Экспериментальные исследования зависимости рентгеновского излучения от положения луча относительно стыка при электронно-лучевой сварке

Автор: Браверман Владимир Яковлевич, Белозерцев Владимир Семенович, Розанов Олег Владимирович
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Технологические процессы и материалы
Статья в выпуске: 1-2 (22), 2009 года.
Бесплатный доступ
Приведены описания и результаты некоторых экспериментов по изучению рентгеновского излучения, возникающего при электронно-лучевой сварке. Исследования проводятся с целью определения взаимосвязи излучения с процессом формирования сварного шва и использования излучения для управления сваркой.
Электронно-лучевая сварка, вторичные излучения, рентгеновское излучение, управление
Короткий адрес: https://sciup.org/148175861
IDR: 148175861 | УДК: 621.791.72
Experimental research of the relation between X-ray radiation and electron beam position relative to the joint during the electron beam welding
Results of several experiments designed to study X-Ray radiation during Electron Beam Welding are presented. Interrelation between X-Ray radiation and the welding seam formation process is measured. The possibility of using the radiation in welding control considered.
Текст научной статьи Экспериментальные исследования зависимости рентгеновского излучения от положения луча относительно стыка при электронно-лучевой сварке
Возможность применения рентгеновского излучения (РИ) для получения информации о состоянии процесса электронно-лучевой сварки (ЭЛС) основывается на знании физических законов возникновения РИ и взаимодействия его с веществом. Аналитическое описание названных закономер- ностей затруднено главным образом из-за отсутствия достоверных сведений о физических процессах, происходящих в канале проплавления. Это свидетельствует о целесообразности проведения экспериментальных исследований с целью разработки рентгеновских систем управления ЭЛС.
Информацию о положении электронного луча относительно стыка свариваемых деталей в процессе ЭЛС можно получить как из канала проплавления, так и в непосредственной близости от него. Последнее может быть реализовано, например, кратковременным выводом луча из канала, осуществлением измерительных операций и возвращением луча в зону сварки. Очевидно, время вывода должно быть таким, чтобы не произошло заметных изменений в сварочной ванне, а скорость перемещения луча должна обеспечить ввод энергии, недостаточной для оплавления кромок стыка.
В связи с этим рассматривается возможность получения информации при отсутствии оплавления кромок стыка и в случае, когда сварочный электронный луч находится в канале проплавления. Названные ситуации существенно влияют на аппаратный состав сварочного оборудования и в значительной степени определяют технологию ЭЛС. Поэтому целесообразно рассмотреть такие ситуации.
Исследования проведены на электронно-лучевой установке ЭЛУ-9Б с энергокомплексом ЭЛА 60/60 ( U уск. = 60 кВ). С помощью манипулятора образец перемещался относительно электронного луча поперек стыка (рис. 1.). В качестве рентгеновского датчика использован блок детектирования стинцилляционный БДС-6. Измерение, обработка и вывод информации в цифровом и графическом виде осуществлялись с приходом каждого импульса с датчика поперечного перемещения деталей (1 000 имп./мм). Для преобразования сигнала датчика в цифровую форму применялся аналого-цифровой преобразователь (АЦП) параллельного преобразования. Относительные величины по оси ординат получены путем деления текущих значений интенсивности рентгеновского излучения J (е) на величину, соответствующую интенсивности излучения, возникающего на чистом металле Jм .
Исследования проведены в двух режимах: при отсутствии оплавления кромок и при сварке. В сварочном режиме дополнительно осуществлялось перемещение об- разцов в направлении сварки, а поперечное перемещение производилось многократно в разных направлениях.
По результатам экспериментов видно, что зависимости интенсивности рентгеновского излучения от положения луча относительно стыка носят экстремальный характер, причем при отсутствии оплавления кромок характер экстремума – минимум (рис. 2.), а при сварке – максимум (рис. 3.). Интенсивность рентгеновского излучения пропорциональна плотности материала мишени (свариваемых деталей). В стыке плотность намного меньше, и часть электронов луча испытывает меньшее торможение. Поэтому при отсутствии оплавления и точном расположении луча на стыке интенсивность РИ оказывается минимальной (рис. 2).
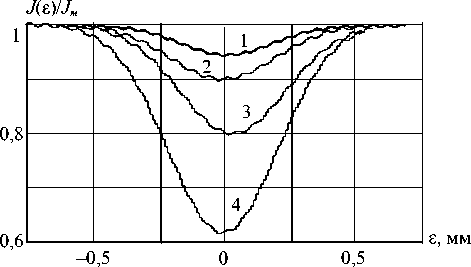
Рис. 2. Зависимость интенсивности рентгеновского излучения от положения луча относительно стыка: материал – АМг-6; U уск = 60 кВ; I л = 1 мА; 1 – Δ = 0,01 мм; 2 – Δ = 0,05 мм;
3 – Δ = 0,1 мм; 4 – Δ = 0,2 мм
Относительные изменения интенсивности рентгеновского излучения при минимальных зазорах ( Δ = 0,01 мм и менее) составляют примерно 5 % и менее. Это свидетельствует о необходимости специальных методов обработки сигнала датчика для выделения информации о по-
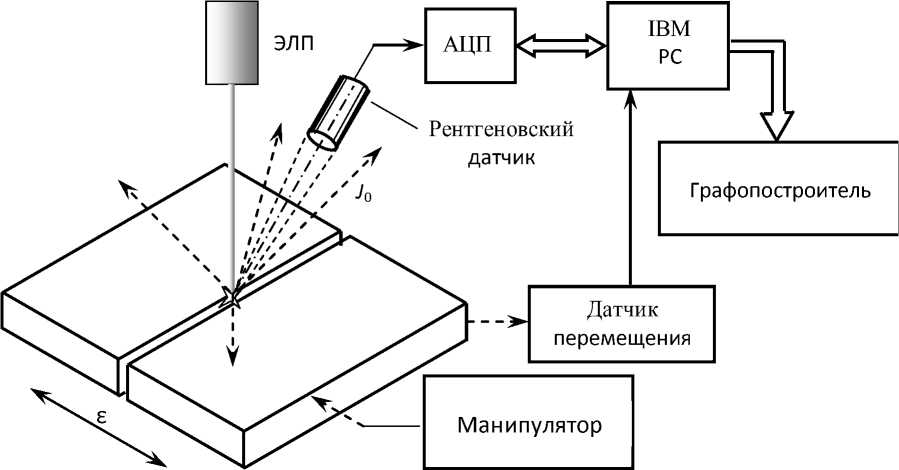
Рис. 1. Схема эксперимента по определению зависимости рентгеновского излучения от положения луча относительно стыка
ложении луча относительно стыка и получения удовлетворительного соотношения сигнал/помеха в условиях ЭЛС.
Незначительные колебания кривых связаны с неровностями поверхности свариваемых деталей, из-за которых проявляется зависимость интенсивности рентгеновского излучения от угла падения электронного луча на поверхность.
В случае сварочного режима рентгеновское излучение исходит из дна канала проплавления и регистрируется датчиком с площади, определяемой размерами канала. При этом часть излучения на пути к датчику ослабляется слоем свариваемого материала, определяемого глубиной проплавления. В пределах зазора излучение не ослабляется. В связи с этим зависимости имеют экстремум - максимум (рис. 3).
С уменьшением глубины проплавления увеличивается постоянная составляющая сигнала датчика, т. е. увели- чивается уровень регистрируемого излучения. Это связано с уменьшением толщины материала, ослабляющего рентгеновское излучение.
Относительные изменения интенсивности рентгеновского излучения при различных зазорах и глубинах проплавления представлены в таблице.
На графиках рис. 3 и таблицы видно, что при зазорах в стыке, меньших 0,01 мм, относительные изменения интенсивности могут оказываться менее 1 %, что представляет известные трудности для выделения полезной информации.
С увеличением зазора относительные изменения интенсивности излучения увеличиваются (рис. 3, б , в , г ). Это объясняется увеличением площади пространства, проходя через которое, рентгеновское излучение не ослабляется.
Увеличение относительного изменения интенсивности с увеличением глубины проплавления связано с уве-
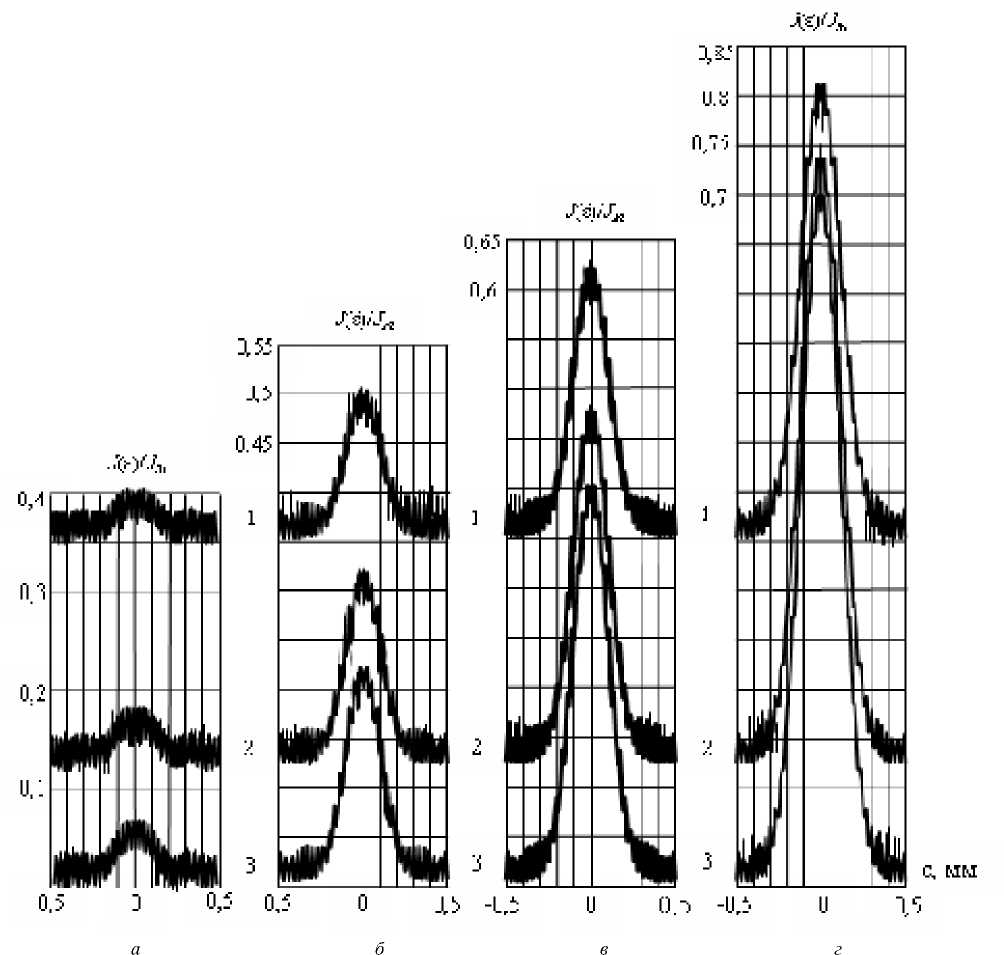
Рис. 3. Зависимость интенсивности РИ от положения луча относительно стыка при сварке: материал АМг-6; U у ск = 60 кВ; а - А = 0,01 мм; б - А = 0,05 мм; в - Д = 0,1 мм; г - А = 0,2 мм; 1 - h = 5 мм; 2 - h = 10 мм; 3 - h = 25 мм; h - глубина проплавления
личением разницы в значениях интенсивностей неослабленного и ослабленного рентгеновского излучения (ослабление увеличивается, а неослабленное излучение практически не изменяется).
0,15 с
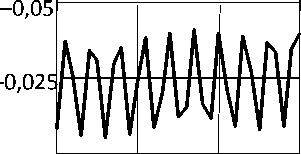
–0,5 –0,4 –0,3 –0,2
Рис. 4. К определению частоты колебаний
По результатам экспериментов можно оценить частоту колебаний. Графики (рис. 3) построены в реальном масштабе времени. Не представляет трудно стей развернуть их во времени (рис. 4). Здесь представлен участок графика на пути перемещения луча от –0,5 до –0,2 мм при глубине проплавления 25 мм и зазоре в стыке Δ = 0,01 мм (рис. 3, а, кривая 3). Скорость поперечного перемещения луча составляет 2 мм/с. Следовательно, время перемещения луча на 0,3 мм равно 0,15 с. В это время уложилось 9,5 колебаний, и, следовательно, частота колебаний в данном случае составляет ≈63 Гц. Колебания интенсивности РИ свидетельствуют о нестабильности положения луча в канале.
Экстремальный характер зависимостей интенсивности рентгеновского излучения от положения луча относительно стыка определяет возможность использования известных способов поиска экстремума для реализации автоматического наведения луча на стык.
Результаты экспериментальных исследований дают возможность оценивать адекватность соответствующих математических моделей.
Относительные изменения интенсивности рентгеновского излучения
|
Глубина проплавления, мм |
J (0) 100%* J (0,5) |
|||
|
Δ = 0,01 мм |
Δ = 0,05 мм |
Δ = 0,1 мм |
Δ = 0,2 мм |
|
|
5 |
2 |
12 |
24 |
43 |
|
10 |
3 |
16,5 |
33,5 |
61 |
|
25 |
3,5 |
19 |
36 |
65 |
Примечание. * J (0) – интенсивно сть рентгеновского излучения при ε = 0 (координаты луча и стыка совпадают); J (0,5) – интенсивность рентгеновского излучения при ε = ± 0,5 мм (луч смещен относительно стыка на 0,5 мм).
V. Ya. Braverman, V. S. Belozertsev, O.V. Rozanov
EXPERIMENTAL RESEARCH OF THE RELATION BETWEEN X-RAY RADIATION AND ELECTRON BEAM POSITION RELATIV TO THE JOINT DURINGTHE ELECTRON BEAM WELDING
Results of several experiments designed to study X-Ray radiation during Electron Beam Welding are presented. Interrelation between X-Ray radiation and the welding seam formation process is measured. The possibility of using the radiation in welding control considered.
