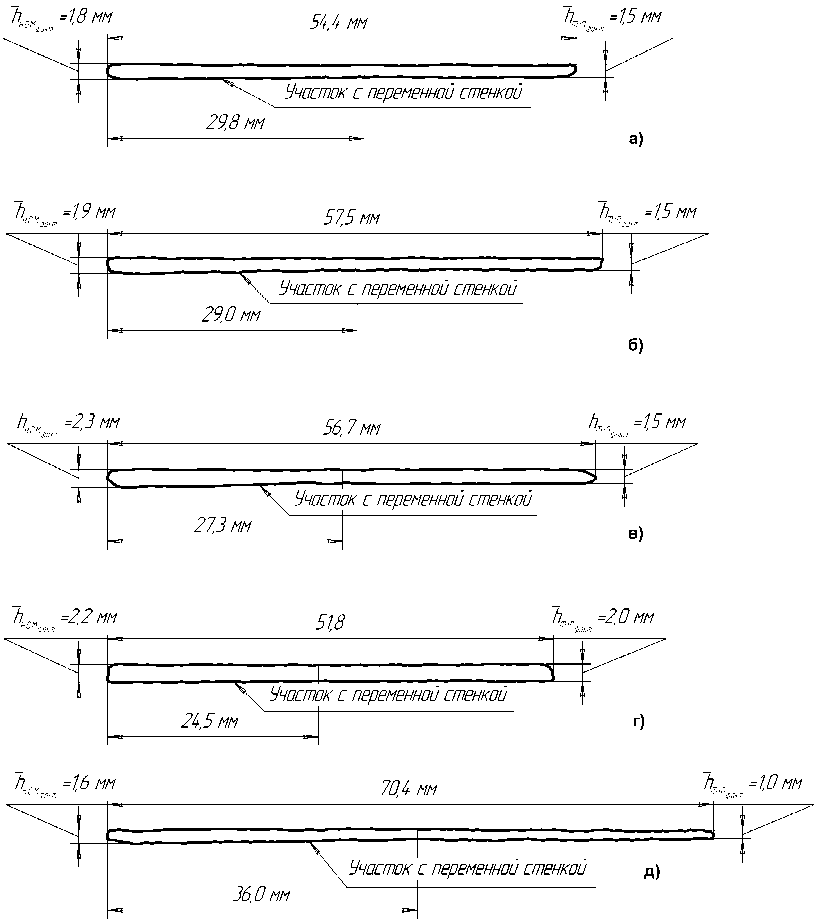
Рис. 4. Абрисы продольных планок соответствующих стенок: а – образец № 1; б – образец № 5; в – образец № 7; г – образец № 10; д – образец № 15
Список литературы Экспериментальное исследование процесса прессования труб переменного сечения
- Зиновьев А. В. Технология обработки давлением цветных металлов и сплавов: учеб. для вузов/А.В. Зиновьев, А.И. Колпашников, П.И. Полухин. -М.: Металлургия, 1992. -512 с.
- Баричко Б.В. Снижение расходного коэффициента при изготовлении труб/Б. В. Баричко, Я.И. Космацкий//Вестник ЮУрГУ. Серия «Металлургия.». -2010. -Вып. 15. -№ 34 (210). -С. 68-70.
- Совершенствование технологии редуцирования в ТПЦ-2. Разработка режимов калибровки, обеспечение снижения затрат на производство прессованных труб: отчет о НИР (закл.): 1.21.1-К-67/09/Российский научно-исследовательский институт трубной промышленности; рук.: А.В. Выдрин; исполн.: Я.И. Космацкий, П.А. Мальцев. -Челябинск, 2011. -103 с.
