Электроимпульсная обработка деталей с повышенной твердостью

Автор: Блохинцев А.А., Резюков И.В., Полынов А.А.
Журнал: Теория и практика современной науки @modern-j
Рубрика: Математика, информатика и инженерия
Статья в выпуске: 4 (22), 2017 года.
Бесплатный доступ
Статья посвящена разработке экспериментальной установки по определению принципиальной возможности и перспективности применения новой электроразрядной импульсной технологии для расширения отверстий во вскрытых заготовках из труднообрабатываемых природных материалов. Результатом экспериментальных исследований явилось создание автомата, позволяющего калибровать отверстия в заготовках микроинструмента.
Калибровка капиллярных отверстий, электроимпульсная технология
Короткий адрес: https://sciup.org/140271438
IDR: 140271438
Electropulse processing details with high hardness
The article is devoted to the development of a pilot installation on the definition of the concept of capabilities and prospects of the application of new technology to enhance pulse discharge holes in workpieces of hard-machinable materials revealed natural materials. The result was the creation of pilot studies, which allows you to calibrate the holes in workpieces microtools.
Текст научной статьи Электроимпульсная обработка деталей с повышенной твердостью
Все большее применение в промышленности точного машино- и приборостроения находят детали из естественных природных материалов таких как керамика, кварц, ферриты, ситаллы, различные технические камни и другие. Высокая прочность и износостойкость деталей из таких материалов, выгодно отличает их от подобных, изготовленных из металлических и пластмассовых конструкционных материалов. Естественно-природное происхождение их, также в значительной степени упрощает и снижает экологический ущерб при утилизации пришедших в негодность деталей, заготовок, инструмента, а также твердых производственных отходов при их изготовлении.
Однако такие свойства естественных природных материалов, как твердость, прочность, износостойкость осложняет процесс их обработки традиционным лезвийным инструментом, включая и твердосплавный. Особенно это обстоятельство затрудняет процесс изготовления и калибровки точных отверстий, диаметр которых не превышает нескольких десятков микрон. Использование электроимпульсной технологии [1] для калибровки малых отверстий в труднообрабатываемых диэлектрических материалах позволило в значительной мере увеличить производительность труда, повысить качество изделий автоматизировать и снизить трудоемкость самого процесса калибровки.
Основным результатом технологической операции калибровки является точное отверстие. Точность отверстия определяется такими его характеристиками, как диаметр, округлость (совпадение в пределах допусков диаметров по двум взаимно перпендикулярным осям в плоскости, перпендикулярной оси отверстия) и цилиндричность. Кроме того, важными характеристиками капиллярного отверстия, определяющими его качество, являются шероховатость (чистота) и пористость внутренней поверхности.
В данной работе в качестве экспериментальных образцов использовались заготовки микроинструмента КТ-5 и КТР-2, используемого для термокомпрессионной сварки при автоматической сборке интегральных микросхем. Заготовки КТ-5 изготовляются из плотной керамики ВК100-2 на основе окиси алюминия, заготовки КТР-2 являются комбинированными: основной объем - окисная керамика ВК100-2, вставка с капиллярным отверстием - синтетический корунд «Рубин-10» ГОСТ 22029-76.
Важнейшие показатели ВК100-2 и «Рубина-10» одинаковы или близки, что позволяет применить к ним сходные методы электрофизической обработки.
Начальные размеры диаметра d обрабатываемого отверстия находятся в пределах 15...25 мкм. При этом о диаметре приходится говорить условно, так как отверстия имеют в основном неправильную форму с рваными краями.
Начальные отверстия изготавливаются следующим способами: в керамических заготовках формируются знаками и вскрываются, в заготовках из синтетического корунда - сверлением с помощью лазерной установки. В результате калибровки предварительно сформированных отверстий в заготовках микроинструмента должны быть получены точные отверстия со следующей номенклатурой диаметров: 35 мкм, 38 мкм, 45 мкм, 48 мкм, 60 мкм.
Допуск по диаметрам готовых изделий, изготавливаемым на основе существующих технологий, составляет +6 мкм.
Для решения задач данной работы необходимо экспериментально разрешить ряд конкретных вопросов:
-
1) определить область энергетических характеристик импульсных дуг, применяемых для калибровки капиллярных отверстий в керамике и синтетическом корунде;
-
2) исследовать зависимость технологических характеристик расширяемого отверстия от энерговклада в «инструмент» - импульсную дугу и сравнение этой зависимости с теоретически полученной.
Для реализации поставленных задач, прежде всего, была определена принципиальная возможность применения импульсной дуги для расширения отверстий малого диаметра в труднообрабатываемых диэлектрических материалах. Для этой цели была создана экспериментальная лабораторная установка, блок-схема которой изображена на рис1.
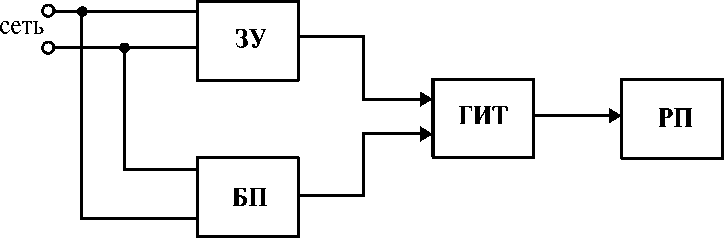
Рис.1. Блок-схема лабораторной установки.
Установка состоит из трех блоков: зарядного устройства ЗУ, генератора импульсов тока ГИТ, блока поджига БП.
Разрядный промежуток (РП) представляет собой двухэлектродную систему типа «игла - плоскость». В данной системе «иглой» служит знак, на который надевается исследуемая заготовка.
Для определения принципиальной возможности применения электроимпульсной технологии для калибровки отверстий в качестве экспериментальных образцов использовались керамические заготовки микроинструмента КТ-5. Каждый образец предварительно исследовался под микроскопом МБС-10 или фотографировался на установке ММР-2Р. Производился замер вскрытого отверстия и обследовалось состояние торцевой поверхности заготовки. Затем образец устанавливался в разрядный промежуток, обрабатывался импульсным разрядом, после чего производилось измерение диаметра полученного отверстия.
Из данных измерений и сравнения с результатами калибровки отверстий механическим способом был сделан вывод о принципиальной возможности и перспективности применения новой импульсной технологии для расширения отверстий во вскрытых заготовках из труднообрабатываемых материалов, целесообразности продолжения исследований в данном направлении с целью установления количественных закономерностей.
Для достижения этой цели была создана полуавтоматическая экспериментальная установка «Игла-2» калибровки вскрытых отверстий в керамических заготовках, при проектировании которой для выбора параметров элементов ее силовой части были использованы соображения и формулы изложенные в [2].
Экспериментальная проверка полученных в [2, 3] соотношений проводилась при калибровке отверстий в заготовках микроинструмента из синтетического корунда «Рубин-10» ГОСТ 22029-76. Исходя из начальных (до воздействия) размеров отверстий (l =10-3 м; r0 = 12.10-6 м), допустимых значений тока - до 150 А и напряжения - до 25 кВ, величины индуктивности разрядного контура 1 мкГн, емкость конденсаторов ЕНЭ выбрана равной 440.10-12 Ф. Ограничения по току определяются максимально допустимым газокинетическим давлением на стенки капиллярного отверстия, а по напряжению - размером разрядного промежутка и ограничением по току.
Результатом экспериментальных исследований явилось создание автомата [4], позволяющего калибровать отверстия в заготовках микроинструмента.
Установка состоит из обрабатывающей станции и системы контроля качества отверстий. Обрабатывающая станция включает в себя систему автоматической подачи заготовок и высоковольтное устройство. Система контроля качества отверстий состоит из измерительного и микропроцессорного управляющего устройств.
Измерительное устройство представляет собой видеомикроскоп, состоящий из оптической части, телевизионной камеры, видеомонитора и электронного блока обработки измерительной информации и представления результатов измерения в цифровом виде на экране монитора. Устройство определяет величины диаметров отверстия по двум взаимно перпендикулярным направлениям и выводит информацию на экран монитора одновременно с изображением измеряемого отверстия.
Работой установки можно управлять, набирая определенные команды на клавиатуре, которая находится на обрабатывающей станции.
Установка позволяет увеличить производительность при улучшении качества отверстий. Если при обработке по традиционной технологии норма времени на изготовление одного отверстия диаметром 60 мкм равна 27 минутам, то при электрофизической калибровке производительность составляет 3 отверстия того же диаметра в минуту при стопроцентном контроле изделий.
Список литературы Электроимпульсная обработка деталей с повышенной твердостью
- А.с. 1685046 СССР, МКИ 5 В 28 D 1/00. Способ изготовления отверстий малого диаметра. И.Д.Ахметзянов, И.П.Верещагин, И.В.Резюков. Опубл. в 1991.- 2 с.
- Калихман С.А., Резюков И.В. Электроимпульсная калибровка капиллярных отверстий. - Чебоксары: Труды Академии электротехнических наук Чувашской Республики, №1 - 2, 1999. С. 128 - 133.
- Резюков И.В. Методология моделирования электрофизической калибровки отверстий. / Энергетика и электротехника: актуальные проблемы и решения. Сборник научных трудов. - Чебоксары: Изд. ЧГУ. 2007. С. 189 - 195.
- Резюков И.В. Реализация способа электроимпульсной калибровки отверстий - Чебоксары: Труды Академии электротехнических наук Чувашской Республики, №1, 2009. С. 101 - 106.
