Экспериментальные исследования процесса формирования гребенной пряжи на пневмомеханической прядильной машине

Автор: Скобова Наталья Викторовна, Куприянова Ирина Борисовна
Журнал: Вестник Витебского государственного технологического университета @vestnik-vstu
Рубрика: Технология и оборудование легкой промышленности и машиностроения
Статья в выпуске: 1 (20), 2011 года.
Бесплатный доступ
Статья посвящена экспериментальным исследованиям процесса формирования гребенной пряжи пневмомеханическим способом, изучено влияние частоты вращения дискретизирующего барабанчика и линейной плотности питающей лены на повреждаемость волокон.
Текстильные материалы, процесс формирования, гребенная пряжа, волокна, хлопчатобумажные пряжи, пневмомеханическое прядение, формирование пряж, прядильное оборудование, пневмопрядение, пневмомеханические прядильные машины, повреждаемость волокон, дискретизирующие барабанчики, частота вращения барабанчиков, питающие ленты, линейная плотность лент
Короткий адрес: https://sciup.org/142184678
IDR: 142184678
The experimental researching of combed yarn on the rotor spinning machine
This article is devoted to experimental researching of manufacturing of combed rotor spinning yarn is studied. The influence of the speed of the sampled drum and the linear density of sliver at damage of fiber is studied.
Текст научной статьи Экспериментальные исследования процесса формирования гребенной пряжи на пневмомеханической прядильной машине
На кафедре «Прядение натуральных и химических волокон» разработана технология получения гребенной хлопчатобумажной пряжи линейной плотности 20 текс пневмомеханическим способом формирования для трикотажного производства.
В настоящее время пневмомеханическое прядение является вторым по важности способом выработки пряжи после кольцевого способа. В 2010 г. объем выпуска пневмомеханической пряжи составил около 30 % от общего мирового уровня производства всех видов пряжи, что указывает на востребованность данного вида продукции. Кроме того, пневмомеханический способ формирования позволяет получать пряжу по сокращенной технологической цепочке и более производительным методом, снижая тем самым себестоимость выпускаемой пряжи.
Основным процессом пневмопрядения, влияющим на качество формируемой пряжи, является дискретизация, т.е. разъединение волокнистого продукта на отдельные неконтактируемые волокна. Процесс дискретизации сопровождается ударным воздействием зубьев дискретизирующего барабанчика на волокнистую бородку, в результате которого возможно повреждение продукта. Поэтому важным моментом при переработке волокон пневмомеханическим способом является подбор оптимальных параметров заправки машины.
Интенсивность процесса дискретизации можно определить по формуле
Z. и -Т -I
Z n д.б Т в l вол m =---------
Тл • 1000.VnH л п.ц
где Z - число зубьев на поверхности дискретизирующего барабанчика; l вол — средняя длина волокна в ленте, мм; V п.ц - скорость питающего цилиндра, м/мин; Тв - линейная плотность волокна, текс; Тл - линейная плотность ленты, текс; п д.б . - частота вращения дискретизирующего барабанчика, мин-1.
Анализ данной формулы показывает большое количество возможных сочетаний факторов, влияющих на интенсивность дискретизации. Ранее проводились исследования единичного влияния частоты вращения дискретизирующего барабанчика на процесс дискретизации [2], в результате которых установлены рекомендуемые параметры заправки пневмомеханической прядильной машины при переработке волокна с наименьшими повреждениями. В продолжение начатой работы была поставлена задача по оценке взаимного влияния частоты вращения дискретизирующего барабанчика и линейной плотности питающей ленты на процесс дискретизации, определяемой по качеству формируемой пряжи и наличию поврежденных волокон в структуре продукта.
В производственных условиях ОАО «Гронитекс» проводился двухфакторный эксперимент по выбору оптимальных параметров заправки пневмомеханической прядильной машины BD-200 RC для получения гребенной пряжи из средневолокнистого хлопка. План эксперимента строился на D-оптимальной матрице Коно. В качестве входных факторов приняты линейная плотность питающей ленты (Х1) и частота вращения дискретизирующего барабанчика (X2). В качестве выходных параметров исследовались физико-механические свойства пряжи: относительная разрывная нагрузка пряжи, разрывное удлинение, коэффициент вариации по разрывной нагрузке.
Выходные параметры определялись по следующим методикам:
– разрывная нагрузка и удлинение – по ГОСТ 6611.02-75;
– коэффициент вариации по разрывной нагрузке рассчитали с использованием статистических методов обработки данных.
Технологические режимы рабочих органов пневмомеханической прядильной машины, не изменяющиеся в процессе эксперимента, представлены в таблице 1. Уровни варьирования факторов представлены в таблице 2. Матрица планирования эксперимента представлена в таблице 3.
Таблица 1 – Параметры заправки пневмомеханической прядильной машины BD-200 RС
|
Характеристика |
Значение |
|
Линейная плотность вырабатываемой пряжи, текс |
20 |
|
Диаметр прядильных роторов, мм |
54 |
|
Частота вращения прядильных роторов, мин-1 |
50000 |
|
Крутка, кр/м |
980 |
|
Направление крутки |
правое |
Таблица 2 – Уровни варьирования факторов
|
Параметр |
Уровни варьирования факторов |
Интервалы варьирования |
||
|
-1 |
0 |
1 |
||
|
Линейная плотность питающей ленты, текс – Х 1 |
3450 |
3650 |
3850 |
200 |
|
Частота вращения дискретизирующего барабанчика, мин-1 – Х 2 |
6000 |
7000 |
8000 |
1000 |
Таблица 3 – Матрица планирования эксперимента
|
Х 1 |
Х 2 |
Относительная разрывная нагрузка, сН/текс ( RN ) |
Разрывное удлинение, % ( RU ) |
Коэффициент вариации по разрывной нагрузке, % ( CVRN ) |
|
-1 |
1 |
10,95 |
5,4 |
10,9 |
|
1 |
1 |
10,78 |
4,5 |
13,2 |
|
1 |
-1 |
10,87 |
4,8 |
12,7 |
|
0 |
1 |
10,31 |
5,0 |
7,4 |
|
0 |
-1 |
10,97 |
5,0 |
12,3 |
|
-1 |
-1 |
11,95 |
5,5 |
6,4 |
|
0 |
0 |
10,2 |
5,3 |
10,5 |
|
1 |
0 |
10,30 |
4,9 |
11,8 |
|
-1 |
0 |
10,81 |
5,5 |
11,0 |
Полученные данные эксперимента обрабатывались с помощью прикладной программы «Statistics for Windows» на ЭВМ. Зависимости выходных параметров от входного фактора описываются неполным полиномом третьего порядка.
По результатам расчета коэффициентов регрессионных моделей были получены следующие полиномиальные уравнения:
– относительная разрывная нагрузка
RN = 10,13 - 0,292 • X 1 - 0,292 • X2 + 0,227 • X 1 • X2 + 0,448 • X 2 + 0,538 • X 2 ;
– коэффициент вариации по разрывной нагрузке
CVRN = 10,48 + 0,4 • X 1 - 2,45 • X2 - 1 • X 1 • X2 + 0,93 • X 2 - 0,62 • X 2 + 3,7 • X 2 • X2 + 1,75 • X 2 • X 1 ;
– разрывное удлинение
RU = 5,23 + 0,367 • X 1 - 0,2 • X 2 - 0,1 • X 2 • X2
С помощью прикладной программы «Statistics for Windows» построены графические интерпретации полученных моделей. Совместив поверхности отклика рассматриваемых выходных параметров и установив ограничения на свойства формируемой пряжи, определена область оптимальных решений АВС. В качестве нормативных данных использовались характеристики пряжи пневмомеханического способа формирования линейной плотности 20 текс кардной системы прядения: относительная разрывная нагрузка – не менее 10,5 сН/текс, разрывное удлинение – не менее 5,2 %, коэффициент вариации по разрывной нагрузке – не более 8,6%.
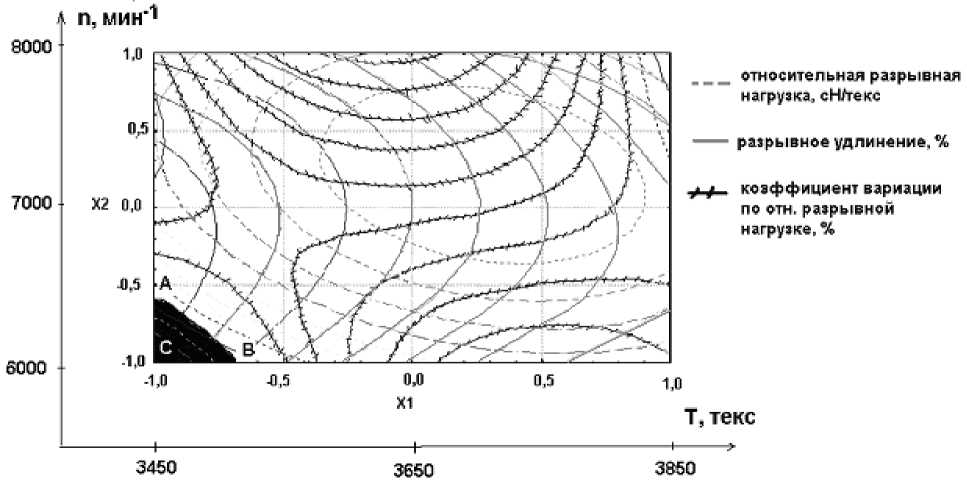
Рисунок 1 – Совмещенный график
Границы полученной области позволяют определить значения входных факторов, при установке которых получают пряжу, удовлетворяющую требованиям технических условий: частота вращения дискретизирующего барабанчика – 6000 мин-1, линейная плотность питающей ленты – 3450 текс. Гребенная пряжа, выработанная по параметрам из области оптимума, будет обладать следующими свойствами:
– относительная разрывная нагрузка 11,2 сН/текс;
-
– разрывное удлинение 5,4%;
-
– коэффициент вариации по разрывной нагрузке 7,6 %.
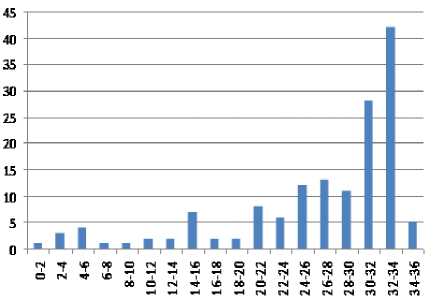
Для определения количества поврежденных волокон в процессе формирования пряжи построены штапельные диаграммы распределения волокон по длине в исходной ленте и в волокнистой ленточке, взятой из желоба прядильной камеры в различных сериях опытов. На рисунке 2 представлена усредненная штапельная диаграмма распределения хлопковых волокон по длине в питающей ленте по трем вариантам (усреднение значений возможно, т.к. ленты получены из одинаковой сортировки). Анализ диаграммы показывает, что в ленте имеются волокна с длиной более 40 мм, но не менее 10 мм. Наибольшее количество волокон приходится на группу с длиной 38 – 42 мм.
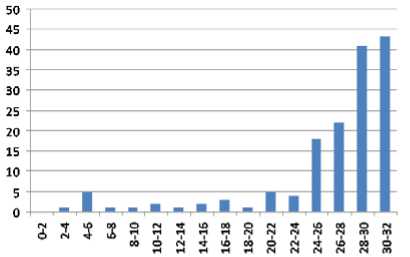
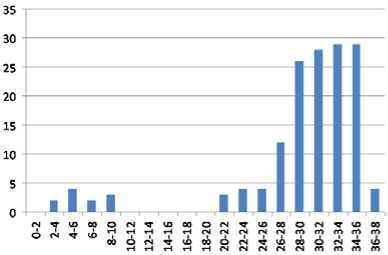
На рисунках 3 – 5 представлены штапельные диаграммы распределения волокон по длине в волокнистой ленточке, взятой из прядильной камеры при минимальной и максимальной частотах вращения дискретизирующего барабанчика, при использовании на питании ленты трех линейных плотностей.
Сравнительный анализ графиков показывает наличие коротких волокон с
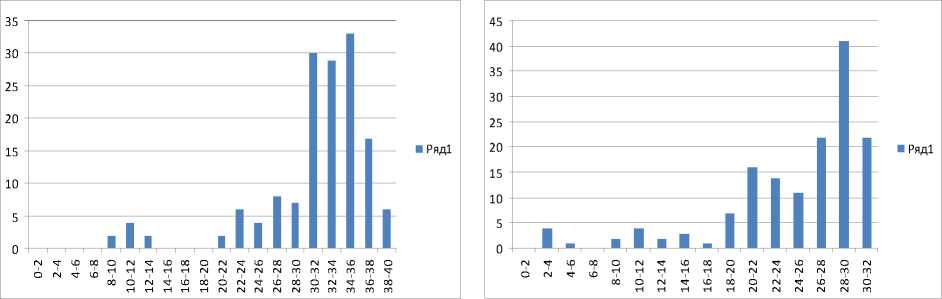
а
б
Рисунок 3 – Штапельные диаграммы распределения волокон по длине в волокнистой ленточке, полученной из ленты линейной плотности 3450 текс: а – при n д.б . = 6000 мин-1; б – при n д.б = 8000 мин-1
длиной менее 10 мм во всех вариантах при частоте вращении дискретизирующего
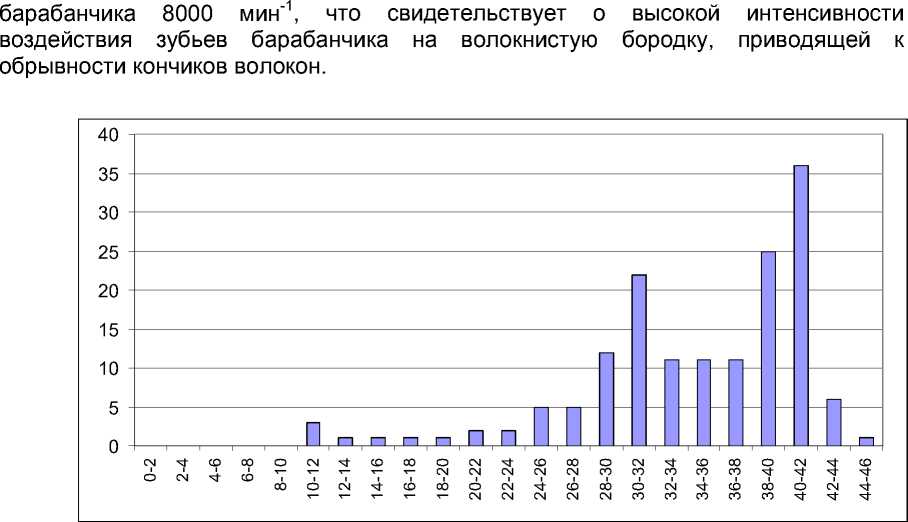
Рисунок 2 – Штапельная диаграмма распределения волокон по длине в питающей ленте
а
б
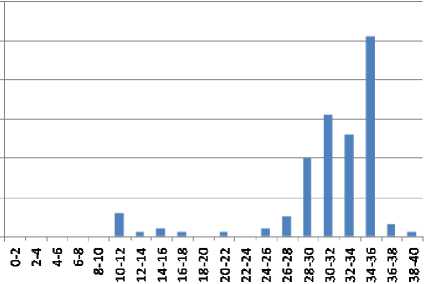
Рисунок 4 – Штапельные диаграммы распределения волокон по длине в волокнистой ленточке, полученной из ленты линейной плотности 3650 текс: а – при n д.б . = 6000 мин-1; б – при n д.б . = 8000 мин-1
б
Рисунок 5 – Штапельные диаграммы распределения волокон по длине в волокнистой ленточке, полученной из ленты линейной плотности 3850 текс: а – при n д.б . = 6000 мин-1; б – при n д.б . = 8000 мин-1
При сравнении трех вариантов штапельных диаграмм волокнистой ленточки (рис. 3 – 5) отмечается наличие коротких волокон с длиной менее 10 мм при минимальной и максимальной частоте вращения дискретизирующего барабанчика в ленте линейной плотности 3850 текс, т.е. у более толстого продукта. В двух других вариантах ленты при минимальной частоте вращения барабанчика (6000 мин-1) количество коротких волокон не изменяется. Таким образом, анализ штапельных диаграмм подтверждает результаты оптимизации параметров заправки пневмомеханической прядильной машины.
Проведенные экспериментальные исследования установили степень влияния частоты вращения дискретизирующего барабанчика и линейной плотности питающей ленты на повреждаемость волокон в процессе дискретизации: при переработке ленты гребенной системы прядения из средневолокнистого хлопка на пневмомеханической прядильной машине рекомендуется использовать продукт толщиной не более 3500 текс и устанавливать частоту вращения дискретизирующего барабанчика – не выше 6200 мин-1.
ВЫВОДЫ
Проведены экспериментальные исследования процесса формирования гребенной пряжи линейной плотности 20 текс из средневолокнистого хлопка на пневмомеханической прядильной машине. Определены оптимальные параметры заправки оборудования, при которых происходит наименьшее повреждение волокон в процессе дискретизации: частота вращения дискретизирующего барабанчика – не более 6200 мин-1, линейная плотность питающей ленты – не более 3500 текс.
Список литературы Экспериментальные исследования процесса формирования гребенной пряжи на пневмомеханической прядильной машине
- Севостьянов, А. Г. Методы и средства исследований механико-технологических процессов текстильной промышленности/А. Г. Севостьянов. -Москва: «Легкая индустрия», 1980. -392 с.
- Скобова, Н. В. Исследование процесса формирования гребенной пряжи на пневматической прядильной машине ППМ -120 А 1 М/Н Н. В. Скобова, О. М. Катович//Вестник ВГТУ. -2009. -№ 17. -С. 88 -93
