Экспериментальные исследования процессов вытяжки, вытяжки с отбортовкой и принудительным утонением толстостенной заготовки

Автор: Звонов С.Ю., Белянин В.П., Болотов М.А., Попов И.П.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Современные технологии в промышленности и строительстве
Статья в выпуске: 4-3 т.12, 2010 года.
Бесплатный доступ
В работе представлены результаты экспериментальных исследований изготовления детали типа «форсунка» двигателя летательного аппарата. Разработаны рекомендации по предотвращению брака на операциях вытяжки с принудительным утонением плоской толстостенной заготовки.
Вытяжка, утонение, толстостенная заготовка
Короткий адрес: https://sciup.org/148199428
IDR: 148199428 | УДК: 621.7/9
Experimental researches of rolling out, rolling out with burring and forced thinning processes at thick-walled preform
In work results of experimental researches of production a detail of injector type of the flying device en-gine are presented. Recommendations on reject prevention at operations of rolling out with forced thin-ning of flat thick-walled preform are developed.
Текст научной статьи Экспериментальные исследования процессов вытяжки, вытяжки с отбортовкой и принудительным утонением толстостенной заготовки
цилиндрического стакана с минимальной толщиной в той её части высоты, которая при обжиме формирует коническую стенку и утолщенную цилиндрическую часть большого и меньшего диаметров форсунки (рис. 1).
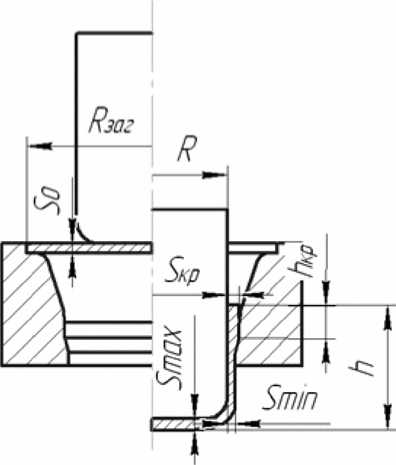
Рис. 1. Схема процесса вытяжки с принудительным утонением и последующего обжима
В ходе данной работы были проведены экспериментальные исследования процессов вытяжки с принудительным утонением. Рассмотрены стадии: формовка листовой заготовки в коническую матрицу и последующая вытяжка с принудительным утонением. Для исследования использовались образцы из нержавеющей стали 12Х18Н10Т, для уменьшения коэффициентов трения заготовки с матрицей и пуансоном использовались два вида смазки: лак ХВЛ с мыльным раствором и паста Си-нэрс-В. Экспериментальная оснастка, была изготовлена с рекомендациями, изложенные в работах [2, 3] для процессов вытяжки с принудительным утонением (рис. 2). Экспериментальные исследования проводили на лабораторном гидравлическом прессе ЦДМУ-30 с номинальным усилием 300 кН в лаборатории кафедры ОМД (СГАУ). Использовались плоские круглые и кольцевые заготовки, толщиной 2,5 мм, с диаметром Dз=50 мм и предварительно просверленными отверстиями посередине с диаметрами dот=11 мм, dот=13 мм и dот=14 мм.
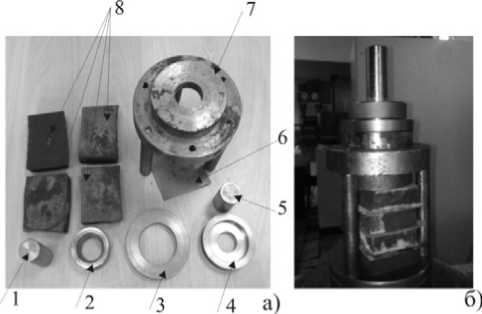
Рис. 2. Оснастка для вытяжки и вытяжки с отбортовкой с принудительным утонением:
1 – пуансон, 2 – матрица, 3 – бандаж, 4 – установочное кольцо, 5 – выталкиватель, 6 – прокладка, 7 – контейнер, 8 – эластичный буфер, а – детали оснастки для вытяжки, б – общий вид
Измерение профиля сечения штампованной детали и изменения толщин не представляется возможным с помощью традиционной индикаторной стойки. Поскольку из условия работы данной стойки требуется нахождения опорного и измерительного наконечника на одной оси, что невозможно в нашем случае из-за малого диаметра и наличия закрытых полостей в детали. Одним из возможных вариантов решения данной измерительной задачи является использования координатно-измерительной машины (КИМ). Измерительным элементом данной машины является шарик. КИМ обладает возможностью подвода шарика с различных сторон за счет наличия индексируемой головки. Измерения производились на КИМ DEA Global Performance c нормируемой объемной погрешностью измерения 1,7 + L/333 мкм, где L – длина измеряемого параметра.
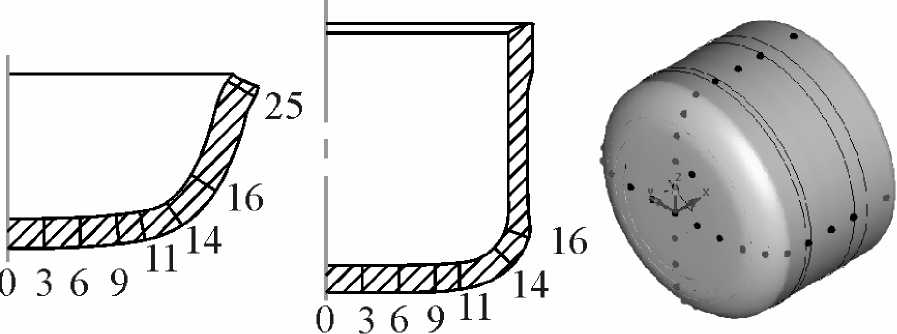
Контроль толщины сечения вдоль высоты детали на КИМ производился в соответствии со следующей разработанной методикой. На исходной разработанной объемной модели создавались контрольные точки, расположенные на одной оси, измерение которых фиксирует толщину детали в данном сечении (рис. 3). Модель разработана в программном продукте CATIA. Базирование детали в пространстве обеспечивалось путем измерения наружной цилиндрической поверхности, обладающей самой низкой собственной погрешностью формы и по торцу. Разработка управляющих программ для КИМ и выполнение измерений производилось в программном продукте PC-DMIS CAD++ v.4.3. Оцененные расстояния сохранялись в Excel-файле. При вытяжке конической чаши в коническую матрицу использовали смазку лак ХВЛ с мыльным раствором и пасту Синэрс-В. В таблице 1 приведено полученное распределение толщин в конической чаше. Диаграмма усилия процесса показана на рис. 4.
а) б) в)
Рис. 3. Схема нумераций сечений: а – конусная чаша, б – цилиндрический стакан, в – вид исходной объемной модели
Таблица 1. Распределение толщин в конической чаше
|
L, мм № |
0 |
3 |
6 |
9 |
11 |
14 |
16 |
25 |
|
I сечение |
2,48 |
2,47 |
2,47 |
2,46 |
2,31 |
2,19 |
2,31 |
2,76 |
|
II сечение |
2,48 |
2,48 |
2,48 |
2,47 |
2,38 |
2,18 |
2,35 |
2,76 |
|
III сечение |
2,48 |
2,48 |
2,48 |
2,475 |
2,35 |
2,19 |
2,31 |
2,75 |
|
IV сечение |
2,48 |
2,48 |
2,48 |
2,475 |
2,35 |
2,19 |
2,35 |
2,8 |
Р. ЮкН
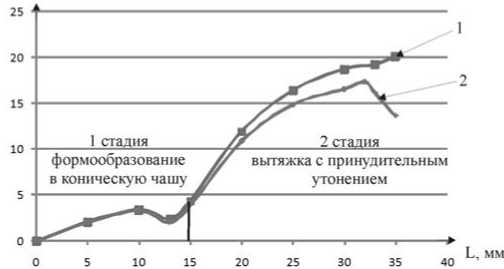
Рис. 4. Зависимость усилия от вида смазки: 1 – смазка лак и мыльный раствор, 2 –смазка паста Синэрс-В
Полученные распределения толщин у конической чаши для обеих смазок одинаковы. Усилие на формообразования конической чаши так же совпадают. На рис. 4 и в таблицах 2 и 3 представлены полученные распределения толщин на донном участке и опасном сечение цилиндрического стакана по схеме измерений (рис. 3) после вытяжки с принудительным утонением.
Таблица 2. Распределение толщин у цилиндрического стакана с лаком ХВЛ и мыльным раствором
|
L, мм № |
0 |
3 |
6 |
9 |
11 |
14 |
16 |
|
I сечение |
2,34 |
2,34 |
2,34 |
2,35 |
2,34 |
2,24 |
2,33 |
|
II сечение |
2,33 |
2,33 |
2,33 |
2,34 |
2,33 |
2,22 |
2,32 |
|
III сечение |
2,34 |
2,34 |
2,34 |
2,35 |
2,34 |
2,23 |
2,31 |
|
IV сечение |
2,34 |
2,34 |
2,34 |
2,35 |
2,34 |
2,24 |
2,35 |
Таблица 3. Распределение толщин у цилиндрического стакана с пастой Синэрс-В
|
L, мм № |
0 |
3 |
6 |
9 |
11 |
14 |
16 |
|
I сечение |
2,41 |
2,41 |
2,41 |
2,41 |
2,35 |
2,23 |
2,33 |
|
II сечение |
2,41 |
2,41 |
2,40 |
2,39 |
2,33 |
2,25 |
2,32 |
|
III сечение |
2,41 |
2,41 |
2,39 |
2,38 |
2,32 |
2,24 |
2,31 |
|
IV сечение |
2,41 |
2,41 |
2,40 |
2,39 |
2,33 |
2,25 |
2,35 |
На цилиндрическом участке полученная толщина соответствует зазору межу матрицей и пуансоном, поэтому эти толщины не внесены в таблицы. Как видно из полученных данных, при использовании в качестве смазки пасты Синэрс-В значительно меньше усилие процесса вытяжки, отсюда можно сделать вывод, что коэффициент трения на контактных парах для этих смазок ниже, чем при использовании традиционного вида смазки лака ХВЛ с мыльным раствором. Толщина на донном участке и на участке радиусного скругления пуансона с использованием лака ХВЛ и мыльного раствора значительно меньше, чем при использовании пасты Синэрс-В.
При вытяжке с отбортовкой и принудительным утонением использовались кольцевые заготовки с различными диаметрами отверстий и видами смазки. На рис. 5 представлены усилия процессов вытяжки с принудительным утонением кольцевой заготовки, а в таблице 4 изменение диаметров отверстий заготовок по завершению процесса. При вытяжке с отбортовкой и принудительным утонением кольцевой заготовки с диаметром отверстия d от =14 мм проходила полная отбортовка отверстия. Основным видом брака у изделий являлась неравномерность кромки вследствие неточной установки заготовки.
Таблица 4. Изменение диаметра отверстий заготовки
|
Исходный d отверстия |
лак ХВЛ и мыльный раствор |
Синэрс-В |
|
11 мм |
13,5 мм |
12,32 мм |
|
13 мм |
16,0 мм |
15,0 мм |
Рис. 5. Зависимость усилия процесса вытяжки кольцевой заготовки от вида смазки и диаметра отверстия:
-
1, 2 – смазка лак и мыльный раствор диаметр отверстия d от =11 мм и d от =13 мм, 3, 4 – смазка паста Синэрс-В диаметр отверстия d от =11 мм и d от =13 мм
Выводы:
-
1. Распределение толщины на донном участке и на опасном сечение у конической чаши не зависит от коэффициента трения.
-
2. Максимальная величина утонения в донной части и части радиусного скругления пуансона достигается при вытяжке с принудительным утонением.
-
3. Коэффициент трения на контактных парах ниже при использовании пасты Синэрс-В, чем при использовании традиционного вида смазки лака ХВЛ с мыльным раствором, это подтверждается диаграммами усилий и данными толщин на донном участке и участке радиусного скругления пуансона.
-
4. Оптимальной смазкой является паста Синэрс-В, которая обеспечивает минимальное уменьшение толщины материала заготовки и усилие процесса.
Список литературы Экспериментальные исследования процессов вытяжки, вытяжки с отбортовкой и принудительным утонением толстостенной заготовки
- Попов, И.П. Направленное изменение толщины листовой заготовки в процессах пластического деформирования: учебное пособие. -Самара: Изд-во Самар. гос. аэрокосм. ун-та, 2006. 190 с.
- Валиев, С.А. Комбинированная глубокая вытяжка листовых материалов. -М.: Машиностроение, 1973. 176 с.
- Головин В.А., Дмитриев А.М., Воронцов А.Л. Технология ковки и объемной штамповки. Часть 2 Малоотходная объемная штамповка: учеб. для вузов. -М.: Машиностроение 1, 2004. 434 с.
