Экспериментальные исследования на физической модели МГД-насоса жидкого металла

Автор: Кижаев И.В., Тимофеев В.Н., Хацаюк М.Ю.
Журнал: Журнал Сибирского федерального университета. Серия: Техника и технологии @technologies-sfu
Рубрика: Исследования. Проектирование. Опыт эксплуатации
Статья в выпуске: 7 т.16, 2023 года.
Бесплатный доступ
В данной статье описаны результаты исследований, проведенных на физической модели плоского линейного индукционного МГД-насоса с перекрещивающимися обмотками. Проведено сравнение результатов натурных экспериментов с математическим моделированием численным методом. Получены картины распределения скоростей и температур расплава с гидродинамическими течениями, а также тепловые картины магнитопровода и обмоток МГД-насоса.
Физическая модель мгд-насоса, численная математическая модель, метод конечных элементов, мгд-насос, электромагнитная задача, термогидродинамическая задача, численный расчет
Короткий адрес: https://sciup.org/146282726
IDR: 146282726 | УДК: 51-74
Experimental investigations on a physical model of a liquid metal MHD pump
This article describes the results of studies carried out on a physical model of a flat linear induction MHD pump with crossed windings. The results of full-scale experiments are compared with mathematical modeling by a numerical method. The distribution patterns of melt velocities and temperatures with hydrodynamic flows, as well as thermal patterns of the magnetic circuit and windings of the MHD pump, are obtained.
Текст научной статьи Экспериментальные исследования на физической модели МГД-насоса жидкого металла
Благодарность. Исследование осуществлено при поддержке КГАУ «Красноярский краевой фонд поддержки научной и научно-технической деятельности» в рамках проекта «Разработка концепции научнотехнологического развития Красноярского края» № 2022112709166.
Цитирование: Кижаев И. В. Экспериментальные исследования на физической модели МГД-насоса жидкого металла / И. В. Кижаев, В. Н. Тимофеев, М. Ю. Хацаюк // Журн. Сиб. федер. ун-та. Техника и технологии, 2023, 16(7). С. 843–856. EDN: SNJMVH материалами, близкими по свойствам к оригинальным, в определенном масштабе к натуральному прототипу. Данный метод более экономичен и менее трудоемок.
Физическая модель МГД‑насоса
В качестве моделирующего металла использован эвтектический сплав на основе Галлия Ga62 In25 Sn13 (галлий 62 %, индий 25 %, олово 13 %, температура плавления T пл = 5 oC), основные параметры которого представлены в табл. 1. Данный сплав имеет близкие к жидкому алюминию динамическую вязкость η Ал = 0,001 кг/(м · с), η Эв = 0,0014 кг/(м · с) и удельное электрическое сопротивление γАл = 2,4 · 10–7 Ом · м , γЭв = 2,72 · 10–7 Ом · м . Что позволяет сделать вывод о подобии электромагнитных и гидродинамических процессов, протекающих в оригинале и в физической модели МГД-насоса.
Масштаб можно определить из условия соблюдения подобия оригинала и модели [15].
^oa)Yo ' ^o ^mV Ут ' ^m ' (1)
где lo , lm – характерные размеры оригинала и модели соответственно, м ; γo , γm – удельные электрические сопротивления расплава в оригинале и расплава в модели, Ом · м ; ω o , ω m – циклические частоты электромагнитных полей в оригинале и в модели, Гц .
Согласно условию (1), при значениях для оригинала l o = 1 м ; γ o = 2,4 · 10–7 Ом · м ; ω o = 2 π f = 2 · 3,14 · 2 = 12,56 Гц , безразмерный коэффициент добротности для оригинала будет равен ko = lо ^Yo " ^o = 0,0018. Для выполнения данного условия необходимо подобрать частоту и радиус модели при заданном γm = 2,72 · 10–7 Ом · м .
Частота питающего напряжения для модели принята 50 Гц , что позволяет снизить затраты на ее изготовление и последующее исследование. Соответственно, для использования данной конструкции насоса при промышленной частоте придется сохранить относительно большие габариты. При lm = 0,3 м коэффициент добротности модели будет равен kм = lm ■^Ym " ^m = 0,0019. Исходя из этого линейный масштаб модели к оригиналу выбран 1:3.
Так как плоские линейные индукционные насосы представляют собой индукторы с разомкнутым магнитопроводом, помимо бегущего магнитного поля они создают в активной зоне пульсирующие магнитные поля. Эти пульсирующие поля индуктируют в жидком металле токи, приводящие к дополнительным потерям мощности, а также увеличивающие несимме-
Таблица 1. Свойства моделирующего эвтектического сплава
Table 1. Properties of the modeling eutectic alloy
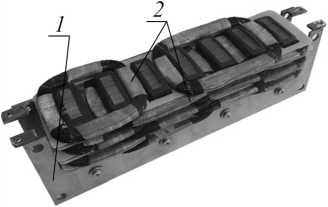
Модель индуктора плоского линейного индукционного насоса с перекрещивающимися обмотками представлена на рис. 2. Состоит данное устройство из магнитопровода 1 и обмоточных секций 2. Магнитопровод модели представляет собoй пакет, набранный из 140 пластин листовой электротехнической стали толщиной 0,35 мм .
Обмотка индуктора состоит из катушек, где в качестве обмоточного провода использовался эмалированный теплостойкий высокопрочный провод ПЭТВ-2 диаметром 1 мм . Температурный индекс провода – ТИ-130. Может эксплуатироваться при температуре окружающей среды от –60 оС до +200 оС . Намотка осуществлялась механически с помощью намоточного станка на специально-изготовленные формы. Далее полученные обмотки пропитывались лаком с последующим запеканием в печи при температуре +160 оС для удержания формы.
б)
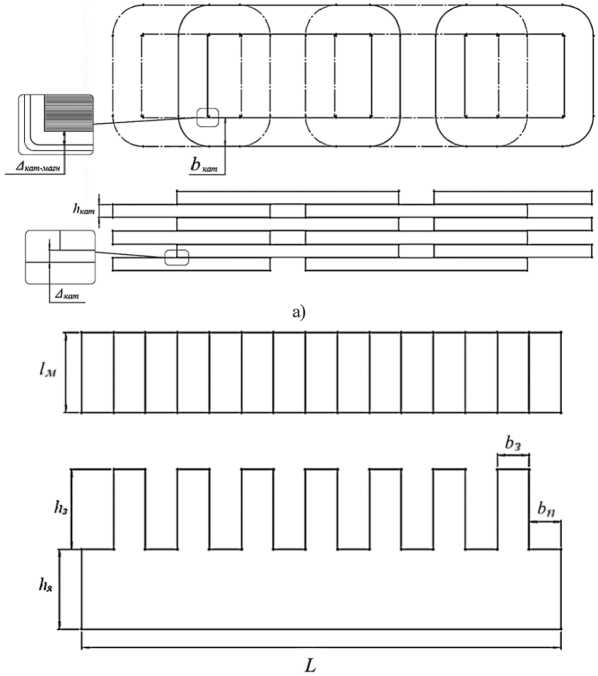
Рис. 1. Геометрия и основные размеры индукторов МГД-насоса
Fig. 1. Geometry and main dimensions of the inductors of the MHD pump
Таблица 2. Геометрические размеры индуктора МГД-насоса
Table 2. Geometric dimensions of the MHD pump inductor
|
Описание |
Обозначение |
Значение |
|
Высота зубца |
h з |
50 мм |
|
Высота ярма |
h я |
50 мм |
|
Длина зубца |
b з |
20 мм |
|
Длина паза |
b п |
20 мм |
|
Ширина магнитопровода |
lм |
50 мм |
|
Длина магнитопровода |
L |
300 мм |
|
Высота катушки |
кат |
8 мм |
|
Длина катушки |
b кат |
18 мм |
|
Зазор между катушками |
Δ кат |
1 мм |
|
Зазор между катушкой и магнитопроводом |
Δ кат-магн |
1 мм |
Рис. 2. Индуктор двустороннего МГД-насоса в сборе (а), магнитопровод (б), катушки МГД-насоса (в)
Fig. 2. Inductor of the double-sided MHD pump assembly (a), magnetic circuit (б), coils of the MHD pump (в)
Полученные катушки укладываются секциями, в каждой из которых два слоя катушек. Каждая секция обмотки состоит из двух катушек, охватывающих по три зубца магнитопровода и размещенных в шести пазах активной зоны индуктора, и двух крайних катушек, охватывающих по два зубца магнитопровода. При этом если в одном слое секции часть крайней катушки расположена в пазу вне активной зоны индуктора, то во втором слое секции часть крайней катушки располагается в противоположном пазу вне активной зоны.
Данный конструкционный тип укладки обмоток с воздушными каналами и чередованием слоев по высоте паза позволяет охлаждать ее и выравнивать индуктивное сопротивление фаз. Что сказывается на возможности использовать в кратковременном режиме плотности тока вплоть до 10 А/мм2 .
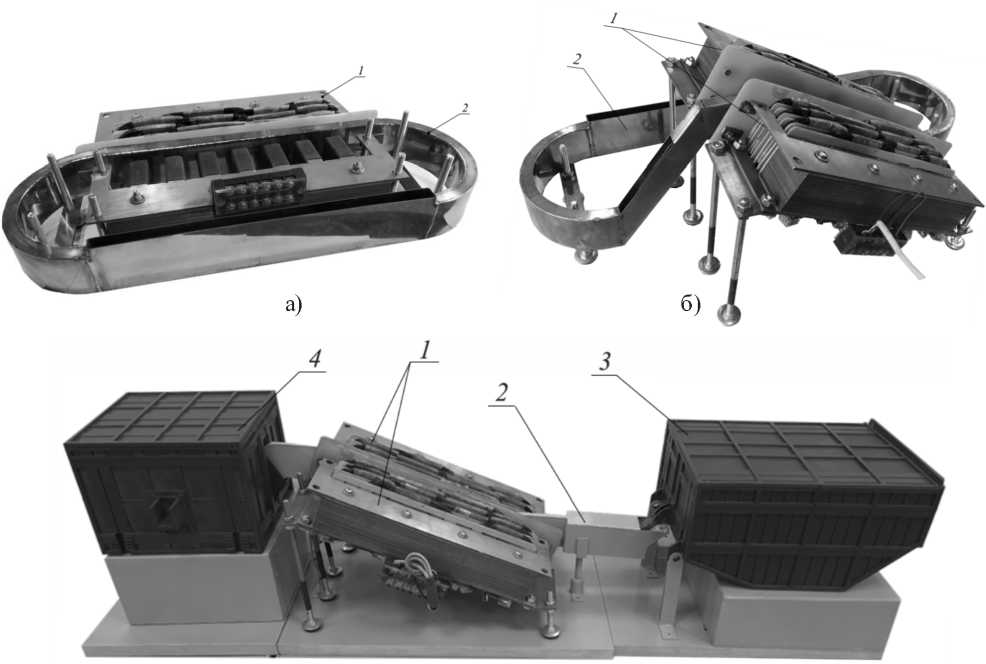
Для более подробной оценки работоспособности МГД-насоса в условиях, приближенных к реальным, изготовлены 3 вида канальной части. Различные конструктивные исполнения (рис. 3) использованы для измерения скоростей жидкого эвтектического сплава (рис. 3а), для построения напорно-расходной характеристики (рис. 3б), для моделирования рабочего процесса транспортировки в лабораторной установке системы «миксер – печь» (рис. 3в).
В качестве источника питания индукторов МГД-насоса использовался трехфазный лабораторный автотрансформатор (ЛАТР) номинальной мощностью 15 КВА . На вход ЛАТРа подается синусоидальное трехфазное напряжение 380 В .
На выходе для измерения энергетических характеристик устанавливается измерительный комплект К505, который позволяет измерять токи, напряжения и мощности на каждую фазу. Верификация математической модели проводилась с помощью сравнения интегральных характеристик экспериментальной и математическими моделями. Обмотки каждого индуктора соединены в звезду, а обмотки индукторов соединены параллельно. Схема включения обмоток к источнику питания будет иметь вид, представленный на рис. 4.
Полученные в ходе эксперимента и расчетные интегральные параметры МГД-насоса представлены в табл. 3. Измерения проводились по фазным токам с шагом в 5 А . Расчетные данные были получены при помощи разработанной компьютерной модели, описанной в предыдущих главах данной работы. Эксперимент № 4 с током в катушках 20 А был выполнен, однако К505
в)
Рис. 3. Физические модели с различными исполнениями канальной части, где: 1 – индукторы МГД-насоса;
2 – канальная часть; 3 – модель печи переплава; 4 – модель миксера
Fig. 3. Physical models with different versions of the channel part, where: 1 – MHD pump inductor; 2 – channel part; 3 – remelting furnace model; 4 – mixer model
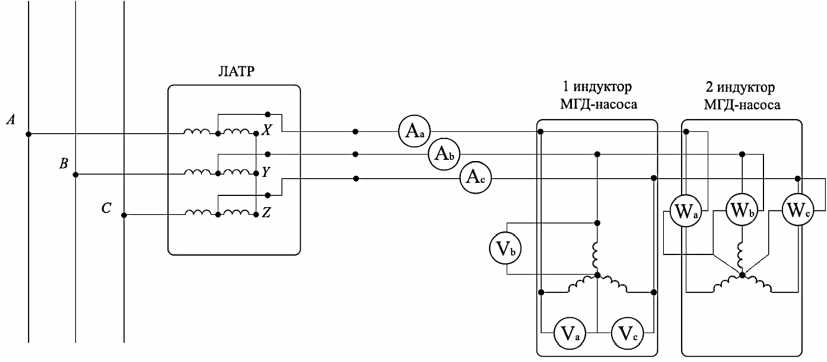
Рис. 4. Схема подключения обмоток МГД-насоса к источнику питания
Fig. 4. Scheme of connecting the windings of the MHD pump to the power source
Таблица 3. Экспериментальные и расчетные интегральные параметры
Table 3. Experimental and calculated integral parameters
Средние расхождения между экспериментальными и расчетными данными в пределах 5 %, что позволяет сделать вывод об адекватности математических моделей [16] и использовать их для дальнейшего проектирования установок с аналогичным конструктивным исполнением.
а)

б)
в)
Journal of Siberian Federal University. Engineering & Technologies 2023 16(7): 843–856 Исследование гидродинамических и тепловых процессов в экспериментальной установке и их сравнение с результатами математического моделирования
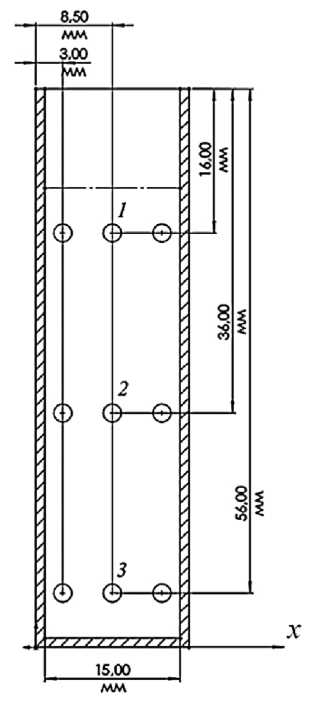
Рис. 5. Основные размеры и положение контрольных точек для измерения
Fig. 5. Main dimensions and position of control points for measurement
Верификация математической модели проводилась путем сравнения результатов математического моделирования гидродинамических и тепловых процессов с экспериментальными данными, полученными в результате измерений. Сравнение в гидродинамической части будет осуществляться измерением скоростей жидкого металла, а тепловую задачу будем сравнивать по нагреву металла и обмоточных секций. Измерения скоростей жидкого металла проводились с помощью ультразвуковых датчиков скорости.
Основные размеры и геометрия исследуемой области канальной части представлены на рис. 5. Ток в индукторах МГД-насоса 15 А , с частотой 50 Гц . Измерения скоростей проводились в девяти основных точках, расположенных на поверхности расплава 1 в центре 2 и в нижней части канала 3.
На созданной математической модели, аналогичной по геометрическим и энергетическим параметрам экспериментальной, решена электромагнитная, гидродинамическая и тепловая задачи. Результаты математического моделирования были сравнены с результатами, полученными в ходе эксперимента.
При подключении обмоток МГД-насоса к сети напряжения в обзорном окне (рис. 6) видно, как эвтектический сплав резко «вытягивается» из одной части канала в другую. Течение при этом имеет несущественные завихрения, а в установившемся режиме принимает ламинарный вид.
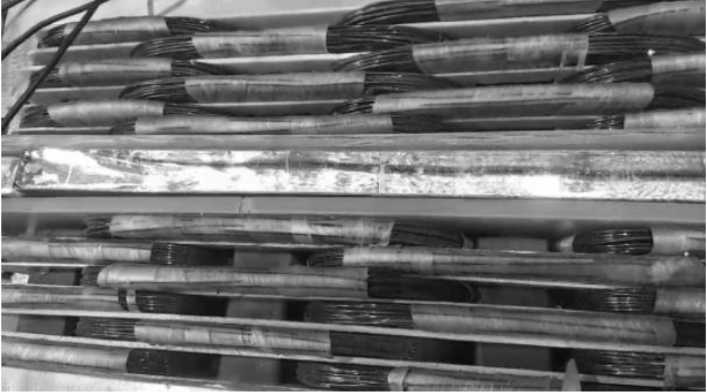
Рис. 6. Процесс «вытягивания» расплава при включении индукторов МГД-насоса
Fig. 6. The process of “pulling” the melt when the inductors of the MHD pump are turned on
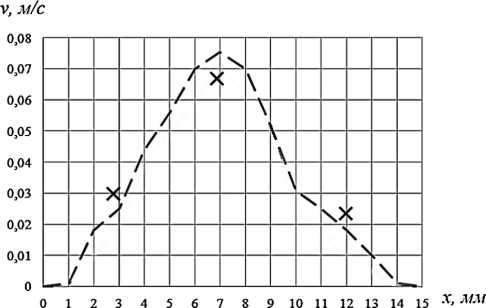
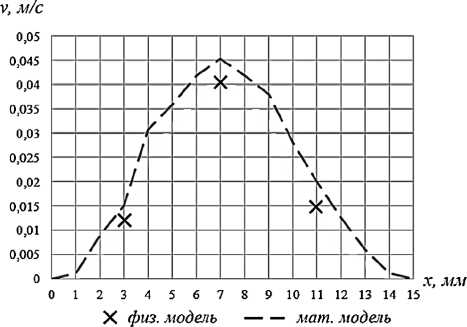
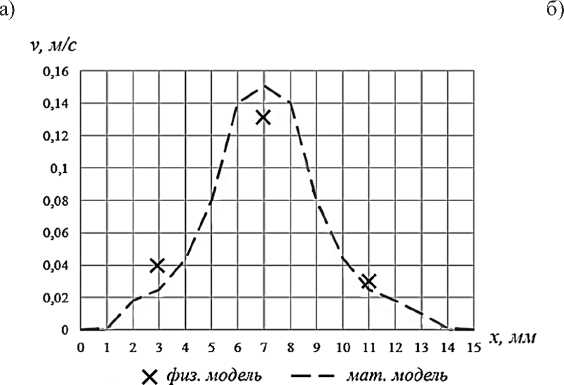
На рис. 7 представлены графики распределения осредненной скорости на контрольных точках, где точки обозначают результаты измерений, а прерывистая линия – результаты математического моделирования
В результате измерений сравнение результатов показало, что отклонение составляет не более 10 %. Однако это не говорит о достоверности полученных результатов предложенной математической модели, так как измерение скорости ультразвуковым датчиком в локальных участках с завихрениями на физической модели достаточно проблематично ввиду сложного характера течения.
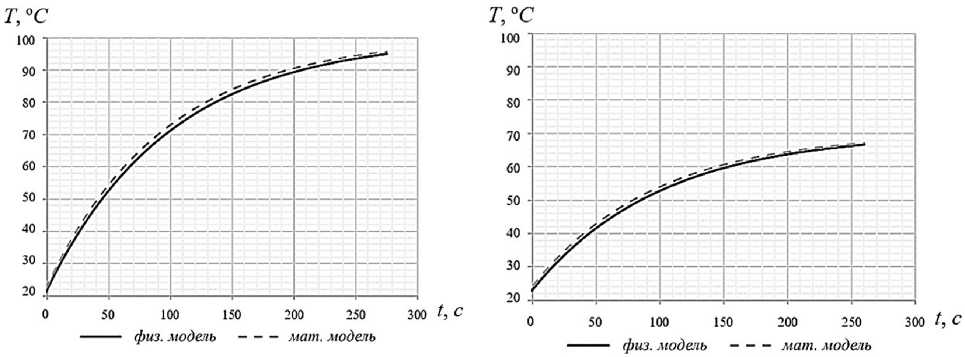
Для проверки адекватности результатов решения тепловой задачи в экспериментальной модели была выполнена процедура измерения температур металла в канале и катушечных секциях. Для измерения использовался цифровой термометр с выносным датчиком температуры, максимально допустимая температура которого 230 о С . Полученные показания температур приведены на рис. 8, 9.
в)
Рис. 7. Осредненные во времени значения скорости в контрольных точках: а – в верхней части канала; б – в нижней части канала; в – в центральной части канала
-
Fig. 7. Time-averaged velocity values at control points: a – in the upper part of the channel; б – in the lower part of the channel; в – in the central part of the channel
а) б)
Рис. 8. Кривая нагрева обмоток МГД-насоса при токе в обмотке 15 А: а – без применения активного охлаждения; б – с применением активного воздушного охлаждения
-
Fig. 8. Heating curve of the windings of the MHD pump at a current in the winding of 15 A: a – without the use of active cooling; б – with the use of active air cooling
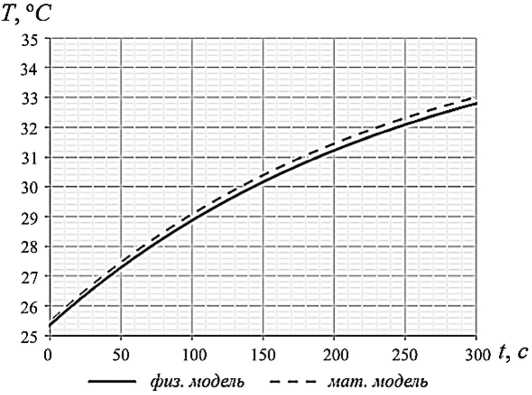
Рис. 9. Кривая нагрева эвтектического низкотемпературного сплава
Fig. 9. Heating curve of eutectic low temperature alloy
Из построенных кривых можно сделать вывод о том, что результаты математического моделирования аналогичны измеренным данным на физической модели. Это, в свою очередь, доказывает достоверность и адекватность тепловой математической модели МГД-насоса.
Приняв геометрические размеры математической модели постоянными, было произведено моделирование при различных углах наклона канальной части, что позволило определить максимальную высоту подъема жидкого металла. При этом с преодолением гидростатического давления жидкого металла максимально возможный подъем составляет 600 мм .
Расположение контрольных точек для измерения скоростей ультразвуковым датчиком сохранилось, согласно рис. 5. Однако на данной модели измерения скорости в канальной части проводились не в непосредственной близости к индукторам МГД-насоса, а в противополож-– 852 – ной части, где течение принимает более ламинарный вид. Так как в участке рядом с индукторами образуется свободная поверхность жидкого металла, в которой измерение скорости затруднительно. Полученные результаты (рис. 11, 12) также имеют схожий вид и характер, как и в случае плоского замкнутого канала.
Точками обозначены распределения скорости расплава в канале физической модели, прерывистой линией – распределение скорости в математической модели. Максимум скорости
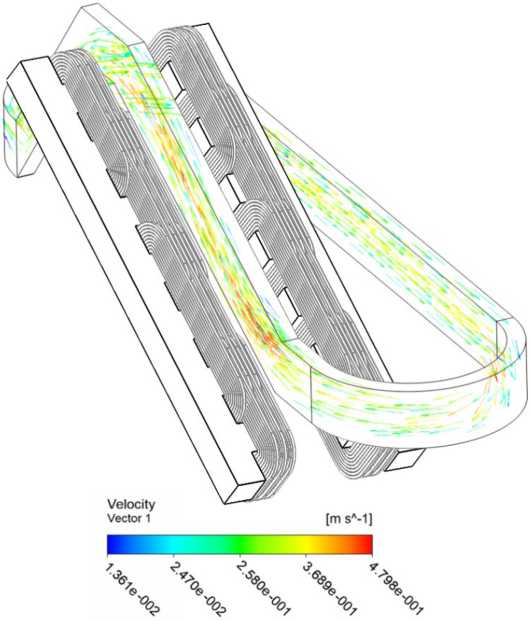
Рис. 10. Векторное поле скоростей жидкого металла в канальной части
Fig. 10. Vector field of liquid metal velocities in the channel part и, м/с
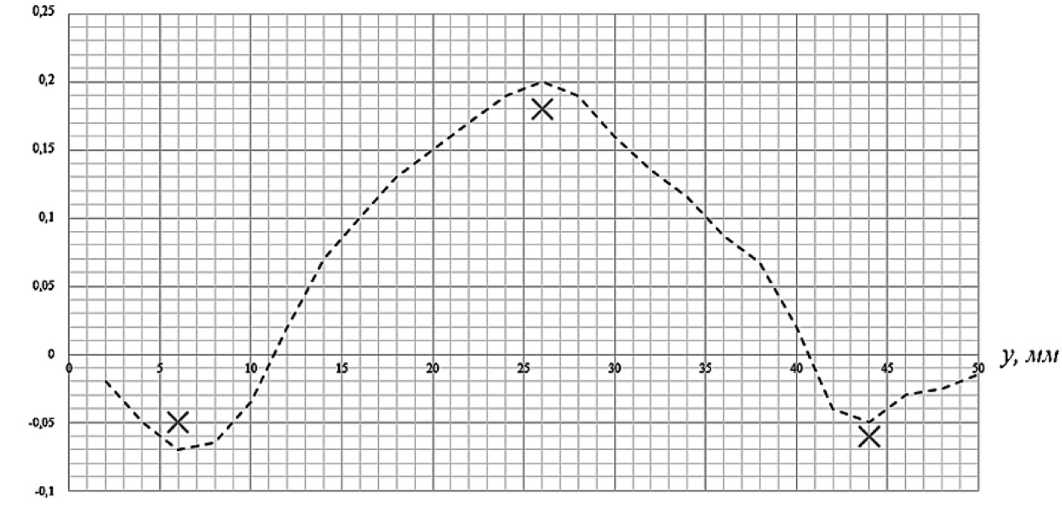
Рис. 11. График осредненной скорости в центральной части канала по высоте y
Fig. 11. Graph of the average velocity in the central part of the channel along the height y
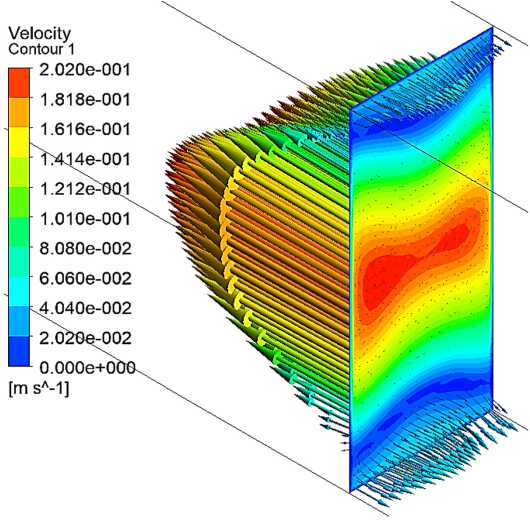
Рис. 12. Профиль скорости в поперечном сечении канальной части
Fig. 12. Velocity profile in the cross section of the channel part также располагается в центральной части канала, что соответствует данным, полученным в предыдущем эксперименте.
Сравнение результатов показало, что отклонение величин, полученных в ходе математического моделирования, от экспериментальных данных также не превышает 10 %, что говорит о достаточной достоверности получаемых гидродинамических потоков с использованием предложенной математической модели.
Выводы
Распределения скоростей жидкого металла в каналах математической и физической моделей схожи по характеру и средним величинам. Средняя разность результатов между моделями равна 10 %. Это обусловлено пренебрежением в математической модели конструктивными элементами, такими как щеки для стягивания и шпильки. Также немаловажную роль в разности результатов сыграл коэффициент заполнения пазов. В математической модели данный коэффициент равен 50 %, когда в физической модели коэффициент заполнения равен 40 %, соответственно, линейная токовая нагрузка в физической модели несколько ниже, чем в математической.
Результаты же теплового эксперимента получились идентичными в физической и математической моделях. Разность результатов менее 5 %, что свидетельствует адекватности построенной тепловой модели. Применение активного воздушного охлаждения позволило повысить величину линейной токовой нагрузки и развиваемое усилие, соответственно, однако применение в таком энергетическом режиме крайне ограничено по времени.
Физическая модель позволила верифицировать результаты математического моделирования, что позволяет использовать ее для будущего проектирования опытно-промышленных образцов МГД-насосов.
Список литературы Экспериментальные исследования на физической модели МГД-насоса жидкого металла
- Losev G., Shvydkiy E., Sokolov I. et al. Effective stirring of liquid metal by a modulated travelling magnetic field. Magnetohydrodynamics. 2019. 55(1). 107–114.
- Koal K. Str¨omungsbeeinflussung in Fl¨ussigmetallen durch rotierende und wandernde Magnetfelder. 2011. URL: http://slubdd.de/katalog? TN_libero_mab215624965.
- Сарапулов С. Ф. Индукционные магнитогидродинамические машины технологического назначения для электромеханического воздействия на металлические расплавы. [Sarapulov, S. F. Induction magnetohydrodynamic machines for technological purposes for electromechanical action on metal melts (in Rus.)] URL: https://search.rsl.ru/ru/record/01005091119.
- Хацаюк М. Ю. Индукционная установка с МГД‑воздействием на высоколегированные алюминиевые сплавы в процессе их приготовления и разливки. Дисс. канд. техн. наук 2013. Уральский федеральный университет имени первого Президента России Б. Н. Ельцина. [Khatsayuk, M. Yu. Induction plant with MHD exposure to high-alloy aluminum alloys in the process of their preparation and casting. Diss. Candidate of Technical Sciences. 2013. Ural Federal University named after the first President of Russia B. N. Yeltsin. (in Rus.)] URL: https://lib.ideafix.co/ rus/inquiry/disser/defence_arch/?dnid=878.
- Фризен В. Э. Индукционные комплексы для инновационных электрометаллургических технологий. Дисс. докт. техн. наук. Фризен Василий Эдуардович. 2014. Екатеринбург. Уральский федеральный университет [Friesen, V. E. Induction complexes for innovative electrometallurgical technologies. Diss. doct. Technical Sciences. Frizen Vasily Eduardovich. 2014. Yekaterinburg. Ural Federal University (in Rus.)]. URL: https://mpei.ru/Science/ Dissertations/dissertations/Dissertations/FrizenVE_diss.pdf.
- Авдулов А. А. Электромагнитный модификатор слитка в роторной литейной машине. Дисс. канд. техн. наук. Авдулов Антон Андреевич. 2015. Красноярск. Сибирский федеральный университет [Avdulov, A. A. Electromagnetic modifier of an ingot in a rotary casting machine. Diss. Candidate of Technical Sciences. Avdulov Anton Andreevich. 2015. Krasnoyarsk. Siberian Federal University (in Rus.)]. URL: http://research.sfu-kras.ru/node/11662.
- Швыдкий Е. Л., Сокунов Б. А., Бычков А. С., Соколов И. В. Электромагнитное перемешивание кристаллизующегося слитка индуктором с неравномерной линейной нагрузкой. Вопросы электротехнологий. 2018. 1. 20–26. [Shvydkiy, E. L., Sokunov B. A., Bychkov A. S., Sokolov I. V. Electromagnetic mixing of a crystallizing ingot by an inductor with an uneven linear load. Questions of electrotechnologies. 2018. 1. 20–26 (in Rus.)]
- Первухин М. В. Электротехнология и оборудование для получения непрерывнолитых слитков в электромагнитном кристаллизаторе. Теория и практика. Дисс.д. техн. Наук. 2013. Новосибирск. Новосибирский государственный технический университет. [Pervukhin, M. V. Electrotechnology and equipment for obtaining continuously cast ingots in an electromagnetic crystallizer. Theory and practice. Diss. D. of technical Sciences. 2013. Novosibirsk. Novosibirsk State Technical University. (in Rus.)]
- Сидоров О. Ю., Сарапулов Ф. Н., Бычков С. А., Швыдкий Е. Применение методов конечных элементов и конечных разностей для моделирования кристаллизации расплавов в переменном магнитном поле. Известия высших учебных заведений. ЭЛЕКТРОМЕХАНИКА. 2018. 3. 80–84. [Sidorov, O. Yu., Sarapulov F. N., Bychkov S. A., Shvydkiy E. Application of finite element and finite difference methods for modeling the crystallization of melts in an alternating magnetic field. Izvestia of Higher educational institutions. ELECTROMECHANICS. 2018. 3. 80–84 (in Rus.)]
- Горемыкин В. А. Численное и физическое моделирование электромагнитного лотка для транспортировки расплавов алюминия. Дисс. канд. техн. наук. 2015. Екатеринбург. Уральский федеральный университет. [Goremykin, V. A. Numerical and physical modeling of an electromagnetic tray for transporting aluminum melts. Diss. Candidate of Technical Sciences. 2015. Yekaterinburg. Ural Federal University (in Rus.)] URL: http://lib.urfu.ru/mod/data/view.php?d=51&rid=250354&filter=1.
- Коняев А. Ю. Линейные индукционные машины со встречно бегущими магнитными полями для энергоэффективных технологий. Промышленная энергетика. 2017. 4. 2–7. [Konyaev, A. Yu. Linear induction machines with oncoming magnetic fields for energy-efficient technologies. Industrial Power engineering. 2017. 4. 2–7. (in Rus.)]
- Losev G. Adaptation of the linear induction machine power supply to the tasks of liquid metals transportation and mixing. Magnetohydrodynamics. 2021. 57, 1. 85–94.
- Тимофеев В. Н. Патент RU 2 683 596 C 9. Индуктор линейной индукционной машины. МПК H02K 41/025 (2006.01). СПК H02K 41/025 (2019.02). [Timofeev, V. N. Patent RU 2 683 596 C 9. The inductor of a linear induction machine. IPC H02K 41/025 (2006.01). SEC H02K 41/025 (2019.02). (in Rus.)]
- Бычков А. В. Трехфазный двухручьевой индукционный магнитогидродинамический насос: автореф. дис. … канд. техн. наук: 05.09.01. Бычков Алексей Викторович. Екатеринбург, 2003. 26. [Bychkov, A. V. Three-phase two-hand induction magnetohydrodynamic pump: abstract. dis. … Candidate of Technical Sciences: 05.09.01. Bychkov Alexey Viktorovich. Yekaterinburg, 2003. 26. (in Rus.)]
- Кижаев И. В., Тимофеев В. Н., Хацаюк М. Ю. Математическое моделирование индукционного МГД‑насоса для транспортировки расплава алюминия. Журнал СФУ. Техника и технологии. 2023. 16(2). 228–244. [Kizhaev, I. V., Timofeev, V. N., Khatsayuk, M. Yu. Mathematical modeling of an induction MHD pump for transporting aluminum melt. J. Sib. Fed. Univ. Eng. & Technol. 2023. 16(2). 228–244 (in Rus.)]
- Кижаев И. В., Тимофеев В. Н., Хацаюк М. Ю. Исследование продольного краевого эффекта в двухсторонних линейных индукционных машинах с жидкометаллическим ротором. Журнал СФУ. Техника и технологии. 2019. 12(2). 240–249. [Kizhaev, I. V., Timofeev, V. N., Khatsayuk, M. Yu. Investigation of the longitudinal edge effect in two-sided linear induction machines with a liquid-metal rotor. J. Sib. Fed. Univ. Eng. & Technol. 2019. 12(2). 240–249 (in Rus.)]
- MHD forced convection flow in dielectric and electro-conductive rectangular annuli. S. Siriano. Fusion Engineering and Design. 2020. 159. 111773.
- Prediction of PbLi fluid flow and temperature field in a thermal convection loop for qualification of fusion materials. Y. Jiang [и др.]. International Journal of Heat and Mass Transfer. 2021. 172. 121–198.
- Siriano S. Numerical Simulation of Thin-Film MHD Flow for Nonuniform Conductivity Walls. S. Siriano, A. Tassone, G. Caruso. Fusion Science and Technology. 2021. 77. 2. 144–158.
- Induced crystallization principle for rapid 3D printing of steel melts. V. B. Oshurko [и др.]. Magnetohydrodynamics. 2018. 54(4). 343–352
