Экспериментальные исследования процесса вибродоводки цилиндрических деталей при транспортировании по плоской колеблющейся поверхности

Автор: Матегорин Николай Владимирович, Бабичев Анатолий Прокофьевич, Чумаченко Галина Викторовна
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Технические науки
Статья в выпуске: 4 (47) т.10, 2010 года.
Бесплатный доступ
Представлены результаты разработки и экспериментальные испытания метода вибродоводки (притирки) цилиндрических деталей путем обкатывания по плоской колеблющейся поверхности. Данный метод является нетрадиционным, так как совмещает доводку и вибротранспортирование.
Абразивная обработка, вибродоводка, притирка, колеблющаяся плоская поверхность, цилиндрическая деталь, ролик, абразивная поверхность, доводка
Короткий адрес: https://sciup.org/14249393
IDR: 14249393 | УДК: 631.3.631.311:631.6.075.8
Experimental process research of cylindrical details vibrofinishing (abrading) by transportation on a flat fluctuating surface
The results of development and experimental tests of vibrofinishing (abrading) cylindrical details by riding on a flat fluctuating surface are presented. The given method is non conventional and includes both methods of operational development and vibrotransportation.
Текст научной статьи Экспериментальные исследования процесса вибродоводки цилиндрических деталей при транспортировании по плоской колеблющейся поверхности
Введение. Вибродоводка (притирка) цилиндрических деталей широко используется в технологии изготовления ряда изделий: роликовых подшипников качения, втулочно-роликовых цепей, плунжерных пар топливных и гидравлических насосов, поршневых пальцев двигателей и т.д.
Вибродоводка цилиндрических деталей. Метод и опытное устройство, предлагаемые авторами, предназначены для повышения производительности при доводке за счет непрерывной обработки потока деталей, который может быть многоканальным (многоручьевым). В вибрационных конвейерах процесс транспортирования сочетается с технологическими операциями, такими, как просеивание, сушка, разделение деталей по свойствам, к ним добавляется возможность абразивной обработки деталей, в нашем случае, цилиндрических.
Теоретические исследования вибродоводки показали зависимость интенсивности обработки от времени, размеров и материала деталей, характеристик выбранного абразивного материала, режимов работы устройства (амплитуды, частоты, угла разворота притира относительно оси вибратора, выбранного угла относительно горизонтали), силы микроударов, возможности использования верхнего пригруза, высоты его расположения, жесткости закрепления абразива [1].
Исследования проводились по схемам вибрационной обработки, основанным на использовании инерционного и эксцентрикового приводов (рис.1).
а)
Рис.1. Вибрационные установки, основанные на использовании приводов: а – инерционного; б – эксцентрикового
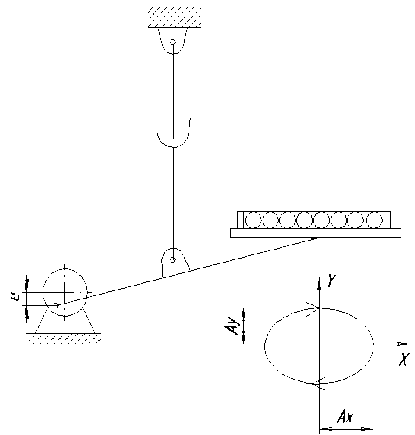
б)
После помещения в приспособление цилиндрические образцы перемещаются в режиме подбрасывания вдоль притира по его поверхности, при этом каждый период колебаний сопровождается перемещением роликов на некотором участке траектории совместно с притиром; затем происходит «отрыв» образца от притира и его свободный «полет» на некотором участке; образец по поверхности притира проскальзывает и перекатывается; процесс сопровождается дискретным проворачиванием (вращением) обрабатываемой детали и скольжением по поверхности притира, покрытого абразивным материалом; отмечается возвратно-поступательное движение; обрабатываемая деталь за период колебаний перемещается в осевом направлении от одной боковой стенки притира к противоположной и обратно [2, 3].
Кинематической основой доводочных процессов является наличие вращения с окружной скоростью V о , возвратно-поступательного движения V в.п и радиального давления q . Удельное давление абразивного покрытия на обрабатываемую поверхность детали обеспечивается параметрами колебаний (амплитуда А и частота f ), углом наклона рабочей плоскости к горизонту ( α ), массой детали, а также возможным дополнительным ограничением.
В лаборатории вибротехнологий ДГТУ разработана и изготовлена экспериментальная установка «Устройство для вибрационной абразивной обработки цилиндрических деталей» (рис.2) для исследования возможности вибродоводки цилиндрических деталей предлагаемым методом, получен патент на полезную модель [4, 5].

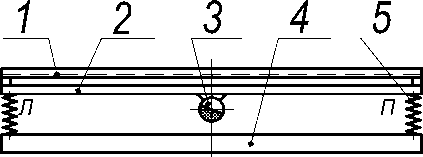
Рис.2. Устройство для вибрационной абразивной обработки цилиндрических деталей
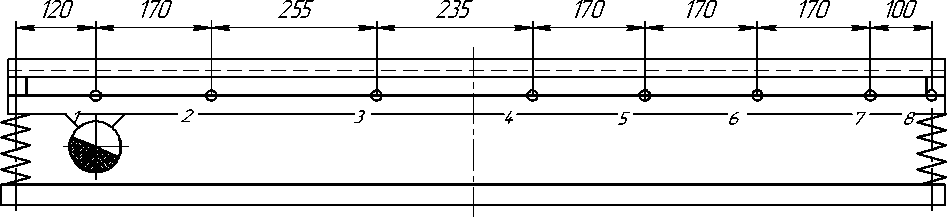
Притир 1 , выполненный в виде лотка прямоугольного сечения с жестко закрепленным на дне абразивным покрытием, располагается вдоль вибростола 2 и крепится винтами и гайками через пружинные шайбы. Это позволяет легко изменять его положение в горизонтальной (относительно продольной оси вибростола) и вертикальной плоскостях.
Вибростол устанавливается на пружинах 5 , обеспечивающих ему необходимую свободу колебаний, его продольная ось перпендикулярна оси вала вибратора 3 . Пружины имеют определенные размеры, которые находят расчетным путем. Жесткость пружин, также зависящая от их размеров и модуля упругости материала, достаточная для того, чтобы частота собственных колебаний системы была меньше частоты вибрации машины, тогда вынужденные колебания совершаются в более устойчивом для работы вибростанка режиме. Кроме того, станок имеет возможность работать как с полной нагрузкой, так и в холостом режиме. При полной нагрузке величина прогиба пружин не превышает допустимый прогиб, чтобы не разрушить нормальную работу клиноременной передачи.
Установившиеся режимы движения с подбрасыванием могут иметь место при выполнении условия [1]:
„ A ® 2 sin В ,
^ =--------> 1 , g cos a где ξ – параметр перегрузки; А – амплитуда, м; ω – угловая частота, рад/с; g – ускорение свободного падения, g = 9,81 м/с2; β – угол наклона траектории колебаний относительно плоскости (угол вибраций); α – угол наклона плоскости к горизонту.
Для реализации одноударных р -кратных ( р = 1, 2, 3) режимов с пребыванием частицы на поверхности в каждом периоде переключений параметр перегрузки должен быть соответственно в пределах:
1<ξ<3,30; 4,60<ξ<6,36; 7,79<ξ<9,48.
В процессе исследований определялся съем металла и изменение шероховатости поверхности образцов [2, 3].
Анализ приведенных графических зависимостей (рис.3) показал, что уменьшение жесткости пружин в два раза обеспечило:
-
– практически постоянную эффективную амплитуду колебаний точек на максимально возможной длине притира при данном конструктивном исполнении;
-
– увеличение частоты вращения роликов на притире почти в 1,5 раза;
-
– равномерное и менее выраженное затухание вращения по мере удаления ролика от вибратора;
-
– увеличение протяженности рабочей зоны притира от 500 до 900 мм.
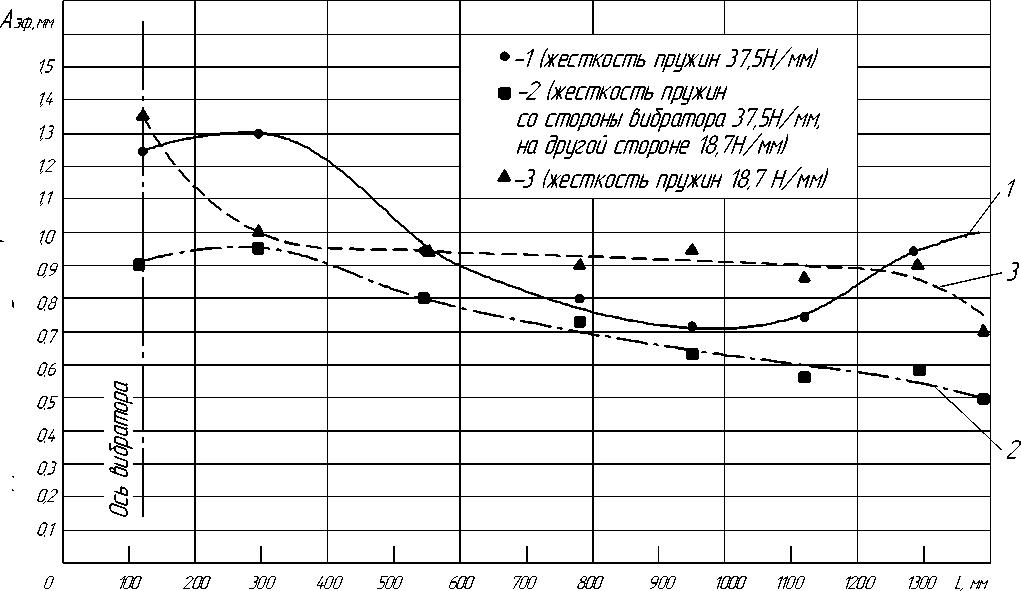
Частота Вращения ролика, об/мин. Эффективная амплитуда, мм
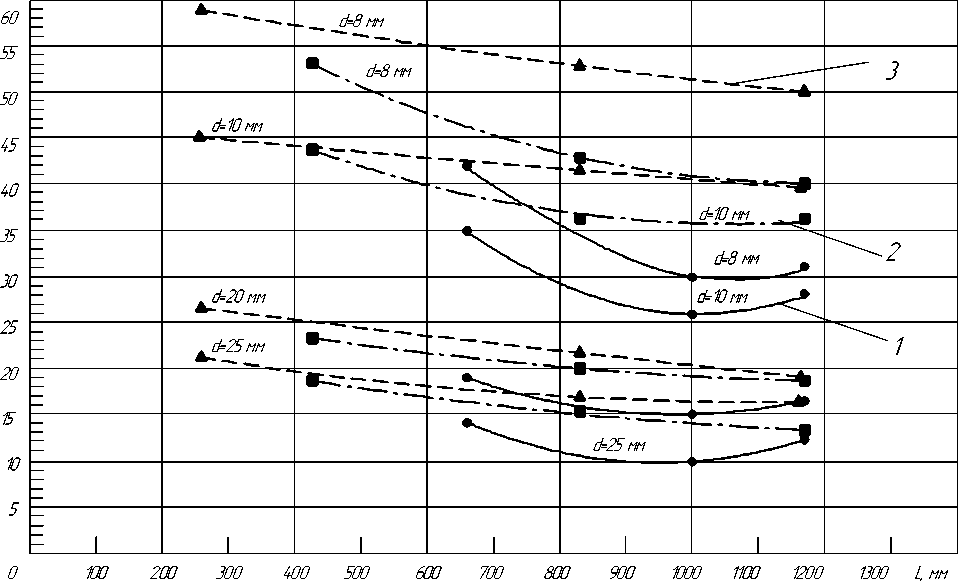
Расстояние по длине притира, мм
Рис.3. Изменение амплитуды колебаний точек притира и частоты вращения роликов по длине притира
Результаты экспериментальных исследований показали, что время нахождения деталей на абразивной поверхности не являлось определяющим фактором интенсивности обработки. Интенсивность обработки зависит от параметров колебания притира, определяющих характер перемещения детали (рис.4).
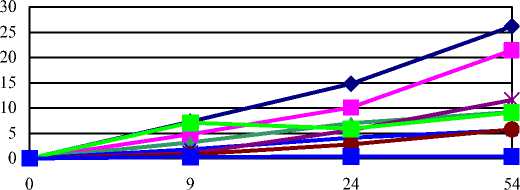
Длина абразивного полотна, м
Латунь ЛС59-1, положение приспособления 1
—■—Латунь ЛС 59-1, положение приспособления 2
—*—Алюминий Д16, положение приспособления 1
Алюминий Д16, положение приспособления 2
Сталь ШХ15, положение приспособления 1
—•—Сталь ШХ15, положение приспособления 2
—■—Латунь ЛС 59-1, эксцентриковый привод
—■—Алюминий Д16, эксцентриковый привод
Рис.4. Зависимость съема металла от длины абразивного полотна
Выводы. По результатам исследований сделано заключение о возможности вибрационной притирки цилиндрических деталей путем обкатывания по плоской колеблющейся поверхности, покрытой абразивным материалом, с ограничением боковых перемещений. Установлено, что точность размеров и формы цилиндрической детали определяются размерами приспособления и параметрами колебания притира, обеспечивающими перемещение детали в режиме подбрасывания, который характеризуется как одноударный р -кратный режим с одним этапом пребывания частицы на поверхности в каждом периоде колебаний. Шероховатость обработанной поверхности определяется характеристикой абразивного покрытия.
Список литературы Экспериментальные исследования процесса вибродоводки цилиндрических деталей при транспортировании по плоской колеблющейся поверхности
- Вибрации в технике: справочник: в 6 т. Т. 4. Вибрационные процессы и машины. -М.: Машиностроение, 1981 -509 с.
- Матегорин Н.В. Обоснование возможности доводки (притирки) цилиндрических деталей путем обкатывания по колеблющейся плоской поверхности/Н.В. Матегорин, Ф.А. Пастухов//Перспектива. -2007: материалы междунар. конгр. студентов, аспирантов и молодых ученых. -Нальчик: Каб.-Балк. ун-т, 2007.
- Бабичев А.П. Динамика прямоточной технологической системы вибродоводки (вибропритирки) цилиндрических деталей/А.П. Бабичев, Н.В. Матегорин, Д.В. Мамонов, А.А. Плотников: тр. VIII междунар. научн.-техн. конф. по динамике технологических систем: в 3 т. Т.III. -Ростов н/Д, 2007.
- Бабичев А.П. Вибродоводка цилиндрических деталей/А.П. Бабичев, Н.В. Матегорин, Д.В. Гетманский, П.Д. Мотренко, В.В. Нелидин//СТИН. -2008. -№ 10.
- Пат. Устройство для вибрационной абразивной обработки цилиндрических деталей/Н.В. Матегорин, А.П. Бабичев, П.Д. Мотреко, Г.В. Чумаченко.
- Vibracii v tehnike: spravochnik: v 6 t. T. 4. Vibracionnye processy i mashiny. -M.: Mashinostroenie, 1981 -509 s. -in Russian.
- Mategorin N.V. Obosnovanie vozmojnosti dovodki (pritirki) cilindricheskih detalei putem obkatyvaniya po koleblyuscheisya ploskoi poverhnosti/N.V. Mategorin, F.A. Pastuhov//Perspektiva. -2007: materialy mejdunar. kongr. studentov, aspirantov i molodyh uchenyh. -Nal'chik: Kab.-Balk. un-t, 2007. -in Russian.
- Babichev A.P. Dinamika pryamotochnoi tehnologicheskoi sistemy vibrodovodki (vibropritirki) cilindricheskih detalei/A.P. Babichev, N.V. Mategorin, D.V. Mamonov, A.A. Plotnikov: tr. VIII mejdunar. nauchn.-tehn. konf. po dinamike tehnologicheskih sistem: v 3 t. T.III. -Rostov n/D, 2007. -in Russian.
- Babichev A.P. Vibrodovodka cilindricheskih detalei/A.P. Babichev, N.V. Mategorin, D.V. Getmanskii, P.D. Motrenko, V.V. Nelidin//STIN. -2008. -№ 10. -in Russian.
- Pat. Ustroistvo dlya vibracionnoi abrazivnoi obrabotki cilindricheskih detalei/N.V. Mategorin, A.P. Babichev, P.D. Motreko, G.V. Chumachenko. -in Russian.
