Экспериментальное получение новых нефтесорбентов из полимерных отходов

Автор: Заболотских Влада Валентиновна, Васильев Андрей Витальевич, Плетнва Людмила Николаевна
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 6-2 т.20, 2018 года.
Бесплатный доступ
Авторами статьи приведены результаты экспериментов по созданию нефтесорбентов из вторичных полимеров. Сравнение физических и сорбционных свойств полученных сорбентов показало, что наилучшими сорбционными свойствами обладает резиновая крошка мелкой фракции и композит, полученный из полимерного волокна ПЭТФ-бутылок и резиновой крошки мелкой фракции. Предложена технологическая схема производства сорбционных матов для сбора нефти с поверхности водных объектов на основе полученных сорбентов.
Загрязнение окружающей среды, нефть, сорбент, воздействие, снижение
Короткий адрес: https://sciup.org/148314119
IDR: 148314119 | УДК: 504
Experimental obtaining of new petroleum sorbents from polymer wastes
The authors of the article present the results of experiments on the creation of oil sorbents from secondary polymers. Comparison of the physical and sorption properties of the obtained sorbents showed that the rubber crumb of the fine fraction and the composite obtained from the polymer fiber of PET bottles and the rubber crumb of the small fraction possess the best sorption properties. A flow chart for the production of sorption mats for collecting oil from the surface of water bodies based on the sorbents obtained is proposed.
Текст научной статьи Экспериментальное получение новых нефтесорбентов из полимерных отходов
Работа выполнена в рамках государственного задания учреждениям науки
В настоящее время биосфера подвергается воздействию различных видов загрязнений, среди которых представляет значительную экологическую опасность загрязнение нефтью и нефтепродуктами [6, 7, 14, 17].. По официальным данным, только в России каждый год на магистральных нефтепроводах, в том числе и на подводных переходов магистральных нефтепроводов через водные преграды, происходит около 10 тысяч аварий. Основными причинами аварий на водных объектах являются коррозия магистральных нефтепроводов и нарушение требований к эксплуатации трубопроводов [6,7,17].
Наибольшую трудность при ликвидации последствий аварийных разливов нефти составляет сбор остаточной пленки нефти. При несвоевременном обнаружении аварийного выхода нефти на водную поверхность нефтяная пленка может растянуться до нескольких километров и оказывать негативное воздействие на флору и фауну водного объекта, представляя непосредственную угрозу для жизни животных, птиц и здоровья людей [2, 7].
Чаще всего на практике используют сорбенты природного происхождения (торф, опилки). Они обладают высокой сорбционной способностью, гидрофобны и имеют низкую рыночную стоимость. Однако, для их сбора после завершения процесса адсорбции требуется высокая трудоза-тратность и есть риск оседания части сорбентов вместе с нефтью на дно. Кроме того, возникает дополнительная проблема дальнейшей утилизации нефтесодержащих отходов [1,2,3,5,15].
В нашей работе мы обратили особое внимание на синтетические сорбенты (пенополи-строл, полипропилен), которые можно получать при переработке полимерных отходов. На их основе мы предполагаем производить маты, позволяющие не только быстро собрать с поверхности воды нефтяную пленку, но и оперативно поднять сорбционный материал с поверхности воды без ее вторичного загрязнения и после регенерации вновь использоваться для снятия плёнки [4,5,15].
Теоретический анализ существующих методов и материалов сбора нефти с поверхности воды показал, что для сбора остаточной пленки нефти/НП с поверхности водного объекта используют в основном нефтесорбенты (опилки, торф др.) или сорбционные материалы (маты, салфетки и др.) [1,2.3,17].
Как известно нефтесорбенты делятся на 3 основные категории: органические; неорганические; синтетические [1].
К органическим нефтесорбентам относятся: солома, опилки, торф, куриный пух, перья, зерновая шелуха, дробленая скорлупа орехов, угольные продукты и др. Их основными достоинствами являются доступность, низкая себе- стоимость, возможность сжигания и биодеградации, а также способность впитывать нефть от 5 до 15 раз превосходящий свой вес. Недостатком является плохая гидрофобность; некоторые сорбенты теряют плавучесть и приводят к вторичному загрязнению водного объекта, поэтому возникает необходимость держать их в сетках или мембранах.
К неорганическим нефтесорбентам относятся: снег, перлит, стеклянная вата, вулканическая пемза и т.д. Достоинствами являются часто невысокая цена, способность впитывать нефть от 4 до 20 раз превосходящий свой вес. Недостатки: не сжигаются и не биодеградируют, необходимо применять в мембранах во избежание рассеивания, опасны для дыхания, необходимо применять СИЗ.
К синтетическим нефтесорбентам относятся: полиуретан, полиэтилен, полипропилен, формальдегидная пена и др. Их главными достоинствами является то, что они могут полностью собрать остаточную пленку нефти/НП с поверхности водного объекта и при этом забрать минимальное количество воды. Кроме того, они достаточно легки и просты в обращении. Недостатками синтетических нефтесорбентов является то, что после сбора нефти/НП они могут быть очень тяжелыми, что вызывает трудности при их сборке и транспортировке, а также возникает сложность их дальнейшей утилизации.
Принцип действия нефтесорбентов основан на 2-х типах взаимодействия нефти и сорбента: абсорбция - объемное поглощение нефти и адсорбция - поверхностное поглощение нефти [15].
Для определения качества сорбентов, используемых при сборе нефти/НП с водной поверхности, используют 3 основных показателя: нефтепоглощение, водопоглощение, плавучесть.
Эффективность нефтесорбентов оценивают в первую очередь по значению нефтеемкости. Водопоглащение, если оно имеется у сорбентов, можно снизить (исключить) практически у всех материалов путем применения дополнительной гидрофобизации. Материалы, имеющие низкую плавучестью, могут эффективно применяться в изделиях с армирующей оболочкой - бонах, матах, салфетках и др. [15,16].
В таблице 1 приведены свойства некоторых сорбционных материалов, которые используются при сборе нефти/НП или служат основой для получения нефтесорбентов.
Из таблицы 1 видно, что наиболее эффективными по 3 основным показателям являются синтетические нефтесорбенты, в частности, имеющие волокнистую структуру. Как правило, их структура пространственно неориентированная, что позволяет нефти/НП контактировать с большой поверхностью в единицу времени. В процессе поглощения нефти/НП волокна не- фтесорбентов способны раздвигаться, создавая специфическую структуру сорбент-нефть/НП, которая после сбора нефти/НП позволяет отжимать её до 94%.
Для повышения эффективности очистки воды от нефти/НП на практике также используются биопрепараты (биосорбенты), представляющие собой массу жизнеспособных клеток микроорганизмов-биодеструкторов. Они различаются между собой применяемыми для их получения штаммами биодеструкторов, которые характеризуются разными свойствами: термотолерантность, осмофильность, значения рН, а также способность включаться в метаболические процессы разных классов углеводородов. Те или иные свойства биосорбентов выбираются в зависимости от климатической зоны проведения работ и химического состава удаляемого загрязнения.
При проведении работ по ликвидации последствий аварийного разлива нефти/НП на водных акваториях не менее важной задачей является сбор и перевозка загрязненных нефтью/ НП отходов с места проведения работ. В зависимости от метода сбора нефти/НП с водной поверхности и вида применяемых сорбентов образуются разные виды отходов [3,5].
Как показывает практика, при использовании для сбора нефтяной пленки природных сорбентов, таких как торф, опилки и т.д., количество отходов образуется в 20-30 раз больше первоначального объема разлитой нефти/НП. Многократное использование сорбентов возможно только при использовании синтетических сорбционных материалов. Однако после нескольких отжимов емкость данных сорбентов уменьшается, а их структура необратимо деформируется. Поэтому возникает вопрос их дальнейшей утилизации. Размещение мест хранения должно быть тщательно спланировано. Как правило, они должны размещаться выше уровня воды в спокойном состоянии, при весеннем половодье и конечной точки штормовой воды, чтобы обезопасить отходы от смыва. Твердые отходы чаще всего собираются вручную и хранятся в зависимости от места проведения работ (на берегу/в море) в специальных мешках, герметичных бочках или во встроенных судовых емкостях, баржах и камерах, до окончания проведения работ. Затем с помощью автопогрузчиков или самосвалов они вывозятся в специализированную организацию для их дальнейшей переработки/утилизации [3,6]..
Наиболее распространенным способом утилизации нефтесодержащих отходов является их термическая обработка, в частности, сжигание, которое может быть использовано для утилизации любых видов отходов (жидких, твердых и пастообразных). Однако, сжигание нефтезагряз-
Таблица 1. Свойства нефтяных сорбционных материалов [1, 16]
|
Сорбционный материал |
Нефтепоглощение, г/г |
Водопоглощение, г/г |
Степень отжима нефти, % |
|
Природные органические материалы |
|||
|
Солома пшеничная |
4,1 |
4,2 |
36 |
|
Кора осины |
0,5 |
0,8 |
25 |
|
Древесные опилки |
1,7 |
4,3 |
10-20 |
|
Отходы ватного производства |
8,3 |
0,26 |
60 |
|
торф |
17,7 |
24,3 |
74 |
|
Макропористый технический углерод |
4,0-4,5 |
0-1,0 |
10-81 |
|
Неорганические материалы |
|||
|
Вспененный никель |
2,9 |
3,0 |
0 |
|
Стекловолокно |
5,4 |
1,7 |
60 |
|
Графит модифицированный |
40,0-60,0 |
0,5-10,0 |
10-65 |
|
Базальтовое волокно модифицированное |
37 |
0,5 |
27 |
|
Синтетические сорбенты |
|||
|
Пенополистирол: волокно |
7,0-12,0 |
6,0-11,5 |
80-90 |
|
Полипропилен:волокно |
12-40 |
1-6 |
40-80 |
|
Каучуковая крошка |
5,1 |
0,3 |
0 |
|
Фенолформальдегидная смола (порошок) |
4,4 |
14,5 |
0 |
|
Поролон: листовой |
14,5-35,2 |
1,3-25,9 |
75-85 |
|
Синтепон |
46,3 |
42-52 |
94 |
ненных сорбентов сопровождается образованием высокотоксичных канцерогенных веществ, поэтому при выборе данного способа утилизации, сжигание сорбентов, особенно синтетических, необходимо проводить в специальных печах при достаточно высокой температуре, чтобы избежать образования токсичных веществ и попадания их в окружающую среду.
НЕФТЕСОРБЕНТЫ НА ОСНОВЕ ПОЛИМЕРНЫХ ОТХОДОВ
В настоящее время отходы полимерных материалов находят все большее применение в производстве различных изделий, в том числе и при создании синтетических сорбентов для очистки сточных вод и поверхности водного объекта от нефти/НП [4, 13].
Изготовление нефтесорбентов из бытовых и промышленных отходов одновременно позволяет решать вопросы утилизации образующихся отходов и очистки воды от нефтяных загрязнений. Кроме того, доступность и дешевизна такого сырья позволяют значительно снизить себестоимость синтетических нефтесорбентов и расширить масштабы их применения для решения экологических задач.
В ряде работ получены новые эффективные сорбенты из полимерных отходов [8]. Получен порошковый сорбент из отходов пенополистирола с добавлением вспученного перлита. Размер частиц порошка составляет менее 100 мкм. Сорбционная емкость такого сорбента составляет 5-6 г/г нефти/НП.
Авторами [12] создан сорбционный пористый материал, полученный с помощью смешения природного минерала (перлит, трепел, диатомит или их смесь) в измельченном виде с гидрофобным термопластичным полимером (отходы полиэтилена, полистирола, поливинилхлорида) в виде порошка. Исходное сырье смешивалось в соотношении 100:25-135 весовых частей минерала к весовым частям полимера соответственно, с последующим формованием при температуре плавления изделий различной конфигурации. Эффективность очистки воды от нефти и НП данным сорбентом составляет 99,6-99,8 %.
При производстве сорбентов часто используют полимерные отходы в качестве связующего или гидрофобизатора. Известен сорбент для очистки воды от нефти/НП, содержащий природный наполнитель (мох, торф) и как полимерное связующее - сверхвысокомолекулярный полиэтилен. Степень очистки от нефти/НП такого сорбента составляет 99,0 %. После завершения процесса сорбции материал собирают механическим способом и утилизируют путем сжигания [10].
Также известен сорбент, представляющий собой волокнистый целлюлозный материал на основе отходов текстильного производства (массовая доля равна 93-97 %), обработанный окисленным атактическим полипропиленом. Нефтеемкость данного сорбционного материала достигает значений до 27 г/г. Одним из его преимуществ является то, что он способен выдержать значительное количество циклов регенерации [9].
Автором [11] приведены результаты исследования по термической обработке полимерных деталей автомобилей, выполненных из поликарбоната и полипропилена, с получением активных углей. Сорбционные характеристики полученного сорбента получились аналогичными сорбционным характеристикам активных углей, применяемых на практике очистки воды. В результате исследований автором были предложены сорбционные материалы на основе утилизируемых автополимеров.
В работе [15] исследованы нефтяные сорбенты, при разработке которых использовался твердый остаток, образующийся в результате низкотемпературного пиролиза изношенных автомобильных шин. Полученные нефтесор-бенты испытывали по методикам ГОСТ 4453-74 «Уголь активный осветляющий древесный порошкообразный». Ученые определяли сорбционную емкость относительно следующих индикаторов: метиленового синего, метилового красного и метилового оранжевого. Результаты исследований показали, что твердый остаток пиролиза автомобильных покрышек имеет достаточно высокую сорбционную активность, что подтверждает целесообразность использования данных видов отходов в качестве сорбента для очистки сточных вод и поверхности водного объекта от нефти/НП.
Патентный анализ способов и технологий получения нефтяных сорбентов показал, что среди способов очистки нефтезагрязненных вод существуют различные способы модификации синтетических и природных сорбентов [8-12].
Особое внимание было обращено на работы, в которых были получены результаты показывающие, что при добавлении к природным сорбентам полимерных связующих повышается их способность к нефтепоглощению. В продолжении этих исследований, принято решение выяснить возможность получения эффективного не-фтесорбента на основе различных полимерных отходов.
ЭКСПЕРИМЕНТАЛЬНОЕ ПОЛУЧЕНИЕ НЕФТЕСОРБЕНТОВ ИЗ ВТОРИЧНЫХ ПОЛИМЕРОВ
В рамках данной работы проведены экспериментальные исследования по созданию не-фтесорбентов из вторичных материалов полимерных отходов. Цель данного эксперимента – исследование сорбционных свойств вторичных полимерных материалов и выбор наилучшего сорбента для сбора пленки нефти/НП с водной поверхности.
Эксперимент состоял из 2 основных этапов:
-
1. Изучение физических свойств вторичных материалов в качестве сорбентов, а именно, их гидрофобность, плавучесть;
-
2. Получение нефтяных сорбентов путем проведения термической модификации «отходов» и сравнение их сорбционных свойств в целях выбора наилучшего нефтесорбента.
В рамках работы проведены исследования физических свойств вторичных материалов мусороперерабатывающих заводов ООО «Повтор» г. Тольятти и ООО «ТНП СЕРВИС» г. Самара, а именно, волокно, полученное из ПЭТФ-бутылок, и резиновая крошка, полученная из автомобильных покрышек.
На рисунке 1 представлено волокно из ПЭТФ-бутылок, производимое мусороперерабатывающим заводом ООО «Повтор» г. Тольятти.
Резиновая крошка разного диаметра была получена на ООО «ТНП СЕРВИС» г. Самара. Резиновая крошка использовалась 4-х фракций: фр.1 – от 0,1 до 1 мм; фр 2 – от 1 до 3 мм; фр.3 – от 3 до 5 мм»; фр.4 – от 0,5 до 1 см.
Для анализа и сравнения физических свойств вторичных материалов были взяты 6 емкостей с водой. В первые 4 емкости последовательно насыпали резиновую крошку 4-х фракций, в 5 емкость поместили волокно, а в 6 – композит из волокна и резиновой крошки первой фракции (d=0,1-1 мм).
Результаты исследований физических свойств вторичных материалов ООО «ТНП СЕРВИС» и ООО «Повтор» приведены в таблице 2
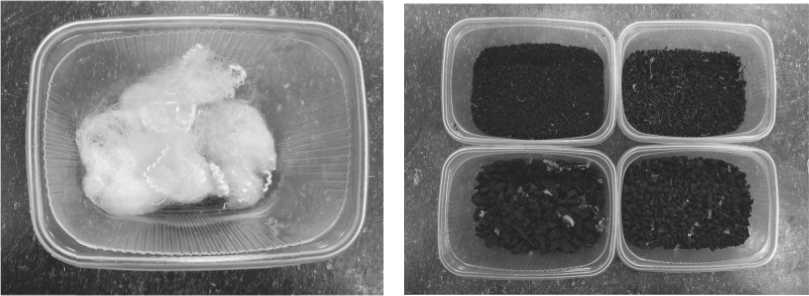
Рис. 1. а) волокно из ПЭТФ-бутылок ООО «Повтор» г. Тольятти; б) Резиновая крошка ООО «ТНП СЕРВИС» г. Самара
Таблица 2. Результаты исследований физических свойств вторичных материалов ООО «ТНП СЕРВИС» и ООО «Повтор»
|
№ п/п |
Объект исследования |
Результат исследования |
|
1 |
Резиновая крошка d = 0,5 -1 см |
Гидрофобность- 100% Плавучесть: на поверхности сохранилось 75 % крошки; утонуло - 25% |
|
2 |
Резиновая крошка d = 3 - 5 мм |
Гидрофобность- 100% Плавучесть: на поверхности сохранилось 83 % крошки; утонуло - 17% |
|
3 |
Резиновая крошка d = 1 - 3 мм |
Гидрофобность- 100% Плавучесть: на поверхности сохранилось 99 % крошки; утонуло - 17% |
|
4 |
Резиновая крошка d = 0,1 -1 мм |
Гидрофобность- 100% Плавучесть - 100 % |
|
5 |
Полимерное волокно |
Гидрофобность- 100% Плавучесть - 0 % |
|
6 |
Композит |
Гидрофобность- 100% Плавучесть - 100 % |
На рисунке 2 приведена зависимость плавучести резиновой крошки от ее диаметра.
Как видно из диаграммы, с уменьшением диаметра резиновой крошки их плавучесть растет.
Таким образом, в результате проведенных исследований физических свойств вторичных материалов можно сделать следующие выводы:
-
1. Наилучшей плавучестью и гидрофобно-
- стью обладает резиновая крошка диаметров менее 1 мм.
-
2. Полимерное волокно из ПЭТФ-бутылок не впитывает воду (гидрофобно), но на поверхности воды не держится и идет ко дну.
-
3. У композита, созданного из полимерного волокна и резиновой крошки диаметром менее 1 мм, отмечается гидрофобность и достаточно высокая плавучесть.
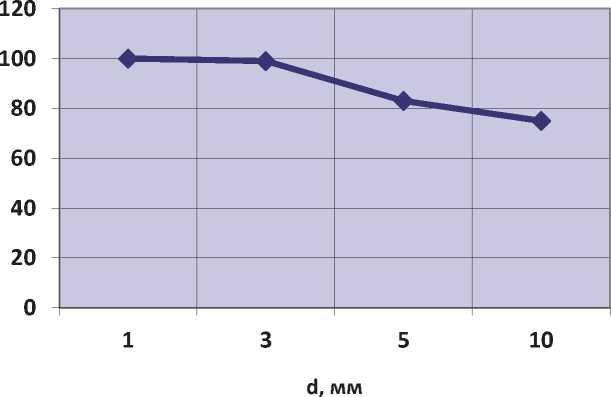
Рис. 2. Зависимость плавучести резиновой крошки от ее диаметра
СОЗДАНИЕ НЕФТЕСОРБЕНТОВ ИЗ ВТОРИЧНЫХ МАТЕРИАЛОВ И СРАВНЕНИЕ ИХ СОРБЦИОННЫХ СВОЙСТВ
Для проведения экспериментальных исследований по созданию нефтесорбентов из вторичных материалов были созданы одинаковые условия.
Приготовлены 8 образцов сорбентов:
Сорбент №1 – резиновая крошка фр. 0,5-1 см;
Сорбент №2 – резиновая крошка фр. 3-5 мм;
Сорбент №3 – резиновая крошка фр. 1-3 мм;
Сорбент №4 – резиновая крошка фр. 0,1-1 мм;
Сорбент №5 – полимерное волокно + резиновая крошка фр. 0,5-1 см;
Сорбент №6 – полимерное волокно + резиновая крошка фр. 3-5 мм;
Сорбент №7 – полимерное волокно + резиновая крошка фр. 1-3 мм;
Сорбент №8 – полимерное волокно + резиновая крошка фр. 0,1-1 мм.
Резиновая крошка и полимерное волокно взвешивались на технических весах: вес крошки – 10 г., волокна – 0,01 г.
Образцы сорбентов были помещены в чашки Петри и отправлены в муфельную печь для термической модификации.
На рисунке 3 представлены исследуемые образцы сорбентов.
В муфельной печи образцы сорбентов нагревались в течение 30 минут при 1100С. Это было необходимо для сцепления сорбентов и вспенивания резиновой смеси (увеличение порообразования).
После термической обработке были проведены исследования сорбционных свойств полученных сорбентов. Для этого были использованы следующие материалы и оборудование:
-
- 8 емкостей с водой объемом 250 мл;
-
- вытяжной шкаф;
-
- пипетка;
-
- нефть АО «Транснефть-Дружба».
В целях соблюдения техники безопасности и
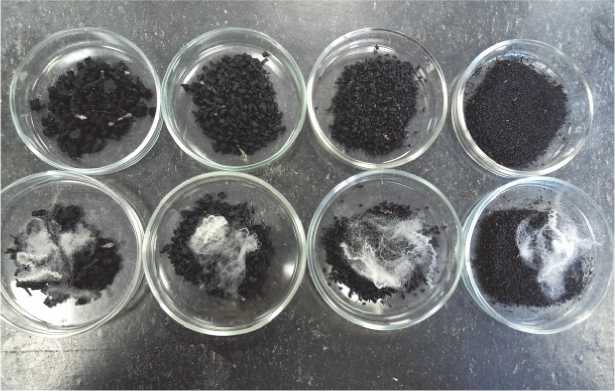
Рис. 3. Исходные образцы сорбентов
во избежание отравления парами нефти, эксперименты проводились в вытяжном шкафе. Емкости с водой были помещены в шкаф и с помощью пипетки в каждую емкость было добавлено по 5 мл нефти.
Последовательно в каждую емкость на нефтяную пленку добавлялись образцы сорбентов (рисунок 4).
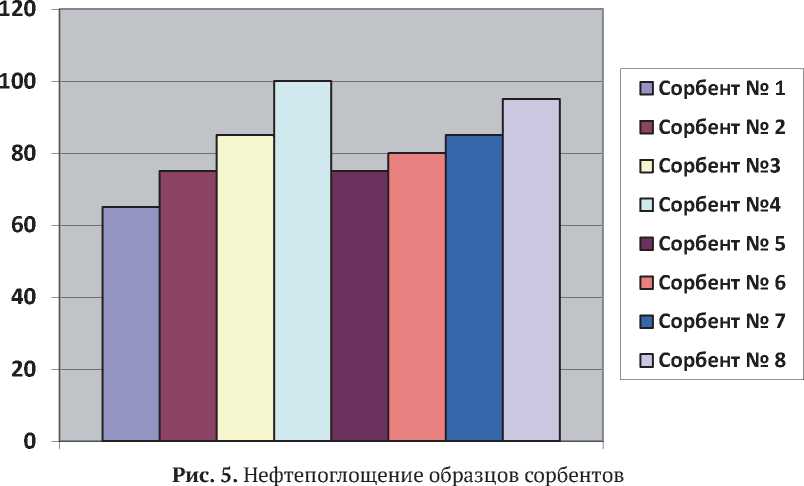
При нанесении образца сорбента № 1 на нефтяную пленку, сорбентом поглотилось около 65 % нефти, остальные 35 % оттолкнулись к стенкам емкости и разделились на отдельные нефтяные пятна по всей поверхности воды. Побочных реакций нет. Вторичного загрязнения воды не отмечается.
При нанесении образца сорбента № 2 на нефтяную пленку, сорбентом поглотилось около 75 % нефти, остальные 25 %, как и в случае с сорбентом №1, оттолкнулись к стенкам емкости и разделились на отдельные нефтяные пятна по всей поверхности воды. Побочных реакций нет. Вторичного загрязнения воды не отмечается.
При нанесении образца сорбента № 3 на нефтяную пленку поглотилось около 85% нефти, остальные 15% оттолкнулись к стенкам емкости. На поверхности воды также наблюдаются небольшие отдельные нефтяные пятна. Побочных реакций нет. Вторичного загрязнения воды не отмечается.
При нанесении образца сорбента № 4 на нефтяную пленку наблюдали следующую картину: нефть за доли секунды полностью локализовалась и поглотилась сорбентом. Побочных реакций не наблюдалось. Присутствовал запах резины и нефти. С течением времени нефть продолжала удерживаться сорбентом. Вторичного загрязнения воды не отмечается.
При нанесении образца сорбента № 5 на нефтяную пленку, сорбентом поглотилось около 75 % нефти, остальные 25 % оттолкнулись к стенкам емкости. На поверхности воды наблю- даются небольшие отдельные нефтяные пятна. Побочных реакций нет. Благодаря сцеплению полимерного волокна с резиновой крошкой сорбент №5 держался на поверхности воды в течение всего времени испытаний. Вторичного загрязнения воды не отмечается.
При нанесении образца сорбента № 6 на нефтяную пленку, сорбентом поглотилось около 80% нефти, остальные 20 % оттолкнулись к стенкам емкости. На поверхности воды наблюдаются мелкие крапинки нефти. Побочных реакций нет. Как и в случае с сорбентом № 5 сорбент № 6 приобрел один из основных качеств – плавучесть. Вторичного загрязнения воды не отмечается.
При нанесении образца сорбента № 7 на нефтяную пленку, сорбентом поглотилось около 85% нефти, остальные 15 % оттолкнулись к стенкам емкости. На поверхности воды наблюдаются мелкие крапинки нефти. Побочных реакций нет. Сорбент № 6 также благодаря сцеплению волокна с резиновой крошкой приобрел один из основных качеств – плавучесть. Вторичного загрязнения воды не отмечается.
При нанесении образца сорбента № 8 на нефтяную пленку наблюдали следующую картину: нефть за доли секунды почти полностью локализовалась и поглотилась сорбентом (около 95%). Около 5 % нефти оттолкнулось к стенкам ёмкости. Отдельных мелких пятен нефти на поверхности воды не наблюдается. Присутствовал небольшой запах резины и нефти. Сорбент № 8 также благодаря сцеплению волокна с резиновой крошкой приобрел новое качество – плавучесть. Побочных реакций нет. С течением времени нефть продолжала удерживаться сорбентом. Вторичного загрязнения воды не отмечается.
На рисунке 5 представлены результаты исследований полученных образцов сорбентов на нефтепоглощение.


Рис. 4. Результаты опытов по снятию нефтяной плёнки различными образцами сорбентов ( № 1 - № 8)
Таким образом, в результате проведенных экспериментальных исследований по созданию нефтесорбентов из вторичных материалов полимерных отходов в соответствии с поставленными задачами можно сделать следующие выводы:
-
1. Вторичные материалы могут являться отличным сорбционным материалом для сбора нефти/НП с поверхности водного объекта.
-
2. Эксперименты показали, что наилучшими сорбционными свойствами обладает резиновая крошка мелкой фракции. Она полностью гидро-фобна, имеет отличную плавучесть и 100% не-фтепоглощение за короткий период времени (1-2 сек.).
-
3. Полимерное волокно из ПЭТФ-бутылок не держится на поверхности воды и идет ко дну, однако в композиции с резиновой крошкой отличается высокой степенью нефтепоглощения и приобретает новой качество – плавучесть.
ТЕХНОЛОГИЧЕСКАЯ СХЕМА ПРОИЗВОДСТВА СОРБЦИОННЫХ МАТЕРИАЛОВ ИЗ ВТОРИЧНЫХ МАТЕРИАЛОВ
В рамках данной работы предложена технологическая схема производства сорбционных матов для сбора нефти/НП с водной поверхности на основе резиновой крошки.
Производство сорбционных матов включает в себя 2 этапа:
-
1. Получение резиновой крошки путем переработки изношенных автомобильных покрышек;
-
2. Производство сорбционных матов.
На рисунке 6 представлена технологическая блок-схема переработки автомобильных покрышек с получением резиновой крошки.
Технологический процесс переработки покрышек заключается в следующем: пакет автошин 1 посредством узла ручной подачи поступает в зону резания иглофрезы 2, где происходит процесс измельчения покрышек в крошку. Далее резиновая крошка вместе с ме-таллокордом с помощью транспортёра 4, размещенного непосредственно под иглофрезой, подаётся в инерционную ловушку 5. Ловушка представляет собой металлический короб, в котором происходит разделение металлокорда и резиновой крошки. Металлокорд 6 вместе с крупными кусками протектора извлекается из ловушки и по транспортёру попадает в ёмкость 7. Крошка по воздуховоду 8 поступает в циклон 9, где происходит очистка воздуха от включений под действием центробежных сил. Осаждённая в циклоне резиновая крошка через шлюзовой затвор 10 поступает в магнитный сепаратор 11, где происходит ее отделение от оставшихся частиц металла. Оставшиеся частицы металла после сепаратора поступают в ёмкость 12, а резиновая крошка направляется в текстильный сепаратор 13, где происходит ее отделение от включений тканевого корда, после чего тканевый корд поступает в специальную ёмкость для текстиля 14, а резиновая крошка – на вибросито 15, где происходит ее разделение по фракциям.
Для сцепления резиновой крошки и получения высокопористого сорбционного материала предлагается использовать способ вспенивания резиновой смеси - вулканизацию в автоклаве с применением углекислого аммония в качестве пенообразователя.
Процесс обработки в автоклаве разделяется на 3 стадии. Первая стадия начинается подачей пара в автоклав и заканчивается выравниванием температур изделия и теплоносителя. Вторая
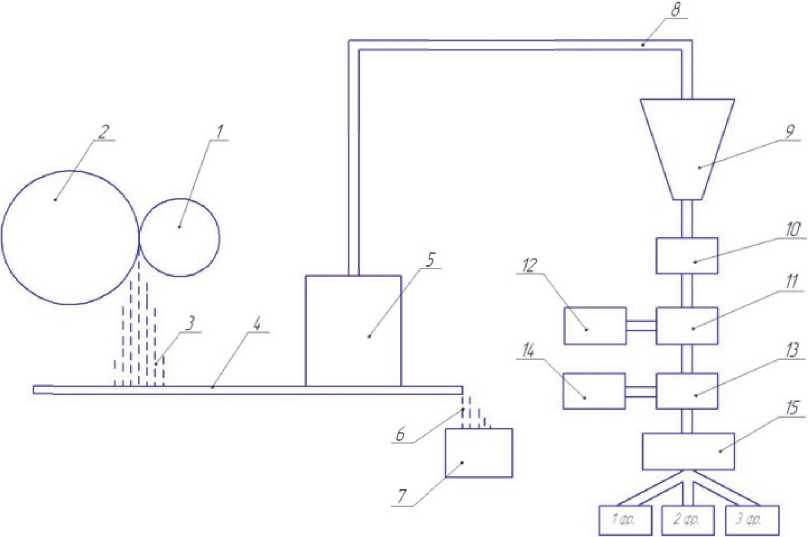
Рис. 6. Технологическая блок-схема переработки покрышек:
1 – автошина; 2 – иглофреза; 3 – резиновая крошка; 4 – транспортёр; 5 – инерционная ловушка; 6 – металлокорд; 7 – ёмкость для металлокорда; 8 – воздуховоды; 9 – циклоны; 10 – шлюзовой затвор; 11 – магнитный сепаратор;
12 – ёмкость для металла; 13 – текстильный сепаратор; 14 – ёмкость для текстиля; 15 – вибросито
стадия характеризуется постоянной температурой и давлением в автоклаве. Третья стадия начинается с момента прекращения подачи пара, включая период остывания изделия в автоклаве, до момента его выгрузки.
Для производства сорбционных материалов с высокопористой структурой необходимо создать определенные условия. Для получения мелкопористой структуры скорость раздувания сорбента в автоклаве должна отставать от скорости его вулканизации, что регулируется специально подобранными значениями давления, температуры и временем выдержки изделия. При отста- вании скорости вулканизации от скорости раздувания сорбент получается с неравномерными огромными порами, вследствие чего нефть/НП не будет удерживаться внутри сорбента и вытекать обратно на поверхность воды. Кроме того, мелкопористые резины являются мягкими, что позволяет сделать из них рулонные сорбенты многоразового использования.
На рисунке 7 представлена технологическая блок-схема производства сорбционных матов.
Технологический процесс производства сорбционных матов из резиновой крошки заключается в следующем: из расходной емкости 1
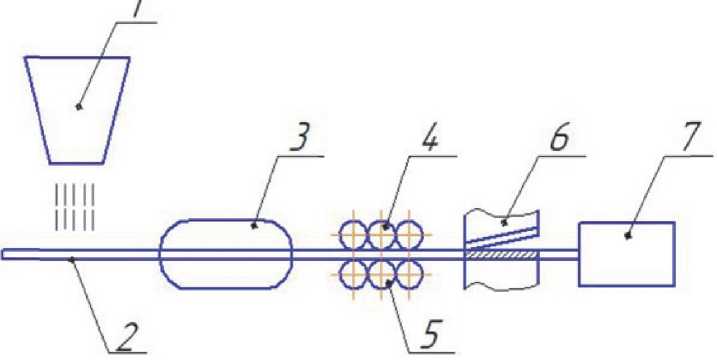
Рис. 7. Технологическая блок-схема производства сорбционных матов:
1 – емкость для резиновой крошки; 2 – транспортер; 3 – автоклав; 4 – верхний валок; 5 – нижний валок; 6 – нож ходовой; 7 – емкость для сбора готовой продукции
резиновая крошка поступает по транспортеру 2 в автоклав 3. В автоклаве запускается процесс подачи пара, поднимая температуру до 200 0С. Затем в течение часа под давлением около 30 МПа проходит изотермическая выдержка, при этом пар продолжает подаваться для компенсации потерь теплоты. После изотермической выдержки подачу пара прекращают и приступают к охлаждению изделия, снижая при этом давление до атмосферного. В результате происходит интенсивное порообразование. После автоклава материал проходит поперечную прокатку между верхним 4 и нижним валком 5. Затем с помощью ходового ножа 6 сорбционный мат отрезается определенных размеров и направляется в емкость 7.
Таким образом, в результате данного технологического процесса получаются сорбционные маты на синтетической основе, предназначенные для оперативного их размещения на водной поверхности с целью сорбционной очистки любого водного объекта от нефти/НП. Также данные маты могут быть использованы для защиты от загрязнения нефтью/НП локальных участков водных объектов, их береговых линий, портовых и других сооружений, а также для защиты технологического оборудования при появлении утечек.
Он может применяться на любом предприятии, связанного с нефтью/НП: нефтедобывающие организации, НПЗ, нефтебазы, нефтеналивные станции, речные и морские порты, суда и др.
Сорбционные маты на синтетической основе являются изделиями многоразового использования. Процесс их установки следующий: сорбционный мат размещается таким образом, чтобы он максимально точно закрывал нефтяное пятно. При видимом наполнении мата нефтью/ НП производится его замена на новый, а использованный подлежит регенерации на отжимном механическом устройстве. При потере сорбционных свойств мат подлежит утилизации.
Складировать и хранить неиспользованные сорбционные маты следует в помещениях или под навесом, исключающих прямое попадание солнечных лучей. При соблюдении данных условий срок хранения матов не ограничен.
Размеры матов могут быть подобраны по желанию заказчика. Для сорбционной очистки/ защиты больших площадей водной поверхности по данной технологии могут производиться сорбирующие рулоны, длина которых регулируется в зависимости от аварийной ситуации.
Кроме того, резиновая крошка, полученная при переработки изношенных покрышек, может снабжаться как отдельный вид продукции. Она имеет широкое применение в разных областях:
-
1. Производство уличной плитки. Данная плитка изготавливается из износостойкого резинового сырья, обладает такими свойствами,
-
2. Производство покрытий для спортивных и детских площадок. Покрытия из резиновой крошки и полимерных связующих делают площадки антискользящими и безопасными для движений. Добавление резиновой крошки, полученной в результате переработки автомобильных шин, делает покрытия более износостойкими, практичными и долговечными.
-
3. Использование в качестве наполнителя для спортивного инвентаря (мешков, боксерских груш).
-
4. Использование в производстве укрывного строительного материала, например, уклонов (доля резиновой крошки составляет до 90%), заделки швов (доля резиновой крошки составляет до 50%), заделки стыков (доля резиновой крошки может составлять до 70%), самого покрытия (доля резиновой крошки составляет до 50%).
-
5. Использование в производстве отделочного строительного материала. Тиоколовая (по-лисульфидная) система, как стандартный материал и крошка (менее 1 мм) образуют стойкий укрывной материал, который можно использовать как отделочный и декоративный настенный материал.
-
6. Использование для дорожного покрытия. В подложку дороги закладывается смесь резиновой крупной крошки, металлокорда и текстильного корда до 50% по массе с добавлением минеральных добавок. Крошка, как модификатор асфальтобитума, является наружным рабочим слоем дорожного полотна. Преимуществами такого покрытия является существенное улучшение физико-механических характеристик дорожного покрытия, а именно, повышается стойкость к образованию трещин и увеличивается упругость, вследствие чего срок службы покрытий дорог увеличивается как минимум в 2-3 раза.
-
7. Использование для изготовления автомобильных деталей: бамперы, сальники, коврики, ручки и т. д.
-
8. Опоры магистральных трубопроводов. При замене имеющихся опор, расположенных в областях вечной мерзлоты, рентабельно изготавливать новые бетонные опоры с добавлением резиновой крошки, которая устойчива к воздействию низких температур.
как износостойкость, прочность, ударопоглоща-емость.
Образующиеся в процессе переработки шин металлический и текстильный корд также могут быть реализованы. Текстильный корд может сдаваться в строительную компанию, где его могут использовать в качестве утеплителя, связующего, армирующего компонента или специальной добавки, придающей эластичность и прочность строительным материалам. Металлический корд отправляется на реализацию в специализированные организации, имеющие соответствующие лицензии на обращение с данными видами отходов.
При переработке автомобильных покрышек и производстве сорбционных матов в целях обеспечения безопасной жизнедеятельности рабочих должны соблюдаться безопасные условия труда.
Расчет предотвращенного экологического ущерба показал, что срок окупаемости проекта составит 3 года. Расчет выполнен в программе MS Excel.
В таблице 3 приведены результаты оценки экономической эффективности природоохранного проекта.
полимерных отходов и их композитов показали, что наилучшими сорбционными свойствами обладает резиновая крошка мелкой фракции и композит из полимерного волокна и резиновой крошки мелкой фракции.
Разработана и предложена технологическая схема производства сорбционных матов для сбора нефти/НП с поверхности водного объекта на основе резиновой крошки, включающая предварительную переработку изношенных шин в резиновую крошку с последующим производством на их основе сорбентов.
Проведен эколого-экономический анализ природоохранного проекта. Анализ показал,
Таблица 3. Показатели экономической эффективности проекта
|
Наименование |
Значение показателя |
|
Суммарный дисконтированный доход (PV), руб. |
423 266 |
|
Чистый дисконтированный доход (NPV), руб. |
328 562 |
|
Внутренняя норма доходности инвестиций (IRR) |
44% |
|
Индекс прибыльности инвестиций (PI) |
3 |
|
Срок окупаемости инвестиций, T |
3,0 |
В результате проведенного анализа можно с уверенностью констатировать, что данный проект является экономически рентабельным. Все рассчитанные коэффициенты PV, NPV, IRR, PI и T удовлетворяют тем условиям, при которых проект считается выгодным.
Таким образом, производство сорбционных материалов на основе резиновой крошки по предложенной технологической схеме позволит не только утилизировать изношенные покрышки и предотвратить загрязнение окружающей среды продуктами разложения резины, но и получить значительную прибыль от реализации полученной на выходе продукции и от получаемого предотвращенного экологического ущерба в результате переработки отходов и введения в хозяйственный оборот захламленных участков земли.
Вторичные материалы из полимеров могут служить отличным сырьем для производства сорбентов как в качестве основного компонента, так и в качестве синтетического связующего для улучшения или придания им новых сорбционных свойств.
В результате проведенной работы установлено, что все исследуемые полимерные материалы являются гидрофобными, наилучшей плавучестью обладает резиновая крошка мелкой фракции.
Проведенные эксперименты по сбору пленки нефти с водной поверхности сорбентами из что проект является экономически рентабельным. Производство сорбентов по предложенной схеме позволит не только утилизировать отход – покрышки пневматические отработанные, с минимальными рисками для окружающей среды и человека, но и получить при этом значительную прибыль.
Таким образом, результаты экспериментов по созданию нефтесорбентов из вторичных полимеров и сравнение их физических и сорбционных свойств показали, что наилучшими сорбционными свойствами обладает резиновая крошка мелкой фракции, полученная при переработке изношенных автомобильных покрышек механическим способом, и композит, полученный из полимерного волокна ПЭТФ-бутылок и резиновой крошки мелкой фракции. В итоге была разработана технологическая схема производства сорбционных матов для сбора нефти/ НП с поверхности водного объекта на основе резиновой крошки, включающая предварительную переработку изношенных шин в резиновую крошку с последующим производством на их основе сорбентов. Эколого-экономический расчет эффективности природоохранного проекта показал, что производство сорбентов по предложенной схеме позволит не только утилизировать отработанные покрышки с минимальными рисками для окружающей среды и человека, но и получить при этом значительную прибыль.
Список литературы Экспериментальное получение новых нефтесорбентов из полимерных отходов
- Собгайда Н.А., Ольшанская Л.Н. Сорбенты для очистки вод от нефтепродуктов. 2010. С. 70-88
- Самойлов Н.А., Хлесткий Р.Н., Шеметов А.В., Шаммазов А.А. Сорбционный метод ликвидации аварийных разливов нефти и нефтепродуктов. М.: Химия, 2001. С. 192
- Набаткин А.М., Хлебников В.И. Применение сорбентов для ликвидации нефтяных разливов//Нефтяное хозяйство. 2000. № 11. С. 61-64
- Собгайда Н.А., Ольшанская Л.Н., Макарова Ю.А. Использование отходов производства в качестве сорбентов нефтепродуктов//Экология и промышленность России. 2009. № 1. С. 36-38
- Хлестский Р.Н., Самойлов Н.А., Шеметов А.В. Ликвидация разливов нефти при помощи синтетических органических сорбентов//Нефтяное хозяйство. 1999. № 2. С. 46-49
