Экспериментальное определение коэффициентов вязкости, упругости и пластичности рабочей среды при абразивно-экструзионной обработке

Автор: Снетков П.А., Левко В.А., Пшенко Е.Б., Лубнин М.А.
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Технологические процессы и материалы
Статья в выпуске: 4 (25), 2009 года.
Бесплатный доступ
Установлены численные значения коэффициентов вязкости, упругости и пластичности рабочей среды. Выявлены экспериментальные зависимости вязкости и упругости среды от степени ее наполнения и зернистости абразивных зерен.
Абразивно-экструзионная обработка, реологические характеристики, вязкоупругая среда, способность к пластическим деформациям, абразивные частицы, скорость сдвига
Короткий адрес: https://sciup.org/148176019
IDR: 148176019 | УДК: У
Experimental determination factor of viscosity, elasticity, and plasticity media for abrasive flow machining processing
The numerical values of viscosity, elasticity and plasticity factors in media have been established. Experimental dependence of viscosity and elasticity environments on the degree of its filling and abrasive grains' granularity is revealed.
Текст краткого сообщения Экспериментальное определение коэффициентов вязкости, упругости и пластичности рабочей среды при абразивно-экструзионной обработке
Одним из новых видов обработки является абразивно-экструзионная обработка (АЭО), заключающаяся в снятии слоя материала с поверхности обрабатываемого канала при перепрессовывании под давлением через него рабочей среды, состоящей из вязкоупругого основания, наполненного твердыми рабочими элементами (чаще всего – абразивные или алмазные зерна).
Процесс АЭО является сложным. При его реализации возникает целый ряд физических явлений, влияющих на качество и производительность обработки. Для внедрения абразивно-экструзионной обработки в производство конкретных деталей необходимо провести достаточ- но большой объем экспериментальных исследований, связанных с определением оптимального состава рабочей среды и режимов ее перепрессовывания, обусловленными физико-механическими и геометрическими характеристиками обрабатываемых каналов. Такие исследования требует значительных затрат, составляющих до 60 % от общих затрат на внедрение этой технологии в производство.
Основными параметрами технологического процесса абразивно-экструзионной обработки являются объем рабочей среды, давление гидравлической системы установки в продавливающем и принимающем рабочем ци- линдре установки для АЭО, величина (дисперсность) и процентное содержание (концентрация) абразивного зерна в рабочей среде, его физико-механические характеристики, а также количество циклов обработки. Большое влияние на качество и производительность процесса оказывают геометрические характеристики обрабатываемого канала – его радиус и длина, площадь и периметр поперечного сечения, а также исходные физико-химические свойства поверхностного слоя.
Режущая способность рабочей среды как абразивного инструмента зависит от условий течения в обрабатываемом канале и ее вязкоупругих и пластичных свойств. Вязкие и пластичные свойства определяют ее текучесть, упругие свойства – жесткость. Для проведения теоретических расчетов характеристик потока рабочей среды при АЭО необходимо экспериментально установить зависимости эффективной вязкости η , коэффициента Пуассона и модуля Юнга рабочей среды от степени ее наполнения и дисперсности абразивного зерна.
Характеристики рабочей среды зависят от степени наполнения полимерной основы (концентрации Ka абразивных зерен в среде), их величины (зернистости Ba ), а также давления в подающем цилиндре P вх.
При изменении Кa и Ba , изменяется не только плотность с среды и ее вязкость, но и ее реологические характеристики – коэффициенты касательных и нормальных напряжений, скорость потока и скорость сдвига, а также все кривые зависимостей течения сдвига от напряжения сдвига.
Поскольку характер вязкого течения среды при абразивно-экструзионной обработке в круглом канале большой длины подобен течению жидкости в капиллярном вискозиметре, для исследования ее вязких свойств разработан аналогичный метод, основанный на экспериментальном установлении величин максимальной скорости потока ω max и перепада давлений Δ P на участке цилиндрического канала длиной L и диаметром d . При подстановке полученных экспериментальных значений ω max и Δ P в преобразованную формулу Пуайзеля при известных L и d , определена величина эффективной вязкости η
Δ P η= ω max
R 2 8 ⋅ L .
Для регистрации параметров применена измерительная система разработанного комплекса для исследований. Эксперименты проведены на экспериментальной установке УЭШ-25 с применением специального приспособления (рис. 1).
Приспособление состоит из стального корпуса 1 , подвергнутого термообработке, с круглым каналом 2 диаметром 25 мм, совпадающим с диаметром рабочих цилиндров 3 и 4 установки – УЭШ-25, с датчиками давления 5 и 6 , а также температурным датчиком 7 .
На осциллограмме (рис. 2) регистрируется изменение давления в текущий момент времени в сечениях датчика 5 ( P 1) и 6 ( P 2).
Время определено на осциллограмме по задаваемому шагу отсечки tц = 0,2 с. На линии P1 выявляют точку начала отклонения от нулевого уровня показаний 1. Аналогично находят начало появления давления среды в точ- ке 2 для линии P2. Через найденные точки 1 и 2 проводятся вертикальные линии к линиям P1 и P2 соответственно. Расстояние tц между нормалями соответствует минимальному времени течения среды от сечения датчика 5 к сечению датчика 6. По известному расстоянию между сечениями (L = 0,07 м) и tц, рассчитывают максимальную скорость потока щmax на этом участке. Далее находят точку 3, которая является пересечением нормали через точку 2, лежащей на линии P2, и точку 4 линии P1.

б
Рис. 1. Устройство для исследования вязких и пластичных свойств: а – схема; б – корпус устройства
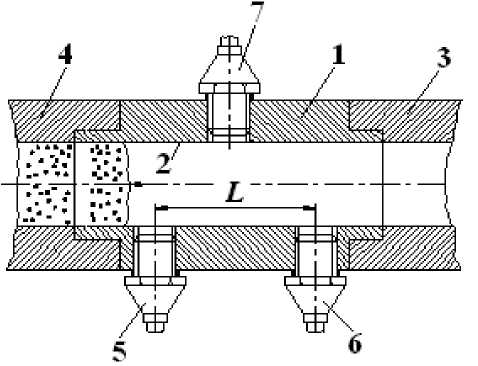
с двумя переходниками
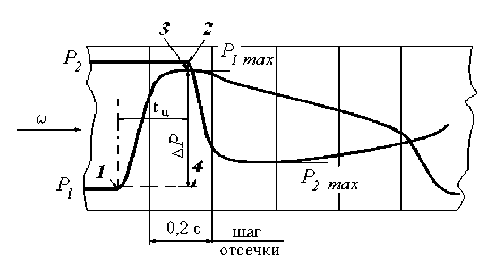
Рис. 2. Схема регистрации данных на осциллограмме
Точные значения физических величин tц и ΔP рассчитаны с учетом тарировки датчиков и величины шага от- сечки tц. Разность давлений между двумя сечениями ДР = Р 1 - Р2 равна расстоянию между точками 3 и 4 на осциллограмме, умноженному на масштаб тарировки. Для каждого условия эксперимента проведено по шесть опытов с рандомизацией по времени и контролем температуры среды.
Исследование зависимости коэффициента п от Ba и P вх проведены по плану Коно ( m = 2, n = 3). Для математической обработки произведено кодирование переменных X 1 = Ba ; X 2 = Р в х ; Y 1 = п - Варьируемыми факторами были зернистость Ba и величина давления P вх. Каждый опыт повторялся шесть раз с рандомизацией во времени. Условия опытов по девяти режимам и результаты экспериментов приведены в табл. 1.
В результате исследований установлено, что чем выше степень наполнения полимерной основы рабочей среды абразивом, тем выше ее эффективная вязкость. При равном весовом наполнении Ka абразивами различной зернистости Ba больший коэффициент п наблюдается при наполнении абразивами меньшей величины.
Увеличение P вх при экструзии среды улучшает условия обработки за счет возрастания напряжения сдвига и скорости потока среды и градиента скорости.
Модуль Юнга и коэффициент Пуассона характеризуют упругие свойства рабочей среды. Упругие характеристики среды зависят от степени их наполнения Ka и дисперсности наполнителя Ba . Численные значения этих показателей требуются при расчете контакта рабочей среды с обрабатываемой деталью и оцениваются по изменению длины l – l’ и диаметра d ’ – d образца среды при его сжатии нагрузкой F (рис. 3).
Направляющие оси 5 установлены в бронзовые втулки основания 2 приспособления с натягом, а во втулки весовой планки 3 – со скользящей посадкой. Образец рабочей среды формируется в рабочем цилиндре экспериментальной установки УЭШ-25, устанавливаемом в определенном положении, что позволяет обеспечить его стабильные размеры. Номинальный диаметр образца до деформации d = 25 мм, номинальная длина образца до деформации l = 50 мм. Площадь поперечного сечения образца S обр = 0,000 49 м2. Измерение размеров образца проводилось при помощи штангенциркуля и микрометра.
Масса весовой планки и дополнительного груза подбирались таким образом, чтобы образец деформировался преимущественно упруго и выполнялась линейная зависимость изменения его размеров от приложенной нагрузки. Общая масса составила 150 гр. Время выдержки составило 3…10 с.
Исходя из определений модуля Юнга E и коэффициента Пуассона м возможно экспериментально определить их величины:
F m наг g р- ' — I „_( d " d ') / d
F =----= E --- и Ц - ^---7---,
Sобр 1 (I - I) / I где mнаг – масса приложенной нагрузки.

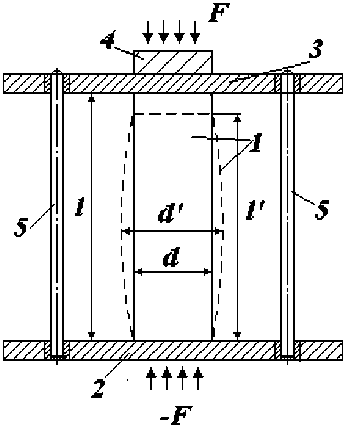
Рис. 3. Приспособление и схема измерения модуля Юнга и коэффициента Пуассона среды: 1 – образец рабочей среды;
2 – основание приспособления; 3 – весовая планка;
4 – дополнительный груз; 5 – направляющие оси;
6 – микрометр
Зависимость η от Ba и величины входного давления P вх
Таблица 1
|
№ п/п |
Ba , мкм |
P вх , МПа |
П, Па - с |
|
1 |
300 |
9,0 |
36 892 |
|
2 |
400 |
9,0 |
36 093 |
|
3 |
500 |
9,0 |
29 215 |
|
4 |
300 |
7,5 |
32 368 |
|
5 |
400 |
7,5 |
30 402 |
|
6 |
500 |
7,5 |
23 204 |
|
7 |
300 |
6,0 |
27 283 |
|
8 |
400 |
6,0 |
24 166 |
|
9 |
500 |
6,0 |
16 223 |
Результаты исследований зависимости модуля Юнга рабочих сред от степени наполнения и величины абразивного наполнителя приведены в табл. 2.
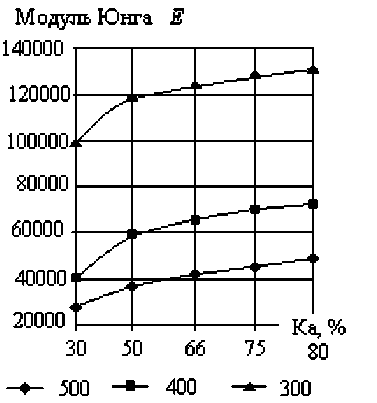
Экспериментально установлено (рис. 4), что при увеличении Ka более чем на 80 %, закрепленность абразива в полимерной основе среды существенно уменьшается. Это явление приводит к потере текучести среды и выпадению зерен из полимерной основы, что существенно ухудшает условия абразивно-экструзионной обработки. Поэтому данный показатель был принят за граничное условие максимальной степени наполнения. Величина коэффициента Пуассона м полимерной основы без абразивного наполнителя 1,34, для наполненных сред его экспериментально измеренная величина колеблется в интервале 0,4…0,42.
Ва, мкм
Рис. 4. Зависимость модуля Юнга рабочей среды от степени наполнения абразивными зернами и величины абразивного наполнителя
Модуль Юнга E возрастает при увеличении степени наполнения и уменьшении дисперсности абразивных зе- рен. Этот эффект объясняется с помощью преобразованной модели Каргина–Слонимского–Рауза [1], описывающей рабочую среду как вязкопластичную среду, наполненную упругими цепочками, образованными абразивными зернами и полимерной основой.
В полимерной основе без наполнителя цепочки абразивных зерен отсутствуют. Уменьшение дисперсности наполнителя при одинаковом массовом наполнении приводит к возрастанию количества абразивных зерен в среде. Чем больше количество абразивных зерен в среде, тем больше в среде возникает цепочек, длина сегментов которых, в свою очередь, уменьшается. Более короткие сегменты цепочки обусловливают ее повышенную упругость и вязкость. Пластичность среды при этом снижается.
Для оценки режущих свойств исследуемых рабочих сред использован метод симплексов с аналогичными исходными данными и ограничениями, составом среды и P вх. Результаты экспериментальных исследований абразивно-экструзионной обработки показали, что оптимальная режущая способность, оцениваемая по величине шероховатости поверхности после обработки или ее изменения в процессе обработки Δ Ra , величине снятого слоя материала Δ h , достигается при использовании такого состава рабочей среды, в котором упругость среды максимальна. Коэффициенты вязкости и пластичности при этом используются для задания граничных условий абразивно-экструзионной обработки конкретной детали. Численные показатели вязкости, упругости и пластичности рабочей среды зависят от геометрических характеристик обрабатываемого канала и требований к состоянию поверхностного слоя детали.
Таким образом, разработанная методика позволила экспериментально определить скорость потока ω max и величину коэффициента эффективной вязкости η рабочей среды различных составов при абразивно-экструзионной обработке, который можно использовать для расчета напорно-расходных характеристик среды в обрабатываемом канале.
Таблица 2
Упругие характеристики рабочих сред
|
Ср едняя дисперсность Bа , мкм |
Весовое наполнение Ka , % |
Модуль Юнга |
Коэффициент Пуассона |
|
0 |
0 |
22 760 |
1,34 |
|
320 |
30 |
97 955 |
0,411 |
|
320 |
50 |
119 600 |
0,411 |
|
320 |
66 |
124 300 |
0,411 |
|
320 |
75 |
128 250 |
0,411 |
|
320 |
80 |
132 500 |
0,411 |
|
400 |
30 |
40 480 |
0,40 |
|
400 |
50 |
59 200 |
0,40 |
|
400 |
66 |
65 100 |
0,40 |
|
400 |
75 |
70 400 |
0,40 |
|
400 |
80 |
73 100 |
0,40 |
|
500 |
30 |
27 000 |
0,42 |
|
500 |
50 |
37 000 |
0,42 |
|
500 |
66 |
42 000 |
0,42 |
|
500 |
75 |
46 000 |
0,42 |
|
500 |
80 |
51 000 |
0,42 |
Установлена степень влияния наполнении абразивом Ka , величины Ba абразивных зерен и входного давления P вх на вязкие, упругие и пластичные свойства среды. С возрастанием P вх и содержания абразива в среде Ka среды коэффициенты η увеличиваются. Это обусловлено тем, что при увеличении скорости сдвига более интенсивно разрушается пространственная структура среды. При этом эффективная вязкость, касательные и нормальные напряжения становятся больше . Так, для среды зернистостью Ba = 400 мкм при входном давлении P вх = 6 МПа коэффициент η = 24 166 Пас, а при P вх = 9 МПа коэффициент η = 36 093 ПаЧс, т. е. увеличился на 65...70 %.
Экспериментальное определение коэффициентов вязкости, упругости и пластичности позволяет проводить теоретические расчеты точности, производительности и качества абразивно-экструзионной обработки. Полученные численные значения показателей упруго-вязко-пластической среды позволяют осуществить выбор вида контакта абразивных зерен [2]. Установив вид контакта, можно по предложенным методикам [3; 4] рассчитать производительность АЭО и шероховатость обработанного поверхностного слоя детали.
