Экспериментальные работы по реконструкции нанесения «копытцеобразного» орнамента на литейные формы и модели кельтов раннего железного века IV типа по классификации М. П. Грязнова

Автор: Ненахов Дмитрий Алексеевич
Журнал: Вестник Новосибирского государственного университета. Серия: История, филология @historyphilology
Рубрика: Археология Евразии
Статья в выпуске: 7 т.20, 2021 года.
Бесплатный доступ
Представлены результаты серии экспериментов по реконструкции цикла изготовления моделей кельтов, литейных форм с орнаментом в форме «полукопытца» и реконструкции способов нанесения данного типа орнамента. На основе анализа предметного комплекса, включающего более 30 единиц кельтов IV типа (по типологии М. П. Грязнова) из фондов Минусинского музея им. Н. М. Мартьянова, выявлены два способа нанесения орнамента, которые характеризуются определенными признаками. Для обоих техник общими признаками являются следы резьбы острым предметом (ножом) в центральной части фигуры «полукопытца», затирание поверхностей модели и формы кельта подушечками пальцев. Отличительные признаки первого метода – лепка жгутиков на модели кельта, накладывание их друг на друга, наплыв жгутиков на бортики. Отличительными признаками второго подхода являлись следы прочерчивания линий заостренным предметом (щепа, нож), накладывание резных линий друг на друга.
Средняя Сибирь, ранний железный век, экспериментальная археология, кельты, орнаментальные традиции, технология изготовления
Короткий адрес: https://sciup.org/147234472
IDR: 147234472 | УДК: 902, 903.08, 903.211.3 | DOI: 10.25205/1818-7919-2021-20-7-97-108
The casting molds for Celts of type IV (Early Iron Age) according to M. P. Gryaznov’s classification: the manufacturing technology
Purpose. Recently there was a publication devoted to the ornament typology, based on a stylized ‘hoof print’, for the Early Iron Age celts from Central Siberia. In developing this ornament typology and identifying its application traditions, the author carried out a series of experiments in order to identify the complete technological cycle of its production. It is this aspect which will be the focus of the article. Results. We are researching the application technology of the ornament that consists of three main elements that make up the composition. In the central part there is a punctum in the form of a stylized unfolded ‘hoof print’. This figure is crossed by a ‘belt’ line. From the top of the ‘hoof print’ and the so-called ‘belt’, short lines can go down. The information on the area, where the celts with such an ornament were found, indicates that they were distributed only in Central Siberia. Conclusion. The complex of objects includes more than 30 celts (Type IV according to M. P. Gryaznov’s typology). The study identifies two traditions of applying an ornament. In the first case, the central figure (‘hoof print’) was cut out on the celt pattern and the impression was transferred to the valve of the casting mold. The rest of the elements were cut out on the casting matrix. In the second case, we are talking about a combined approach, when the ornament was completely applied to the clay model of the celt. At the same time, only the central figure in the form of an unfolded ‘half-hoof print’ was cut out, the rest of the ornament elements such as a ‘belt’ and the hanging short lines were applied using the sculpting method. For both methods of ornament application, there are common features such as the traces of carving with a sharp object (i.e. knife) in the central part of the ‘half-hoof print’ figure, rubbing the sampler surface and the celt shape with the finger pads. The first method’s distinctive features are the roll sculpturing on a celt pattern, superimposing them on top of each other, an overlap of the roll onto the sides. The second method’s distinctive features are the tracing lines made with a pointed object (i.e. wood chips, knife), superposition of carved lines on top of each other.
Текст научной статьи Экспериментальные работы по реконструкции нанесения «копытцеобразного» орнамента на литейные формы и модели кельтов раннего железного века IV типа по классификации М. П. Грязнова
Реконструкция процессов древнего металлургического производства никогда не теряла своей актуальности (см. [Глушков, 1990; Терехин, 1993; Глушков, Васильев, 1994; Пронин, 2005; 2006] и др.). Эксперимент в археологии – один из способов реконструкции древних орудий, приближающий нас к пониманию ряда процессов древнего производства.
Вначале 1940-х гг. М. П. Грязновым некоторые шестигранные кельты, почти прямоугольные в сечении, с двумя ушками у края втулки, переходящими в утолщение вдоль ее края, были включены в IV тип предлагаемой им классификации и соотнесены с территорией Минусинской котловины. Датированы кельты тагарским временем – VII–III вв. до н. э. М. П. Грязнов охарактеризовал способы нанесения орнамента как «вдавленные плоскости, сделанные на модели» [Грязнов, 1941. С. 241. Рис. 2; С. 245]. Позже в общем виде была описана технология изготовления крупных двуушковых кельтов раннего железного века, встречаемых на территории Сибири [Грязнов, 1956. С. 91. Табл. XXIII; Могильников, 1997. С. 68; Троицкая, Бородовский, 1994. С. 36]. Однако процесс нанесения орнамента оставался вне поля зрения исследователей. Анализ более 30 кельтов с «копытцеобразным» орнаментом из фондов Минусинского музея им. Н. М. Мартьянова позволил более детально ознакомиться с исследуемым орнаментом. Характеристика и типология последнего была представлена автором в специальной работе [Ненахов, 2020. С. 534].
Целью настоящей статьи явилась реконструкция признаков, характеризующих способы нанесения орнамента на модель и литейные формы кельтов IV типа (по типологии М. П. Грязнова).
Основные задачи, которые решались в ходе экспериментального моделирования: создание модели кельта, а на ее основе формирование створок литейных форм, нанесение орнамента как на створки кельта, как и на саму модель.
Исходным сырьем для формовочной массы послужили местные суглинистые почвы (Ба-рабинская лесостепь, НСО). Предварительно сырье прошло стадию отмучивания, так как в чистом виде суглинки не обладают необходимой пластичностью. Порции суглинка, залитые водой, выдерживались в емкости до полного размокания. После того как глина отстаивалась, взвесь переливалась в другую емкость. Далее снова размешивалась, отстаивалась и снова переливалась в другую емкость. В результате тяжелые фракции и мусор оседают на дно, а более однородная мелкая дисперсия остается. Эта процедура повторяется до того момента, пока мастер не сочтет глиняную массу пригодной для работы [Цетлин, 2012. С. 64]. Похожий способ подготовки формовочной массы для изготовления литейных форм прослежен на материалах бронзолитейной мастерской поселения Гробница-3 [Симонов, Ширин, 2006. С. 124].
Формовка литейных форм и модели кельта проводилась на подмодельной плите – деревянная основа. Орудия, которыми наносился орнамент, – щепка, тонкие плотные заостренные палочки, раскладной нож.
Технология изготовления створок и модели кельта
М. П. Грязнов отмечал, что модель будущей отливки изготавливалась в основном из дерева и передавала только форму корпуса кельта. На одной из форм он зафиксировал отчетливые следы древесных колец [Грязнов, 1956. С. 91]. Он же предполагал, что другие формы могли быть сделаны по восковой или сальной модели, при заливке такая основа выпаривается и замещается металлом [Грязнов, 1956. С. 91; Дураков, 2016. С. 274]. Температура плавления пчелиного воска 61–64 °С, бараньего жира – 45 °С, говяжьего жира – 40–45 °С [Дураков, 2016. С. 274]. При этом на формах, изготовленных по восковой или сальной модели, встречаются следы от заглаживания пальцами [Грязнов, 1956. С. 91; Дураков, 2016. С. 275].
В. Т. Галкин опубликовал две керамические полноразмерные модели кельтов-тесел с памятника Сузгун IIа [Галкин, 1989. С. 134. Рис. 2, 1 ]. Вероятно, это модели для изготовления полноразмерных литейных створок кельтов-тесел. Именно эта находка и послужила основанием для выбора глины в качестве материала для изготовления модели кельта. Хорошо отмученная глиняная масса весьма пластична и податлива, как и воск. На ней также остаются следы от подработки пальцами. При этом такая модель может использоваться многократно.
Основа будущей отливки формируется достаточно быстро. Раскатывается небольшой глиняный валик (рис. 1, а ), затем не сильными ударами о поверхность формируются грани, т. е. валик превращается в прямоугольный брусок. Намечается верх (втулка) и низ (лезвие) (рис. 1, б ). Далее лезвие подрабатывается путем обрезки неровностей (рис. 1, в ).
После подработки низа верх формы становится более массивным. Муфточка делается путем формовки широкой грани формы кельта с отступанием от верха (рис. 1, г ).
По М. П. Грязнову, ушки кельта формируются на литейной форме соединением двух створок форм с вложением между ними прутика [Грязнов, 1956. С. 91. Табл. XXIII]. Д. А. Симонов и Ю. В. Ширин, основываясь на материалах памятника поселения Гробница-3, зафиксировали поочередный оттиск прутика в каждой отдельной створке. При этом после отливки на ушках кельта фиксировались слегка смещенные их половинки [Симонов, Ширин, 2006. С. 125]. Следует особо отметить, что после сушки всю литейную форму несколько «ведет», так как происходит усадка за счет потери влаги. Однако смещение ушек может свидетельствовать как об усыхании сырья, так и о небольшом смещении створок при отливке кельта.
Вся процедура изготовления модели кельта занимала не более 10 мин. С приобретением опыта удалость достичь временного отрезка в 6–7 минут.
Литейная форма изготавливалась по технологии, описанной М. П. Грязновым [1956. С. 91]. Дополнить и расширить представления о технологии изготовления кельтов раннего железного века помогли материалы с производственных площадок, опубликованные Т. Н. Троицкой
[2005], Д. А. Симоновым и Ю. В. Шириным [2006. С. 123-126], В. А. Захом [Зах и др ., 2015. С. 9–12], Л. Н. Мыльниковой [Мыльникова, Дураков, 2008], И. А. Дураковым [Дураков, Кобелева, 2019. С. 51–52] и др.
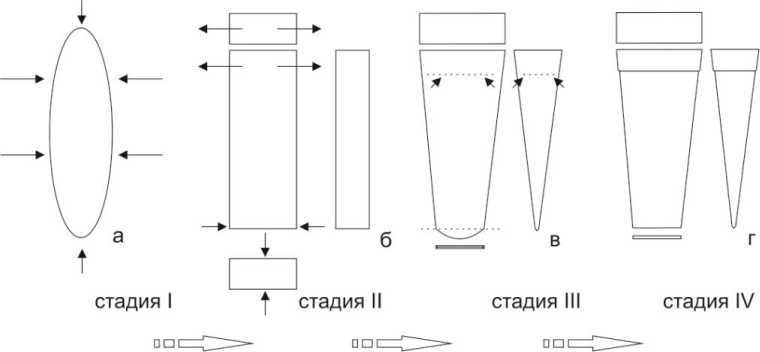
Рис. 1. Стадии изготовления модели кельта
Fig. 1. Celt pattern manufacturing stages
В эксперименте мы использовали два варианта изготовления литейной формы.
Вариант 1 подразумевал вдавление готовой подсушенной модели кельта в цельный кусок глиняной массы (обозначая габариты будущей створки). Поверх выступающей части модели небольшими лоскутами выкладывалась оставшаяся часть массы, формируя вторую литейную створку.
При втором способе модель кельта располагалась на подмодельной плите. Сверху накладывался комок глины, формируя часть литейной створки. Далее модель с частью створки переворачивалась, срезалась глина по периметру модели так, чтобы отсечь ровно половину. Втору створку формовали аналогично первой – накладыванием комков глины на модель кельта и срезая излишки по периметру. Далее створки притирались, подгонялись друг к другу.
Работая во второй технике, автор столкнулся сразу с несколькими проблемами. Прежде всего это отцентровка модели внутри матрицы формы. Процедура требует определенного навыка, что хорошо прослеживается на экспериментальных предметах, изготовленных в разное время. Например, створка литейной формы, подготовленная для нанесения резного орнамента (рис. 2, 5 ), на которой четко фиксируется сильная не отцентрованность формы. Створка с налепами изготавливалась позднее других (рис. 2, 2 ). Границы литейной формы практически отцентрованы, толщина створки равномерная и одинаковая.
Следующая проблема – относительная хрупкость глиняной модели. Несмотря на пластичность, в подсушенном состоянии глина – весьма хрупкий материал. Практически все модели ломались во время изготовления литейной створки. Однако это не отражалось на самой литейной форме. Очевидно, в качестве завершения процесса изготовления модели кельта, изделие должно быть обожжено, вследствие чего литейная форма становится более прочной, а значит, использовать ее можно несколько раз.
Последняя проблема, на которой стоит заострить внимание, – это сушка створок литейных форм. Теряя влагу, створки деформируются, становятся меньше по размерам (усыхают), и их «ведет». Как следствие, модель кельта уже через сутки не помещается в створку, а стыки плотно не смыкаются.
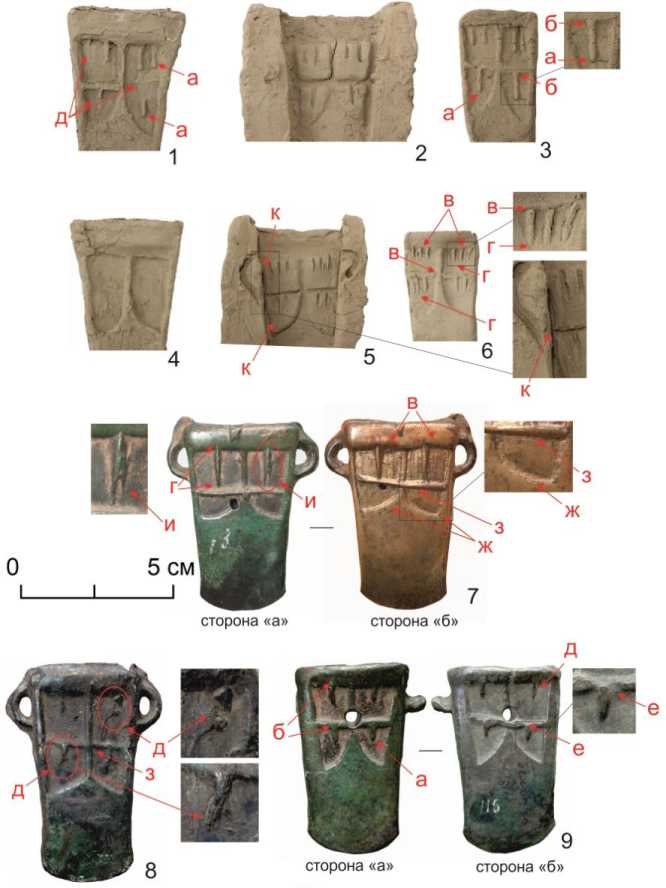
Рис. 2 (фото). Кельты IV типа по классификации М. П. Грязнова:
1 – матрица кельта № 1; 2 – литейная створка № 1; 3 – оттиск № 1; 4 – матрица кельта № 2;
5 – литейная створка № 2; 6 – оттиск № 2; 7 – кельт № МКМ 73; 8 – кельт № МКМ 102; 9 – кельт № МКМ 115 ( 1 – 6 – детали предметов производственного комплекса отливки кельтов тагарского облика; 7 , 8 – кельты тагарского облика, случайная находка, Минусинский район; 9 – кельт, случайная находка с. Белоярское)
Условные обозначения:
а – округлое окончание валика; б – наплыв валика на бортик; в – резная линия «ныряет» под бортик; г – острое окончание резных лини; д – следы брака; е – следы разглаживания пальцами; ж – следы резьбы по глине острым предметом (нож); з – накладывание жгутиков друг на друга; и – следы прочерчивания расщепленной веточки; к – следы затирания пальцами
Fig. 2 (photo). Type IV celts according to M. P. Gryaznov’s classification:
1 – celt matrix no. 1; 2 – casting valve no. 1; 3 – impression no. 1; 4 – celt matrix no. 2; 5 – casting valve no. 2; 6 – impression no. 2; 7 – celt no. MKM 73; 8 – celt no. MKM 102; 9 – celt No. MKM 115
( 1 – 6 – details of the items of the Tagar-look celts casting industrial complex; 7 , 8 – Tagar-look celts, fortuitous find, Minusinsk region; 9 – celt, fortuitous find, Beloyarskoe village)
Legend:
a – roller’s rounded end; б – the influx of the roller onto the rim; в – the curved line ‘dives’ under the rim; г – the sharp end of the carved line; д – traces of defect; e – traces of smoothing with fingers; ж – traces of carving on clay with a sharp tool (knife); з – overlapping ribbons on top of each other; и – traces of a split branch line; к – traces of rubbing with fingers
Для предотвращения деформации один комплект сушился в собранном виде. На вторые сутки модель треснула. Очевидно, что сушка не протекает равномерно, это приводит к разности давления внутри формы и, как следствие, к ее разрушению. Опытным путем установлено, что модель кельта необходимо держать в створках до того момента, пока глина не перестанет быть пластичной. После чего модель кельта вынимается, а створка продолжает сушку в положении матрицей вниз, опираясь на плоскости створок. Так удавалось минимизировать «заваливание» бортика литейной формы.
Технология выполнения орнамента
Анализируемый орнамент представляет собой композицию, включающую три основных элемента. В центральной части полотна кельта имеется два углубления – «полукопытца», формирующих образ стилизованного развернутого «копытца» (см. рис. 2). Их, в свою очередь, пересекает линия, напоминающая «поясок». От верхней планки «копытца» и «пояска» могут опускаться короткие линии. Нами выделены 23 варианта комбинации орнамента [Не-нахов, 2020. С. 534].
В литературе нет детального разбора технологии нанесения «копытцеобразного» орнамента на литейные формы для изготовления кельтов, описание его весьма скупо. М. П. Грязнова [1941. C. 241] дополняет М. П. Завитухина, указывая, что на широких гранях некоторых кельтов тагарского облика присутствует орнамент, состоящий из двух соприкасающихся сегментов и свисающих вниз полосок [Завитухина, 1983. C. 82]. Действительно, на многих кельтах элемент «копытце» настолько искусно отлит, что отсутствуют своего рода маркирующие «дефекты», позволяющие определить способ его изготовления.
На некоторых кельтах из коллекции Минусинского музея по абрису элемента орнамента «копытце» четко прослеживаются неровные короткие линии, наслаивающиеся друг на друга (рис. 2, 7ж ). Экспериментальное изготовление модели кельта показало, что такие следы могут оставаться при работе острым ручным инструментом, например заостренной палочкой или ножом по модели. Измерив параметры «полукопытца», мы выяснили, что они на каждом из кельтов отличны друг от друга. Это говорит о том, что центральный элемент орнамента – «копытце» – именно вырезался на глиняной модели кельта, а не изготавливался методом оттиска, как описывал М. П. Грязнов [1941. С. 274].
На одних моделях орнамент был выполнен методом резьбы и лепки. Сначала в центральной части заостренной палочкой вырезался элемент «копытце». Затем раскатанные тонкие валики лепились на еще сырую глиняную модель кельта, составляя «поясок» и свисающие линии. Достаточно быстро, даже при отсутствии опыта подобной работы, удалось достичь необходимых результатов – вырезание фигур «копытцеобразной» формы, добиться их симметричности и отцентрованности, а также раскатывать валики одинаковой толщины и крепить их.
На других моделях орнамент полностью резной, сделанный заостренными предметами. В нашем случае использовался как обычный нож, так и щепка, подрезанная палочка. Практика показывает, что ножом удобнее наносить контуры орнамента и оформлять абрис «копытца». Далее щепой, как лопаткой, выбирается внутреннее заполнение фигуры. После окончания формирования центральных фигур модель кельта подсушивается. На следующей стадии по подсушенной модели формируется створка литейной формы. Далее орнамент продолжают формировать на ее створках по сырой глине. Свисающие линии и «поясок» наносятся режущими ровными короткими движениями.
В обоих случаях после окончания нанесения орнамента мокрыми пальцами рук заглаживаются все незначительные неровности. Степень тщательности может быть различной, что порой и удается отметить на отлитых предметах.
Эти и другие наблюдения подтвердились в ходе экспериментального моделирования. Из хорошо отмученной глины был изготовлен ряд моделей кельтов и литейные створки по этим моделям. Между створками литейных форм был зажат кусок глины в эластичном состоянии. Это позволило получить оттиск орнамента идентичный тому, что мы имеем на отливаемых предметах.
По подсушенной модели была изготовлена створка кельта. Ровными движениями в каждом сегменте вырезался «поясок», не пересекающий вертикальную перегородку. Аналогичным способом вырезаны и спускающиеся линии – по три от верхней планки и две от пояска.
После изготовления внутренняя часть створки была подработана пальцами (рис. 2, 5к ). Именно поэтому практически не фиксируются следы работы острым предметом, так как после изготовления модели и литейной матрицы лицевая часть заглаживалась пальцами.
После просушки литейных створок из подготовленного небольшого куска глины сделан слепок негатива матрицы (рис. 2, 6 ). По слепку хорошо читаются острые окончания линий (рис. 2, 6г , 7г ). Отчетливо фиксируется линии, уходящие под стенку поперечной перегородки и верхнюю планку (рис. 2, 6в ). На отлитых древним мастером предметах этот признак также хорошо фиксировался (рис. 2, 7в ). Сама линия выглядит намного тоньше и аккуратнее валика. В некоторых случаях отмечено раздвоение линии. Такую форму она приобретает из-за нанесения орнамента разломанной щепой. На кельте № МКМ 73 как раз фиксируется аналогичная ситуация (рис. 2, 7и ). Возможно, она образовалась вследствие смещения лезвия ножа при дополнительной проводке линии.
Другой способ исполнения элемента «поясок» на модели кельта заключался в раскатывании маленьких валиков, которые лепились поверх вырезанного «копытца». Для закрепления валик слегка разглаживался и приминался пальцами. Аналогично отработаны и налеплены валики, спускающиеся от верхней планки и пояска. На окончании этих налепов получались небольшие расширения (рис. 2, 1а ). В местах стыка планки (пояска) и валика фиксируется утолщение (рис. 2, 3б ). На отлитых предметах хорошо заметны признаки утолщения (рис 2, 9а ) и наплыв валика на бортик (рис 2, 9б ). Иногда отчетливо читается наложение валиков друг на друга (рис. 2, 7з , 8з ).
Нанесенные на модель подсушенные жгутики порой отваливаются, особенно в процессе изготовления створок. На одной из моделей кельта были утеряны некоторые элементы орнамента – часть пояска и несколько свисающих налепов с верхней планки (рис. 2, 1д ). На матрицу литейной створки брак не проецировался. В целом модель кельта после незначительной подработки готова к применению. В процессе многократного использования брак неизбежен, это фиксируется на некоторых изделиях (рис. 2, 8 д , 9д ).
После сушки литейной формы сделан глиняный слепок негатива матрицы (оттиск № 1) (рис. 2, 3 ). На оттиске отчетливо фиксируются утолщение на концах валиков (рис. 2, 3а ), наплывы на бортики (рис. 2, 3б , 9б ). На некоторых кельтах видны следы от заглаживания валиков пальцами (рис. 2, 9е ).
Заключение
В раннем железном веке количество кельтов достигает максимума. Кельт становится в значительной степени предметом утилитарного назначения, и, как следствие, видимо, меняется подход к его изготовлению. Приобретя массовый характер, производство, в том числе и отдельных составляющих (модели кельта и пр.), должно было протекать намного быстрее. Легко наносимый резной орнамент как наиболее простой должен был преобладать над лепным – более сложным, однако, изделий с последним значительно больше. Из 30 проанализированных экземпляров лишь у 6 зафиксирован резной орнамент.
Эксперимент показал, что полный цикл изготовления модели кельта и литейной формы весьма продолжителен независимо от того, единичное это изделие или массовое производство, основное время занимает процесс сушки.
Для обоих способов нанесения орнамента общими признаками являются следы резьбы острым предметом (ножом) в центральной части фигуры «полукопытца», затирание поверх- ностей модели и формы кельта подушечками пальцев. Отличительные признаки первого способа – лепка жгутиков на модели кельта, накладывание их друг на друга, наплыв жгутиков на бортики. Отличительными маркерами второй техники явились следы прочерчивания линий заостренным предметом (щепа, нож), накладывание резных линий друг на друга.
Орнамент «копытце» выполнялся резьбой по модели кельта во всех случаях. Этот элемент не стандартизирован, хотя, судя по некоторым материалам, происходящим с памятников Сибири, серийность и стандартизация продукции были достаточно частым явлением [Гришин, 1960. С. 172].
Так, например, три кельта из могильника Каменный Мыс были отлиты в одной литейной форме [Дураков, 2010. С. 174]. Бронзовые бляхи с памятников Новый Шарап и Новоалтайского могильника изготовлены по одной модели [Дураков, 2018. С. 106. Рис. 6]. О существовании серийного производства кельтов свидетельствует наличие металлических форм (коке-лей), в которых можно отливать большое количество одинаковых изделий [Клеменц, 1886. Табл. I, а – с ; Гришин, 1960. С. 145. Рис. 2; 1971. С. 111–112. Рис. 49].
В данном случае три десятка исследованных кельтов оказались предметами уникальными, несущими набор индивидуальных черт как в размерах бойка, так и в деталях центрального орнамента («копытца»). Экспериментальное моделирование позволило выявить два подхода к нанесению исследуемого узора. В первом случае центральная фигура в форме «копытца» вырезалась на модели кельта и оттиском переносилась на створку литейной формы. Остальные же элементы вырезались на матрице литейной формы. Второй подход носил комбинированный характер. Орнамент полностью наносился на глиняную модель кельта методом лепки – «поясок» и свисающие вниз короткие линии. При этом вырезалась только центральная фигура в форме развернутых «полукопытц».
Список литературы Экспериментальные работы по реконструкции нанесения «копытцеобразного» орнамента на литейные формы и модели кельтов раннего железного века IV типа по классификации М. П. Грязнова
- Галкин В. Т. Сузгунско-лозьвинские поселения в Тобольском Прииртышье // Западносибирская лесостепь на рубеже бронзового и железного веков. Тюмень: Изд-во ТюмГУ, 1989. С. 129–136.
- Глушков И. Г. Экспериментальное бронзолитейное производство // Проблемы художественного литья Сибири и Урала эпохи железа. Омск: [б. и.], 1990. С. 36–39.
- Глушков И. Г., Васильев В. Г. Экспериментальные бронзовые кельты // Экспериментальная археология. Известия лаборатории экспериментальной археологии Тобольского пединститута. Тобольск: Изд-во ТобГПУ, 1994. Вып. 3. С. 119–125.
- Гришин Ю. С. Производство в тагарскую эпоху // Очерки по истории производства в Приуралье и Южной Сибири в эпоху бронзы и раннего железа // МИА. М.: АН СССР, 1960. № 90. С. 116–207.
- Гришин Ю. С. О некоторых Сибирских металлических литейных формах эпохи бронзы и раннего железа // КСИА. М.: Наука, 1971. № 127. С. 111–113.
- Грязнов М. П. Древняя бронза Минусинских степей // Тр. отдела истории первобытной культуры Государственного Эрмитажа. Л.: Изд-во Гос. Эрмитажа, 1941. Т. 1. С. 237–271.
- Грязнов М. П. История древних племен Верхней Оби по раскопкам близ с. Большая Речка // МИА. М.; Л.: Изд-во АН СССР, 1956. № 48. 228 с.
- Дураков И. А. К вопросу о внутренней хронологии могильника Каменный Мыс // Археологические изыскания в Западной Сибири: прошлое, настоящее, будущее (к юбилею профессора Т. Н. Троицкой): Сб. науч. тр. Новосибирск: Изд-во НГУ, 2010. С. 174–180.
- Дураков И. А. К вопросу о появлении формовки по пластичной модели на юге Западной Cибири // Проблемы археологии, этнографии, антропологии Сибири и сопредельных территорий. Новосибирск: Изд-во ИАЭТ СО РАН, 2016. Т. 22. С. 274–277.
- Дураков И. А. Серийное производство в литейном деле большереченской культуры // Вестник НГУ. Серия: История, филология. 2018. Т. 17, № 3: Археология и этнография. С. 100–110. DOI 10.25205/1818-7919-2018-17-3-100-110
- Дураков И. А., Кобелева Л. С. Литейная мастерская на поселении раннего железного века Каргат-4 на юге Западной Сибири // Археология, этнография и антропология Евразии. 2019. № 47 (3). С. 48–54. DOI 10.17746/1563-0102.2019.47.3.048-054
- Завитухина М. П. Древнее искусство на Енисее. Скифское время. Публикация одной коллекции. Л.: Искусство, 1983. 192 с.
- Зах В. А., Илюшина В. В., Тигеева Е. В., Еньшин Д. Н., Костомаров В. М. Закрытый журавлевский комплекс городища Борки-1 в Нижнем Приишимье // Вестник археологии, антропологии и этнографии. 2015. № 2 (29). С. 4–14.
- Клеменц Д. А. Древности Минусинского музея. Памятники металлических эпох: атлас. Томск: Изд. Ин. Кузнецова, 1886. 21 л., ил.
- Могильников В. А. Население Верхнего Приобья в середине – второй половине I тысячелетия до н. э. М.: Изд-во Пушкинского научного центра РАН, 1997. 195 с.
- Мыльникова Л. Н., Дураков И. А. Производственная площадка поселения Берозовый Остров-1 // Этнокультурные процессы в Верхнем Приобье и сопредельных регионах в конце эпохи бронзы: Сб. науч. тр. Барнаул: Концепт, 2008. С. 56–68
- Ненахов Д. А. Орнаментальные традиции некоторых кельтов раннего железного века с территории Средней Сибири // Проблемы археологии, этнографии, антропологии Сибири
- и сопредельных территорий. Новосибирск: Изд-во ИАЭТ СО РАН, 2020. Т. 26. С. 534–541. DOI 10.17746/2658-6193.2020.26.534-540
- Пронин А. О. Опыт экспериментальной реконструкции технологических процессов изготовления ножа с арочным навершием рукояти // Студент и научно-технический прогресс: Материалы XLIII Междунар. науч. студ. конф. Новосибирск: Изд-во НГУ, 2005. С. 24–27.
- Пронин А. О. К вопросу технологии литейного производства наконечников стрел в переходное от бронзы к железу время на юге Западной Сибири // Алтай в системе металлургических провинций бронзового века: Сб. науч. тр. Барнаул: Изд-во АлтГУ, 2006. С. 134–149.
- Симонов Д. А., Ширин Ю. В. Бронзолитейная мастерская быстрянской культуры на р. Чумыш // Изучение историко-культурного наследия народов Южной Сибири: Сб. науч. тр. Горно-Алтайск: АКИН, 2006. Вып. 3–4. С. 122–136.
- Терехин С. А. Экспериментальные работы в области цветной металлообработки кулайцев // Археологическое наследие в Среднем Приобье. Томск: Изд-во ТГУ, 1993. С. 26–45.
- Троицкая Т. Н. Новое жилище раннего железного века Верхнего Приобья // Вестник археологии, антропологии и этнографии. 2005. № 5. С. 64–66.
- Троицкая Т. Н., Бородовский А. П. Большереченская культура лесостепного Приобья. Новосибирск: Наука, 1994. 184 с.
- Цетлин Ю. Б. Древняя керамика. Теория и методы историко-культурного подхода. М.: Изд-во ИА РАН, 2012. 384 с.
