Экспериментальные исследования рентгеновского излучения при электронно-лучевой сварке

Автор: Браверман В.Я., Белозерцев В.С., Успенский А.Н.
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Технологические процессы и материалы
Статья в выпуске: 3 (6), 2005 года.
Бесплатный доступ
и результаты некоторых экспериментов по изучению рентгеновского излучения, возникающего при электронно-лучевой сварке. Исследования проводились с целью определения взаимосвязи излучения с процессом формирования сварного шва и использования излучения для управления сваркой.
Короткий адрес: https://sciup.org/148175066
IDR: 148175066 | УДК: 621.791.72
Experimental research of X-ray radiation during electron beam welding
Descriptions and results of studying experiments on X-ray radiation that appears during electron beam welding are given in the article. Research are held mainly to define correlation between radiation and the process of welded seam forming and possible use of radiation for welding control.
Текст научной статьи Экспериментальные исследования рентгеновского излучения при электронно-лучевой сварке
Физико-технологические особенности электроннолучевой сварки (ЭЛС) обусловливают ее возрастающий объем в общем объеме сварки по мере совершенствования конструкций и повышения эксплуатационных и весовых характеристик узлов и изделий в целом. Однако сложность и многофакторность этого вида сварки привадят к тому, что многие задачи обеспечения требуемого качества сварного шва должны решаться непосредствен но в процессе сварки с помощью технических средств управления формированием сварного шва.
Цля управления технологическими процессами и, в частности, ЭЛС целесообразно использовать сопутствующие явления в качестве информационных сигналов о процессе. Цля управления ЭЛС применимы излучения в радио-, СВЧ-, световом и рентгеновском диапазонах, вторичная эмиссия заряженных частиц, однако такое явление, как рентгеновское излучение (РИ) из зоны сварки, обладающее очевидной информационной насыщенностью, оказывается мало изученным с точки зрения его использования для управления формированием сварного шва. При этом по сравнению с другими сопутствующими ЭЛС явлениями, РИ наименее подвержено влиянию помех. Некоторые сведения о характеристиках рентгеновского излучения при ЭЛС и их корреля ции с процессом разрозненны, не систематизированы и даже противоречивы [1; 2], что затрудняет обоснованное применение этого явления для управления форми рованием сварного шва.
Определение эффективного коэффициента ослабления. Необходимость экспериментального определения этого коэффициента связана с трудностью точного представления коэффициента ослабления ц, зависящего от свариваемого материала, частоты v или длины волны X рентгеновского излучения.
На основании измерений различными исследователями для массового коэффициента поглощения получены приближенные формулы вида [3]:
т 7"
- = С—X " , Р А
X - длина волны; Z - атомный номер; А - атомный вес поглощающего вещества; т, п и С-постоянные. Так, по измерениям Алена, т7
— = 0,0132—
X
для
X
р
I , т
— = 0,0018— X 2 ’ 2 для X>Xk
Р А где Xk - длина волны, при которой возникает скачок поглощения (к-граница поглощения). По данным Валь тера,
|
т |
7 3,94 = 0,0160----X 3 |
д™ X<X к |
|
р |
А |
|
|
т |
у 4,3 = 0,00522---X 3 |
для X>X к |
|
р |
А |
Приведенные выше формулы, а также справочные данные о значениях массового коэффициента ослабления р применимы в случае монохроматического излучения. При ЭЛС возникает рентгеновское излучение с непрерывным спектром, граничная (минимальная) длина волны которого определяется значением ускоряющего напряжения. В связи с этим имеется необходимость экспериментального определения эффективного коэффициента ослабления.
Измеряя интенсивность J пучка лучей, прошедших через слой какого-либо вещества, можно построить кривую ( J / J ? ) = ф ( х ) , представляющую собой изменение интенсивности J в зависимости от глубины х проникновения рентгеновских лучей в поглощающее тело (здесь J 3 -интенсивность источника излучения). Эта зависимость получится более простой, если по оси ординат откладывать не J J J , , а In ( J ^/ J Д так как в этом случае получается прямая линия. Цействительно, интенсивность J излучения, проникающего через слой х вещества, определяется известным выражением [3]
J х = J oexP ( - i d ) . (1)
Логарифмируя (1), имеем: In J х = In J 0 - i х или
In = - i x .
J о
Наклон этой прямой дает меру коэффициента ослабления (рис. 1):
P = tgq,
In ^ - In ^
. J 0 J 0
■
In J 2 2-
J 0
In
. J о где tgp =---— xi
x 2 - X ]
x 2
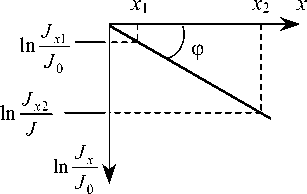
Рис. 1. К определению коэффициента линейного ослабления
Исследования проводились на установке ЭЛУ-9 с электронно-лучевым оборудованием ЭЛА 60/60 ( U уск = 60 кВ) и У-250АМ ( U ycK =30 кВ). С помощью манипулятора (рис. 2)
образец в приспособлении перемещается относительно электронного луча. Датчик перемещения ДДР-8 формирует 512 импульсов на один оборот Механическая передача между приспособлением и датчиком перемещения подобрана таким образом, чтобы импульсы с датчика следовали через 0,25 мм перемещения образца, что соответствует изменению толщины образца на 0,005 мм. Первый импульс датчика перемещения фиксировался по сигналу фотодатчика (на рис. 2 не показан), когда образец перекрывал соответствующий световой канал.
Алгоритм преобразования построен таким образом, что измерения начинались с толщины х = 0,1 мм (когда образец перемещался на 5 мм или на 20 импульсов). С 20-го импульса и далее измерения производились с при-
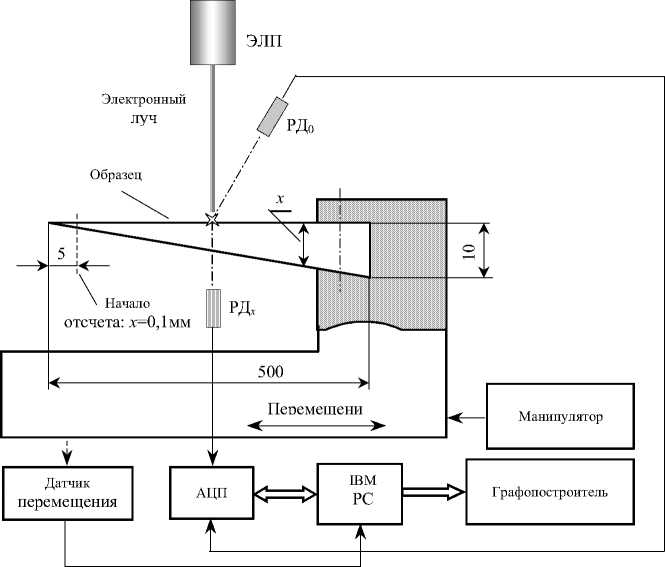
Рис. 2. Схема эксперимента по определению коэффициента ослабления р:
ЭЛП - электронно-лучевая пушка; РД 0 - рентгеновский датчик неослабленного излучения; РД х - датчик проникающего излучения; АЦП - аналого-цифровой преобразователь
ходом каждого импульса, т. е. через каждые 0,005 мм изменения толщины образца. Длина образца, на котором производились измерения, составляла 450 мм или 1 800 импульсов, что соответствовало диапазону толщин 0,1...9,1 мм. Перед измерениями датчики тарировались таким образом, чтобы показания их были одинаковыми при регистрации неослабленного рентгеновского излучения Jу Сигналы датчиков с помощью АЦП преобразовывались в цифровую форму и передавались в контроллер на базе IBM PC, в котором вычислялись отношение JJ Jу логарифм этого отношения и tg 9 = р см. в таблице. Для наглядности и документирования информации результаты измерений и вычислений выводились на монитор контроллера и графопостроитель.
Результаты экспериментов по определению р для сплава АМг-6
|
и уск , кВ |
X , мм |
J x /J 0 |
In (7 x / J 0 ) |
-1 Ц, м |
|
30 |
0,1 |
0,9854 |
-0,0147 |
= 147 |
|
0,5 |
0,9291 |
-0,0735 |
||
|
1 |
0,8633 |
-0,1470 |
||
|
3 |
0,6434 |
-0,4500 |
||
|
5 |
0,4795 |
-0,7350 |
||
|
7 |
0,3574 |
-1,0290 |
||
|
9 |
0,2663 |
-1,3230 |
||
|
9,1 |
0,2624 |
-1,3377 |
||
|
60 |
0,1 |
0,9933 |
-0,0067 |
= 67 |
|
0,5 |
0,9671 |
-0,0335 |
||
|
1 |
0,9352 |
-0,0670 |
||
|
3 |
0,8179 |
-0,2010 |
||
|
5 |
0,7153 |
-0,3350 |
||
|
7 |
0,6256 |
-0,4690 |
||
|
9 |
0,5472 |
-0,6030 |
||
|
9,1 |
0,5435 |
-0,6097 |
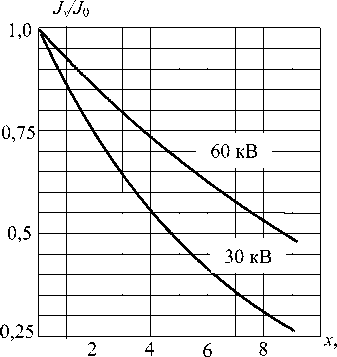
Графики изменения J ^ / J 3 и ln( JJ J э ) от х (рис. 3) приведены для качественной оценки изменения этих величин в зависимости от пути, пройденного рентгеновскими лучами в материале, и от ускоряющего напряжения. При расчете коэффициента ослабления значения соответствующих величин брались из таблицы.
В результате многократных экспериментов было определено, что для U = 60 кВ р = 67 м " 1 , для U = 30 кВ р = 147 м " 1 .
Зависимость интенсивности рентгеновского излучения от угла падения электронного луча на свариваемые детали. При ЭЛС свариваемые детали могут рассматри-
а
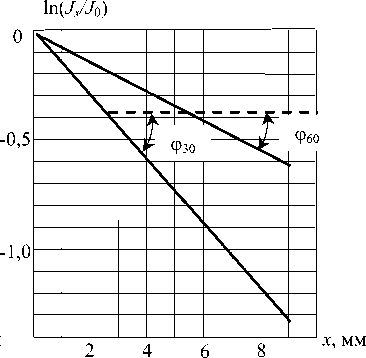
Рис. 3. Результаты эксперимента: а - зависимости J I J , =Д.х ); б -зависимости In (JIJ^ =Д.х )
ваться как массивные мишени, и рентгеновское излучение, возбужденное в них, имеет распределение, близкое к сферическому. Отклонение этого распределения от сферического связано с наличием поверхностей свариваемых элементов, расположенных под различными углами к направлению падения сварочного пучка электронов. Характер зависимости интенсивности рентгеновского излучения от угла падения электронного луча на свариваемые поверхности представляет практический интерес. С этой целью был проведен эксперимент (рис. 4).
СДН.03.02, фотоэлектронный умножитель ФЭУ-85 с делителем напряжения и предусилителем импульсов. Ток пучка электронов устанавливался таким, чтобы не было оплавления поверхности образца (1 мА при ускоряющем напряжении 60 кВ). В процессе эксперимента измерялась интенсивность рентгеновского излучения через каждые 5° поворота образца (рис. 5). Относительные значения получены делением действительных на максимальное, измеряемое при у = 0°.
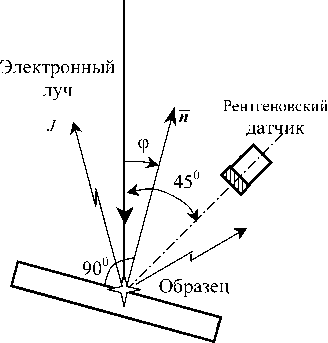
Рис. 4. Схема эксперимента по определению зависимости интенсивности рентгеновского излучения от угла падения луча на свариваемые детали
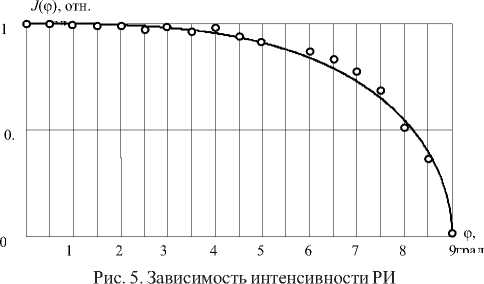
от угла между направлением электронного луча и нормалью к поверхности свариваемых деталей в относительных единицах: о - обработанные результаты эксперимента;___ - аппроксимирующая кривая
Данные эксперимента с достаточной точностью опи
сываются выражением
Испытуемый образец с полированной поверхностью устанавливался на манипулятор вращения таким образом, чтобы плоскость образца совпадала с осью вращения манипулятора. Датчик рентгеновского излучения устанавливался под углом 45° к направлению падения луча. В качестве датчика использовался блок детектирования сцинтиляционный БДС-6, в состав которого входят сцинтиляционный детектор на основе NaJ(Tl) типа
ХД) = 1
^^^^в
Н 1 v
при изменении ф от 0 до ±90°.
Угловое распределение проникающего рентгеновского излучения. Исследования проводились для определения оптимального расположения датчика проникающего рентгеновского излучения в целях его использования
для контроля процесса ЭЛС. Зависимость интенсивности проникающего рентгеновского излучения от направления его распространения может быть получена аналитически по формуле (1). При изменении угла наблюдения изменяется и толщина А'слоя металла, через который прохо дит регистрируемое рентгеновское излучение по закону Х=х / cos 9, где х - минимальная толщина при 9 = 0° (рис. 6). В связи с этим интенсивность проникающего рентгеновского из лучения изменяется по формуле:
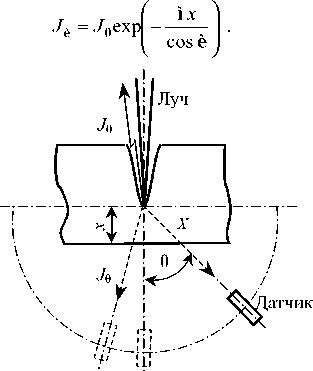
Рис. 6. К о пределению зависимости J = f(9)
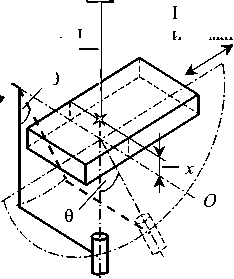
Ниже представлены результаты исследования углового распределения проникающего рентгеновского излучения для сплава АМг-6. Исследования проведены в двух режимах: при отсутствии проплавления ( I л = 5 мА, U =30 кВ) и при сварочном токе ( I = 230 мА, U ^ 30 кВ).
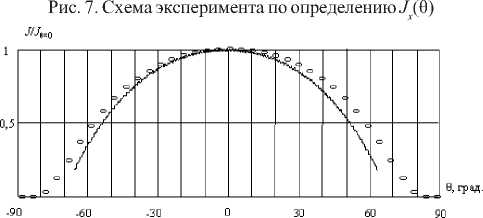
С помощью манипулятора (рис. 7) рентгеновский датчик вращался вокруг оси ОО , лежащей в плоскости нижней поверхности образца. Сигнал с датчика регистрировался по схеме, показанной на рис. 2. При сварочном токе образец дополнительно перемещался (плоскопараллельное перемещение) со скоростью, обеспечивающей величину непроплава х = 5 мм (глубина проплавления = 25 мм). Вращение датчика осуществлялось в пределах ±70° (из-за конструкционных ограничений). Для получения требуемых зависимостей в относительных единицах текущие значения сигнала датчика делились на среднее значение максимальных показаний при 9 = 0°. По результатам экспериментов видно (рис. 8), что при малом токе луча (при отсутствии проплавления) (рис. 8, а ) характер исследуемой зависимости с достаточной точностью может быть представлен выражением (2). При сварочном токе (рис. 8, б ) имеются значительные колебания проникающего рентгеновского излучения. Это связано с нестабильностью положения луча, являющейся результатом гидродинамических процессов в канале проплавления.
Эксперименты подтвердили расчетный характер углового распределения проникающего рентгеновского излучения. Кроме того, частота колебаний интенсивности излучения (= 60 Гц) коррелирует с частотами гидродинамических процессов, регистрируемыми по другим вторичным излучениям (например, по ионному току). Вы сокочастотные составляющие, связанные с пародинамическими процессами, в канале не наблюдались. Это можно объяснить малой плотностью паров по сравнению с плотностью основного металла. И если электроны луча тормозятся на парах, то излучение, прошедшее через них, практически не ослабляется.
ЭЛП
Луч
Вращение
О х
Перемещение образца и манипулятора
а
^=0
гшмя
-90 -60 -30 0 30 60 90
б
Рис. 8. Результаты эксперимента: а - I ^ 5 мА; б - I ^ = 230 мА
Заключение. Таким образом, можно сделать следующие выводы:
-
- зависимость интенсивности рентгеновского излучения от конструкционных особенностей свариваемых объектов и от параметров сварки свидетельствует о возможности использования РИ в качестве информационного сигнала о процессе;
-
- предложенная методика определения коэффициента линейного ослабления рентгеновского излучения, прошедшего слой материала, позволяет простыми техническими средствами находить этот коэффициент экспериментально, расширяя базу данных о значениях коэффициента ослабления для различных материалов и ускоряющих напряжений, и использовать эти данные в других областях научных исследований.;
-
- данные о пространственных характеристиках РИ позволяют оптимизировать положение датчиков для наиболее эффективной регистрации излучения в процессе ЭЛС.
