Экзотермический разогрев прибылей в литье по газифицируемым моделям

Автор: Кулаков Борис Алексеевич, Дубровин Виталий Константинович, Карпинский Андрей Владимирович, Каркарин Александр Михайлович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Литейное производство
Статья в выпуске: 1 т.17, 2017 года.
Бесплатный доступ
Литьё по газифицируемым моделям (ЛГМ) относится к современным способам литья, обеспечивающим высокую производительность, размерную и весовую точность отливок из сплавов чёрных и цветных металлов, снижение расхода формовочных материалов, исключение применения стержней, а, следовательно, стержневых ящиков и оборудования для изготовления стержней. Наряду с закономерностями формообразования большое значение имеют и процессы формирования самой отливки. Особенно важны процессы объёмной усадки отливки при кристаллизации залитого в форму металла, что во многом определяет качество литых заготовок, расход металла на прибыли и литниковые системы, т. е. технологический выход годного и себестоимость отливок. Поэтому экзотермический разогрев металла прибылей отливок, позволяющий сократить расход металла на прибыли, и, тем самым, увеличить технологический выход годного является актуальной задачей литейного производства. При ЛГМ возникают особые условия: вакуумирование форм при заливке металла и его кристаллизации, формирование в них восстановительной атмосферы из углеводородов - продуктов термодеструкции пенополистирольной модели, эндотермический эффект от газификации модели и последующего пиролиза её продуктов. Всё это влияет на протекание экзотермической реакции. В ходе проведенных исследований определены четыре основных фактора, обеспечивающих эффективную работу экзотермических смесей, а также два типа экзовставок. Исследования проводились с использованием синхронного термического анализатора, дифрактометра и оптико-эмиссионного спектрометра. Особенность процесса заключается также в том, что экзовставки устанавливаются в модель прибыли, и разогрев металла происходит изнутри, а не снаружи прибыли. В основу положена экзосмесь, содержащая в качестве восстановителя порошки алюминия и силикокальция, а окислителя - оксид железа Fe2O3. Лабораторные и производственные испытания разработанной экзосмеси показали эффективность её применения в ЛГМ, позволяющую снизить расход металла на прибыли до 25 % при литье углеродистых сталей и высокопрочного чугуна.
Отливка, прибыль, усадочная раковина, экзотермический обогрев
Короткий адрес: https://sciup.org/147157072
IDR: 147157072 | УДК: 621.74 | DOI: 10.14529/met170106
Exothermic heating-up of the heads in the lost foam casting
Lost foam casting (LFM) refers to modern casting methods providing high productivity, dimensional and weight accuracy of castings from ferrous and non-ferrous alloys, cost saving of molding materials, exclusion of the use of cores and, as a consequence, coreboxes and equipment for core molding. Alongside with the laws of molding, the processes of formation of the casting itself are very important. Processes of volumetric shrinkage of the casting during crystallization of the metal flooded into the molding box are particularly important since they largely determine the quality of cast sections, metal consumption on heads and pouring gate systems, and thus the process yield and prime cost of the castings. That is why exothermic heating-up of the deadhead metal allowing to reduce metal consumption on heads, and thus to increase the process yield, is a crucial task of the foundry production. In the process of LFM specific conditions appear: mold box evacuation during casting into molds and metal crystallization, formation of reducing atmosphere in them from carbohydrates (products of thermal degradation of polystyrene foam model), endothermic effect from model gasification and the following pyrolysis of its products. All this influences the exothermic reaction behaviour. The research reveals four main factors providing effective work of exothermic mixtures, and also two types of exo-inserted pieces. The research was performed with the use of a synchronous thermal analyser, diffractometers and optic emission spectrometer. Another peculiarity of the process is also in that exo-inserted pieces are put into the head model and metal heating-up occurs not outside the head, but inside it. It is based on the exo-mixture containing aluminium and silicocalcium powder as a reducing agent and iron oxide Fe2O3 as an oxidant. Laboratory and industrial testings of the generated exo-mixture showed the effectiveness of its use in LFM, that allows to reduce metal consumption on heads by up to 25 % in casting carbon steel and ductile iron.
Текст научной статьи Экзотермический разогрев прибылей в литье по газифицируемым моделям
Литейное производство является основной заготовительной базой практически всех отраслей машиностроения. Одна из главных задач литейщиков – это максимально приблизить отливку по массе и размерам к готовой детали при сокращении расхода металла на литую заготовку, в том числе, на литниково-питающую систему.
Особенность литейных процессов в том, что объемная усадка сплавов при их переходе из жидкого состояния в твердое оказывает важнейшее влияние на формирование усадочных дефектов отливок, приводящих к браку. Эффективность использования металла и качество отливок существенным образом зависят от трех основных технологических параметров питания отливок жидким металлом:
– сохранение жидкого металла в прибылях до конца затвердевания отливки;
– направленное затвердевание от отливки к прибыли;
– положительный перепад давления в прибылях и затвердевающих отливках.
Применение экзотермического разогрева прибылей позволяет повысить эффективность питания отливок, сократить расход металла на прибыль и, соответственно, увеличить технологический выход годного [1, 2].
Литье по газифицируемым моделям (ЛГМ) создает специфические условия работы экзотермических вставок из-за разрежения, образующегося в процессе вакуумирования опок, что уменьшает содержание в форме свободного кислорода, необходимого для горения, а также по причине образования восстановительной атмосферы из углеводородов в результате термодеструкции пенополистирольной модели и их последующего пиролиза при заливке металлического расплава, протекающих с эндоэффектом [3].
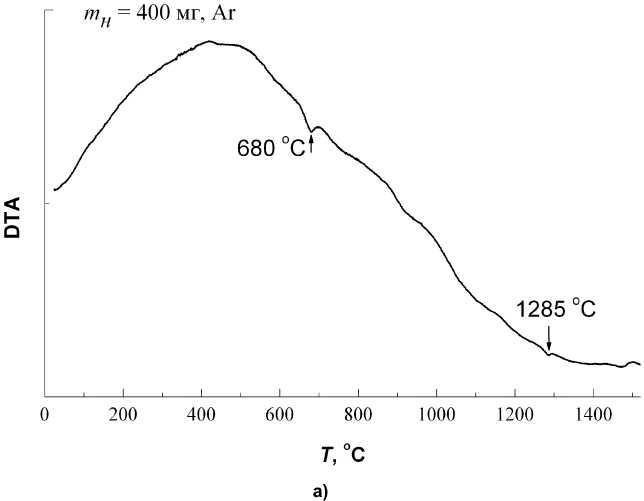
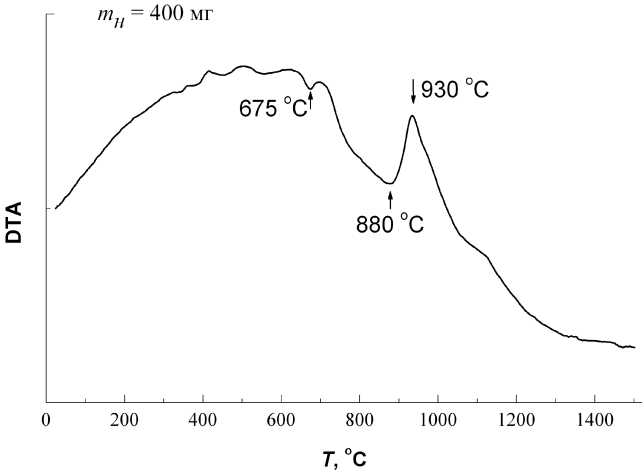
В ходе исследований было установлено, что, к примеру, экзотермическая оболочка фирмы Foseco, ведущего производителя экзотермических смесей и оболочек для литейного производства, в условиях безокислитель-ной атмосферы не воспламеняется и не дает экзотермического эффекта. На рис. 1 представлены сравнительные кривые дифференциального термического анализа (ДТА) нагрева данной смеси массой (mн) 400 мг в безокис-лительной атмосфере (среде аргона) и окислительной атмосфере (на воздухе). На кривой ДТА в безокислительной атмосфере экзотермический пик отсутствует (см. рис. 1, а), в отличие от кривой ДТА в окислительной среде (см. рис. 1, б). Не наблюдалось воспламенение смеси и визуально.
Поэтому при разработке состава экзосме-
б)
Рис. 1. Кривые дифференциального термического анализа экзотермической смеси фирмы Foseco: а – в безокислительной атмосфере; б – в окислительной атмосфере
си для ЛГМ учитывались четыре главных требования:
-
– стабильность температуры воспламенения ( t В );
-
– высокая теплотворная способность с ориентиром на 3000 кДж/кг;
-
– время горения, обеспечивающее условия τ ПР > τ О , приближающееся к продолжительности затвердевания отливки (питаемого узла), где τ ПР и τ О – время затвердевания, соответственно, прибыли и отливки;
– доступность ингредиентов экзосмеси по стоимости и наличию в товарном виде.
При этом необходимо также учитывать специфику ЛГМ. Термическая деструкция модельного пенополистирола под действием тепла заливаемого металла сопровождается сложными химическими и фазовыми превращениями, приводящими к образованию различных веществ в жидком, газообразном и твердом состояниях, что в основном определяется температурой залитого металла и в меньшей степени плотностью модели. Как показал дифференциальный термический анализ (рис. 2), независимо от типа пенополистирола его газификация полностью заканчивается при 415 °С и протекает с эндоэффектом, то есть с поглощением тепла. Это эффект снижает количество тепла приходящегося на разогрев металла прибыли, что нужно учитывать при разработке состава экзотермической смеси и определении ее расхода.
Таким образом, в результате термодеструкции модели из пенополистирола в форме при заливке металла формируется восстановительная атмосфера из углеводородов различного состава, которые, в свою очередь, способны при высоких температурах разлагаться на новые составляющие, в том числе углерод, что требует дополнительных затрат тепла. Поэтому автогенный процесс горения экзотермических смесей в песчаной форме при ЛГМ будет существенно отличаться от ситуации в литейных формах, полость которых заполнена атмосферным воздухом, дополнительно участвующем в окислении восстановителя и, тем самым, способствующем стабилизации температуры начала экзотермической реакции и ее более полному протеканию.
В условиях ЛГМ наличие углеводородной атмосферы в форме будет способствовать повышению температуры начала экзотермической реакции экзосмеси, снижать ее тепловой эффект из-за вероятных реакций пиролиза углеводородов, с выбросом твердого сажистого углерода. Кроме того, негативно на экзоэффект влияет и вакуумирование формы при заливке металла, так как поток отсасываемых углеводородов проходит и через экзовставку.
Отсюда вытекает необходимость в проведении изучения поведения экзосмесей в условиях ЛГМ, разработки их новых составов.
Исследовали смесь на основе порошков алюминия, силикокальция и оксида железа.
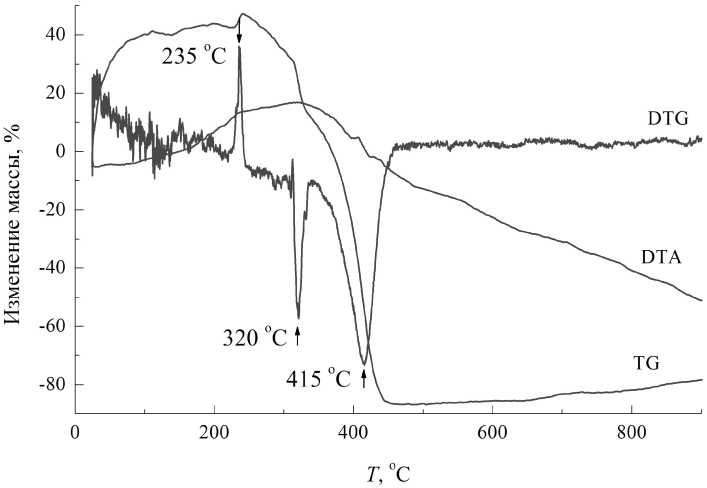
Рис. 2. Кривые дифференциального термического анализа литейного гранулированного пенополистирола (спеченного в термопластавтомате)
Для данной смеси был проведен синхронный термический анализ с целью определения температуры воспламенения. Было установлено, что смесь с силикокальцием характеризуется более поздним воспламенением. На рис. 3 и 4 представлены кривые дифференциального термического анализа нагрева, соответственно, экзотермической смеси без силикокальция и с силикокальцием.
Добавка фтористых солей (NaF или CaF2) в экзотермическую смесь расширяет темпера- турный интервал экзотермического эффекта (рис. 5 и 6).
Сравнением характеристик известных базовых составов, основа которых состояла из порошка алюминия вторичного и окислителя в виде окалины в порошкообразном состоянии и опытных смесей, содержащих силикокальций в сочетании с алюминиевым порошком, фтористым натрием и окислителем, были выявлены преимущества последних.
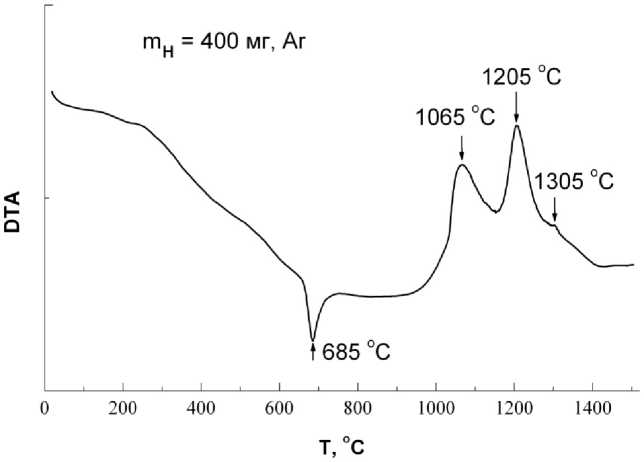
Рис. 3. Кривая дифференциального термического анализа экзотермической смеси (состав: алюминиевый порошок АПЖ 20 %, окалина 50 %; песок кварцевый 30 %)
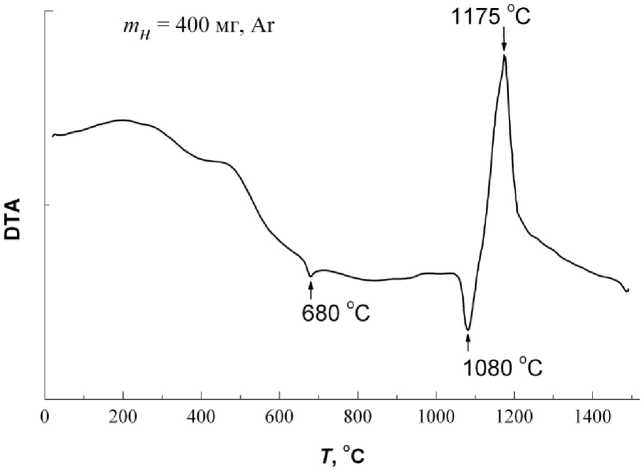
Рис. 4. Кривая дифференциального термического анализа экзотермической смеси (состав: алюминиевый порошок АПЖ 7 %, силикокальций 33 %;
окалина 60 %)
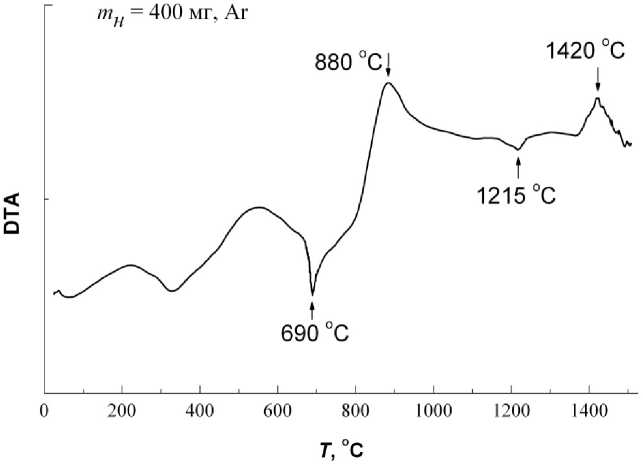
Рис. 5. Кривая дифференциального термического анализа экзотермической смеси (состав: алюминиевый порошок АПЖ 20 %, окалина 50 %;
песок кварцевый 29,7 %, NaF 0,3 %)
Рис. 6. Кривая дифференциального термического анализа экзотермической смеси (состав: алюминиевый порошок АПЖ 7 %, силикокаль-ций 30 %, окалина 62,7 %, NaF 0,3 %)
Для определения состава экзосмесей с максимальной теплотворной способностью были сделаны расчёты данной характеристики термита, состоящего из трёх чистых элементов (Al, Са, Si) в стехиометрическом соотношении с окислителем – чистым оксидом железа (Fe2O3). При расчётах учитывались сведения, изложенные в работах [4, 5, 6]. В основу методики определения теплотворной способности (Qт) положены следующие реакции об- разования продуктов от окисления Аl, Са и Si за счёт восстановления железа из Fe2O3 при высоких температурах:
2Al + Fe 2 O 3 → Al 2 O 3 + 2Fe;
3Ca + Fe 2 O 3 → 3CaO + 2Fe;
3/2Si + Fe 2 O 3 → 3/2SiO 2 + 2Fe.
Экзотермический эффект реакций при 1500 °С соответственно 882, 1564 и 575 кДж/моль Fe 2 O 3 .
Как показывают расчеты, термит, составленный из трёх элементов (Аl, Са и Si) в сте- хиометрическом соотношении с окислителем (Fe2O3) в суммарном количестве 0,695 кг может обеспечить тепловой эффект 3020,76 кДж, а теплотворная способность термита такого состава будет равна Qт ≈ 4344 кДж/кг.
Использовать такой термит из химически чистых материалов не представляется возможным. В связи с этим был исследован ряд составов экзосмесей из алюминия и силикокальция марок СК25 и СК30 с содержанием не менее 25 % Са и 55 % Si в сочетании с железной окалиной, содержащей не менее 75 % Fe 2 O 3 .
Следует отметить, что СК30 имеет температуру плавления на 80…90 °С ниже, чем СК25, что способствует началу окислительновосстановительных реакций в экзосмеси при более низких температурах.
При производстве в одном цехе стальных и чугунных (из ВЧ) отливок силикокальций СК30 наиболее предпочтителен, так как унифицирует систему горения экзовставок при наличии разных температур заливки форм сталью и высокопрочным чугуном.
Повышение содержание Fe 2 O 3 в окалине до необходимого уровня достигалось ее до-окислением в течение 8 часов при температуре (850 ± 10) °С. Изменение содержания Fe 2 O 3 изучали методом рентгенофазового анализа окалины до и после обжига на дифрактометре ДРОН-3, количественный фазовый анализ проводили по методу Ритвелда. Обжигом с данными параметрами удается повысить содержание Fe 2 O 3 в окалине до 85…90 %.
В еще большем количестве Fe 2 O 3 (не менее 93,5…97 %) содержится в продукте промышленной переработки окалины – пигменте красном железоокисном (ТУ 6-10-602-86). Его целесообразно использовать для насыпных экзотермических смесей, так как он является мелкодисперсным материалом с высокой удельной поверхностью и при формировании твердотельных экзовставок требует большого количества связующего.
Экспериментальные исследования показали, что при использования экзосмеси в виде формованных вставок в сочетании с технологическими добавками (NaF и связующим), вставляемых при ЛГМ в модель прибыли, для эффективного воспламенения смеси требуется некоторый избыток активного восстановителя (Al).
С точки зрения надежности воспламенения в форме при использования смесей в виде формованных вставок для ЛГМ наиболее эф- фективны составы с повышенным содержанием металлического алюминия и кальция в своем составе. При этом их теплотворная способность несколько ниже состава со стехиометрическим соотношением окислителя и восстановителя. Но использование в термите окислителя (к примеру, пигмента железоокисного ТУ 6-10-602-86) с высоким содержанием Fe2O3 позволяет повысить теплотворную способность смеси.
Составы с некоторым избытком активного восстановителя даже при неполном сгорании способны обеспечить достаточный тепловой эффект, обладая высокой способностью к воспламенению в условиях ЛГМ. Однако на практике следует стремиться к использованию экзотермических смесей с составами, близкими к стехиометрическим соотношением окислителя и восстановителя. Так, снижение содержание СК30 до 25 %, позволяет повысить содержание в смеси окалины (оксида железа) и приблизить состав к стехиометрическому, тем самым улучшить полноту сгорания экзотермической смеси. Причем начало протекания экзотермической реакции в форме определяется как температурой расплава, по-ступаемого в прибыль, так и соотношением высоты экзовставки и высоты прибыли, которое может колебаться в пределах 0,3…0,9.
Также следует иметь в виду, что силико-кальций при хранении в измельченном состоянии активно взаимодействует с атмосферой воздуха с образованием оксидных соединений, что резко снижает его активность. Работоспособность смеси в этом случае может быть обеспечена частичной заменой силико-кальция в термите на алюминиевый порошок. Такие составы, имея более низкую теплотворную способность, чем составы с высоким содержанием силикокальция, сохраняют способность к воспламенению и горению в условиях ЛГМ. А правильный подбор соотношения компонентов экзотермической смеси даже в этом случае позволяет держать теплотворную способность на эффективном уровне (не ниже 2500 кДж/кг). В качестве наполнителя в таких смесях целесообразно использовать кварцевый песок, как недорогой и доступный материал.
По результатам проведенных исследований, при литье по газифицируемым моделям можно рекомендовать для практического использования экзотермические смеси со следующим содержанием компонентов:
-
– порошок алюминиевый (АПВ или АПЖ) 6,0…9,0 % мас.;
-
– силикокальций (СК30) 24,0…28,0 % мас.;
-
– окислитель (окалина или пигмент железоокисный) 65…70 % мас.;
-
– натрий фтористый – 0,1…0,6 % мас.
При отсутствии или дефиците силико-кальция допускается использовать составы с повышенным до 20 % содержанием алюминиевого порошка и введением в смесь балластного наполнителя кварцевого песка.
В процессе исследований было установлено, что в качестве окислителя в экзосмеси также эффективно использовать шлам конвертерного производства, в частности, конвертерного цеха Челябинского металлургического комбината. Содержание Fe 2 O 3 в шламе конвертерного производства, как показал количественный рентгенофазовый анализ на дифрактометре Rigaku Ultima-IV с использованием программного обеспечения Rigaku PDXL v.1.8 с подключенной базой данных порошковых дифрактограмм ICDD PDF-2, находится в пределах 95…97 %.
Стоит отметить, что в условиях ЛГМ преимущество имеют насыпные экзовставки в пенополистироловую модель прибыли отливки, так как они не требуют, в отличие от формованных, применения связующих материалов органической или неорганической природы, которые увеличивают объем газов в форме, повышают температуру начала экзотермической реакции, могут ее при больших количествах блокировать, увеличивают массу вставок, что требует большего количества тепла и времени для их прогрева.
Насыпные экзотермические вставки не требуют применения специальной оснастки (стержневых ящиков), оборудования для их формовки и сушильных печей.
По аналогии с насыпными смесями при использовании термита в виде формованных вставок в прибыль в качестве связующих для него возможно использовать органические и неорганические материалы. Как показали лабораторные исследования, целесообразно использовать натриевое жидкое стекло (плотность 1,29…1,32 г/см3) или лигносульфонат технический (плотностью 1,15 г/см3). Содержание связующего следует выдерживать в пределах 5…8 % мас. сверх сухих составляющих. Использование формованных вставок способствует образованию в прибыльной части отливки концентрированной усадочной раковины, что положительно сказывается на качестве отливок склонных к образованию рассеянной усадочной пористости. Насыщения металла прибылей и отливок алюминием и кремнием не зафиксировано.
Выводы
-
1. При ЛГМ за счет газификации модели и последующего пиролиза ее продуктов, протекающих с эндоэффектом, происходит захолаживание заливаемого металла, в том числе, и в прибылях отливок. Кроме того, в литейной форме образуется восстановительная атмосфера из углеводородов. Все это сдвигает начало экзотермической реакции в сторону более высоких температур и снижает ее экзотермический эффект.
-
2. Проведенный дифференциальный термический анализ позволил установить поведение модельного пенополистирола, разных составов экзотермических смесей в защитной среде аргона в диапазоне температур до 1500 °С. Рентгенофазовый анализ дал фазовый и количественный состав окислителей (Fe2O3) разных производств. Наиболее качественными являются пигмент красный железоокисный, а также шлам конвертерного производства Челябинского металлургического комбината с высоким содержанием Fe2O3 – в пределах 93…97 %.
-
3. С учетом особенностей ЛГМ разработан состав экзотермической смеси с теплотворной способностью порядка 3000 кДж/кг, содержащей восстановитель в виде порошков алюминия и силикокальция, а окислитель – оксид железа Fe 2 O 3 . Состав смеси соответствует стехиометрии протекающих реакций. При этом ввод фтористых солей натрия и кальция расширяет температурный интервал экзотермического эффекта реакций.
-
4. Наиболее рационален разогрев металла прибылей отливок изнутри, а не снаружи. Определены 4 основных фактора, обеспечивающих эффективную работу экзотермических смесей, а также два типа экзовставок – насыпные и формованные, которые вводятся непосредственно в модель прибыли. Время начала экзотермической реакции зависит как от температуры заливаемого металла, так и от соотношения высот прибыли и экзовставки.
-
5. Анализ химического состава металла прибыли и подприбыльной части отливок,
полученных с использованием разработанных экзотермических смесей, показал отсутствие насыщения стали 30Л алюминием и кремнием, ее химсостав соответствовал требованиям ГОСТ 977–88. Применение разработанных экзовставок позволяет снизить расход металла на прибыли до 25 %.
Работа выполнялась при финансовой поддержке Министерства образования и науки Российской Федерации в рамках комплексного проекта «Создание высокотехнологичного литейного производства по газифицируемым моделям с использованием экзотермических процессов и наноструктурированных материалов» по договору № 02.G25.31.0183 от 26.04.2016 г. между Министерством образования и науки Российской Федерации и Обществом с ограниченной ответственностью Производственная компания «Ходовые системы» в кооперации с головным исполнителем НИОКТР – Федеральным государственным бюджетным образовательным учреждением высшего профессионального образования «Южно-Уральский государственный университет» (национальный исследовательский университет).
Список литературы Экзотермический разогрев прибылей в литье по газифицируемым моделям
- Гацуро, В.М. Применение экзотермических вставок при производстве стального литья -путь к экономии/В.М. Гацуро, С.А. Вовся//Литье и металлургия. -2008. -№ 2. -С. 131-133.
- Сошкин, В.Е. Улучшение качества литья при применении экзотермических вставок/В.Е. Сошкин//Литейщик России. -2013. -№ 6. -С. 12-13.
- Шуляк, В.С. Литьё по газифицируемым моделям/В.С. Шуляк. -СПб.: НПО «Профессионал», 2007. -408 с.
- Новохацкий, В.А. Малоотходная технология производства стальных отливок с экзотермическими прибылями/В.А. Новохацкий, А.А. Жуков, Ю.И. Макарычев. -М.: Машиностроение, 1966. -64 с.
- Элиот, Д.Ф. Термохимия сталеплавильных процессов/Д.Ф. Элиот, М. Глейзер, В. Рамакришна. -М.: Металлургия, 1969. -252 с.
- Уикс, К.Е. Термодинамические свойства 65 элементов, их окислов, галогенидов, карбидов и нитридов/К.Е. Уикс, Ф.Е. Блок. -М.: Металлургия, 1965. -240 с.
