Электродуговое упрочнение титановых сплавов

Автор: Михеев Анатолий Егорович, Гирн Алексей Васильевич, Ивасев Сергей Сергеевич, Кудымов Владимир Иванович
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Технологические процессы и материалы
Статья в выпуске: 5 (38), 2011 года.
Бесплатный доступ
Одной из наиболее важных задач в современном машиностроении является улучшение механических харак- теристик деталей машин и механизмов. Это вызывает необходимость усовершенствования существующих и разработки новых технологических способов упрочнения конструкционных материалов.
Титановые сплавы, концентрированный источник энергии, электрическая дуга, повышение твердости, износостойкость, коррозионная стойкость
Короткий адрес: https://sciup.org/148176691
IDR: 148176691 | УДК: 629.7.023
Electroarc hardening of titanic alloys
One of the most important problems in modern mechanical engineering is improvement of mechanical charac- teristics of details of cars and mechanisms. For this reasons there appears a necessity to improve existing and work out new technological ways of constructional materials hardening.
Текст научной статьи Электродуговое упрочнение титановых сплавов
Титан является одним из самых перспективных материалов для многих отраслей промышленности. Титан и его сплавы используются там, где главную роль играют высокая удельная прочность и хорошая сопротивляемость коррозии, например в авиации, ракетной технике, химическом машиностроении, судостроении и пр. Однако, обладая рядом высоких физико-химических и механических характеристик, титан и его сплавы имеют низкие износостойкость и антифрикционные свойства (склонность к налипанию и образованию задиров), низкое сопротивление высокотемпературной газовой коррозии [1; 2]. В настоящее время для упрочнения поверхности титановых сплавов применяют различные виды химико-термической обработки. Одним из перспективных процессов упрочнения является азотирование поверхности, которое проводят в среде азота или смеси азота с аргоном при температурах 500…950 °С. При азотировании на поверхности изделия образуется тонкий нитридный слой с повышенным сопротивлением износу, высокой усталостной прочностью и коррозионной стойкостью в ряде сред. Однако недостатком этих способов является низкая производительность, высокая энергоемкость и небольшая глубина упрочненного слоя. Повышенные температуры приводят к росту зерна в изделии, диффузии водорода и ухудшению характеристик пластичности и вязкости.
В связи с этим представляет интерес разработка новых технологий, позволяющих при минимальных затратах энергии и времени формировать на титановых сплавах покрытия с высокими триботехническими свойствами.
Анализ современных методов упрочнения поверхности деталей машин показывает, что наиболее перспективным из них является упрочнение с использованием концентрированных источников энергии (КИЭ). Это обусловлено тем, что основным направлением развития новых методов обработки является стремление повысить скорости нагрева, охлаждения и деформации. Это позволяет увеличить концентрацию дефектов кристаллической решетки обработанных материалов, изменить их распределение и в результате улучшить механические и другие важные для техники свойства материалов.
Под концентрированным потоком энергии обычно подразумевают энергетический поток, воздействующий на локальный участок поверхности с плотностью тепловой мощности более 103 Вт/см2. На практике для упрочнения поверхности чаще всего используют лазерное излучение, электронный луч и плазменные потоки [3–5]. Наряду с достоинствами, перечисленные методы упрочнения поверхности имеют ряд недостатков, к которым можно отнести высокую стоимость оборудования и, как следствие, увеличение стоимости обработки. Для снижения себестоимости обработки металлических поверхностей можно использовать сжатую электрическую дугу, которая по плотности мощности сопоставима с плазменной струей [6].
Проведенные ранее исследования по упрочнению стальных и чугунных материалов сжатой электрической дугой в среде инертного защитного газа (аргона) показали эффективность и производительность такой обработки.
Особенностью упрочнения титановых сплавов, в отличие от сплавов железо–углерод, является небольшое повышение твердости поверхностного слоя за счет механизма структурного упрочнения, достигаемого высокоскоростным нагревом тонкого поверхностного слоя до температур, не превышающих температур фазового превращения, и упрочнения путем поверхностной закалки с получением метастабильно-го фазового состояния. Таким образом, основными механизмами повышения твердости поверхностного слоя при обработке концентрированными источниками энергии являются следующие:
-
1) упрочнение путем нагрева поверхностного слоя до температур, превышающих температуру плавления, с последующей ускоренной кристаллизацией, при которой достигается образование сверхмелкодисперсной кристаллической структуры, аморфного состояния вещества либо иных метастабильных состояний закристаллизованной поверхности;
-
2) упрочнение путем поверхностного легирования слоя на основе протекания микрометаллургических процессов в поверхностном расплаве и диффузионного взаимодействия легирующего компонента в слое с основой сплава в результате оплавления поверхности изделия.
Также при обработке титановых сплавов необходимо учитывать их активное взаимодействие с атмосферой.
Целью данной работы является повышение износостойкости и коррозионной стойкости титановых сплавов электродуговым методом.
Предложен способ поверхностного упрочнения титановых сплавов сжатой электрической дугой.
Установка для упрочнения (рис. 1) состоит из сварочной головки 1 , содержащей неплавящийся электрод 2 . Между электродом и обрабатываемым изделием 3 горит электрическая дуга 4 .
Вода
Азот
Вода
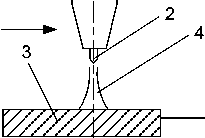
Рис. 1. Схема установки для упрочнения титановых сплавов

Сжатая электрическая дуга, горящая в атмосфере азота, перемещается по обрабатываемой поверхности со скоростью V и осуществляет практически мгновенный локальный нагрев верхнего слоя изделия. Одновременно с нагревом происходит насыщение поверхностного слоя азотом за счет высокой скорости диффузии азота в поверхность титана. В результате сверхскоростного нагрева и охлаждения за счет кондуктив-ного теплообмена, а также поверхностного азотирования на изделии образуется слой в виде дорожки с высокой микротвердостью и коррозионной стойкостью.
Плотность мощности электрической дуги составляет q ≥ 103 Вт/см3, сила тока I – 60…200 А, напряжение U – 35…45 В, скорость обработки V – 0,005 … 0,03 м/с, расход азота Q – 50…100 л/мин. Диаметр пятна нагрева при этом составляет 3…8 мм.
Способ позволяет обрабатывать изделия как плоской, так и цилиндрической формы. Обработка может производиться как с перекрытием дорожек, так и с шагом между ними.
Объектом исследования служили титановые сплавы ВТ1-0 ВТ6 и ВТ-16. Образцы представляли собой пластины с размерами 50 х 40 х 7 мм и обрабатывались как с оплавлением, так и без оплавления поверхности.
Микроструктуру и величину зерен изучали на оптическом микроскопе ЛабоМЕТ. Границы зерен выявлялись электролитическим травлением шлифов в растворе следующего состава: HCl – 150 мл, HNO3 – 150 мл, HF – 150 мл, H2O – 450 мл.
Микротвердость определяли на приборе ПМТ-3 с нагрузкой 1 МПа. Износостойкость оценивали на машине трения по величине абразивного износа по стандартной методике.
Коррозионные испытания упрочненных и неуп-рочненных образцов титановых сплавов проводили в 5%-м растворе HCl в течение шести суток при комнатной температуре.
Исследования структуры упрочненных образцов титана показали, что зона нагрева имеет достаточно четкую границу раздела основного металла и упрочненного слоя (рис. 2).
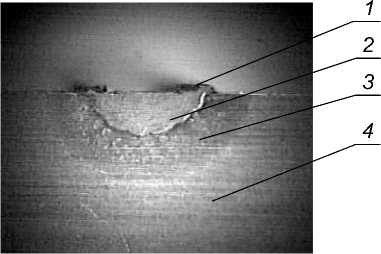
Рис. 2. Поперечный микрошлиф титанового сплава ВТ6
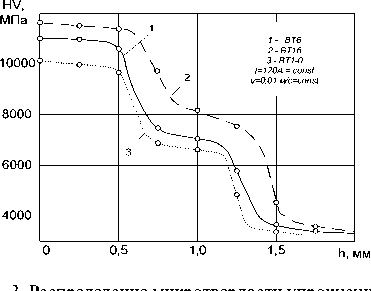
В результате обработки на поверхности титана формируется многослойная структура с высокой микротвердостью, состоящая из слоя нитрида титана 1 , слоя диффузионного насыщения 2 и слоя термического влияния 3 , плавно переходящего в основной объем материала 4 . Поверхностный слой, имеющий характерный золотистый цвет, содержит наряду с нитридом титана включения окисидной и гидридной фазы. Микротвердость составляет от 9…12 ГПа, при исходной микротвердости около 4 ГПа. Глубина упрочненного слоя достигает 1,5 мм (рис. 3). Ширина дорожки за один проход составляет 2…6 мм.
Экспериментально установлено, что при режимах обработки V = 0,005…0,01 м/с и силе тока 100…200 А наблюдается качественная упрочненная поверхность с максимальной глубиной.
Рис
слоя различных сплавов
..
Максимальная микротвердость поверхностного слоя наблюдается при скорости до 0,01 м/с и силе тока до 120 А. При увеличении скорости обработки более 0,03 м/с и уменьшении силы тока менее 80 А снижается толщина и микротвердость упрочненного слоя вследствие недостаточного времени термодиффузии и невысокой температуры нагрева. При уменьшении скорости обработки менее 0,005 м/с и увеличении силы тока свыше 150 А происходит ухудшение качества поверхности, образование пор и трещин.
а
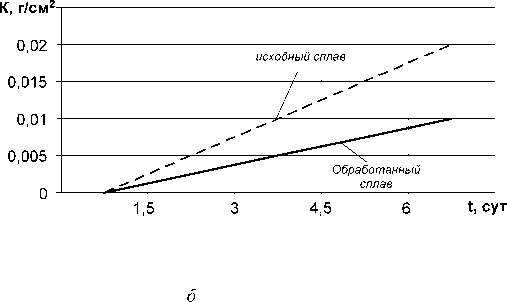
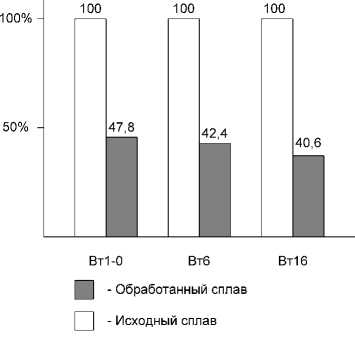
Рис. 4. Результаты исследования износостойкости ( а ) и коррозионной стойкости ( б )
Оптимальный расход газа 90 л/мин. При меньшем расходе газа уменьшается количество образовавшегося нитрида титана, при большем расходе – нарушается стабильность горения электрической дуги и происходит разбрызгивание расплавленного металла.
На основании оптимального режима были установлены зависимости микротвердости упрочненного слоя по глубине упрочнения для трех сплавов титана: ВТ1-0, ВТ6 и ВТ16 (см. рис. 3).
Исследована износостойкость и коррозионная стойкость образцов с поверхностью, обработанной электрической дугой (рис. 4). Выявлено существенное повышение износостойкости (рис. 4, а ) и коррозионной стойкости (рис. 4, б ).
Таким образом, химико-термическая обработка с применением концентрированного источника энергии является перспективным направлением для повышения износостойкости титановых сплавов. Достигнуто увеличение микротвердости в 2,3 раза по сравнению с исходными образцами. Износостойкость увеличилась в среднем на 50 %. Уменьшились коррозионные потери.
