Электроосаждение бинарных сплавов на основе железа для упрочнения деталей машин

Автор: Серебровский В.И., Гнездилова Ю.П.
Журнал: Вестник аграрной науки @vestnikogau
Рубрика: Ремонт и органиация технического сервиса
Статья в выпуске: 1 (16), 2009 года.
Бесплатный доступ
В статье приведены способы электроосаждения сплавов железа-молибдена, железа-вольфрама, железа-фосфора с применением ассиметрии переменного тока. Результаты исследований могут использоваться для получения покрытий высокого качества при упрочнении и восстановлении деталей машин.
Короткий адрес: https://sciup.org/147123373
IDR: 147123373 | УДК: 621.726:539.26
Текст научной статьи Электроосаждение бинарных сплавов на основе железа для упрочнения деталей машин
В статье приведены способы электроосаждения сплавов железа - молибдена , железа - вольфрама , железа - фосфора с применением ассиметрии переменного тока . Результаты исследований могут использоваться для получения покрытий высокого качества при упрочнении и восстановлении деталей машин .
Сплавы железо-молибден и железо-вольфрам
Значительный интерес для промышленности представляет применение электроосажденных сплавов на основе железа. Одними из наиболее эффективных легирующих элементов являются молибден и вольфрам, оказывающие наиболее резко выраженное воздействие на улучшение свойств стали.
Исследования А.Т. Ваграмяна, М.А. Ш лугера, М.М. Пасечника, А.Т. Васько и др. указывают на то, что при легировании молибденом и вольфрамом электролитических металлов получаются сплавы с высокими механическими свойствами. Однако исследованию свойств электролитических сплавов молибдена и вольфрама с наиболее распространенным и дешевым элементом – железом – посвящено крайне незначительное количество работ, причем, имеющиеся сведения зачастую носят противоречивый характер. Детальное решение этого вопроса будет способствовать получению покрытий высокого качества для упрочнения и восстановления деталей машин.
Для определения условий электролиза, обеспечивающих получение износостойких железомолибденовых и железо-вольфрамовых покрытий, применялась методика планирования экспериментов. В качестве плана многофакторного эксперимента был принят латинский квадрат. Ш есть первичных факторов: показатель асимметрии тока ( в ), плотность катодного тока ( Дк ), концентрация легирующей соли ( С л . с . ), кислотность электролита ( рН ), концентрация лимонной кислоты ( Сл ), температура электролита (t) варьировались на пяти уровнях ( табл .1).
Таблица 1 – Значения уровней первичных факторов
|
Значение факторов |
Разме рность |
Уровни первичных факторов |
||||
|
1 |
2 |
3 |
4 |
5 |
||
|
в |
А/дм2 |
3 |
4 |
5 |
6 |
7 |
|
Д к |
20 |
30 |
40 |
50 |
60 |
|
|
С |
кг/м3 |
0,2 |
0,5 |
0,8 |
1,1 |
1,4 |
|
рН |
- |
0,6 |
0,7 |
0,8 |
0,9 |
1,0 |
|
С л |
кг/м3 |
2 |
3 |
4 |
5 |
6 |
|
t |
° С |
20 |
30 |
40 |
50 |
60 |
Обработка результатов экспериментов производилась путем группировки данных по значениям каждого фактора. Поэтому при усреднении все прочие факторы, кроме того, по которому произведена группировка, уравнивались. Следовательно, результаты зависели только от одного рассматриваемого фактора при средних значениях остальных. В дальнейшем производилась группировка исходных данных по значениям второго фактора, что позволило найти вторую частную зависимость результата от второго фактора, затем частную зависимость от третьего фактора и т.д. Окончательная эмпирическая формула получилась как сумма и произведение частных эмпирических формул.
Испытания по определению величины износа образцов проводились на машине трения СМЦ -2 по схеме : вращающийся ролик - колодка в условиях , близких к граничному трению , и при трении без смазки . Контробразцами служили колодки из серого чугуна СЧ 18 и бронзы Брс 30. Площадь соприкасающихся поверхностей образцов составляла 2 см 2. Образцы прирабатывались до стабилизации момента трения и температуры . Износ определялся по потере массы образцами .
Наиболее износостойкие железо - молибденовые покрытия получены при следующих условиях электроосаждения : показатель асимметрии – 6, катодная плотность тока – 40 А / дм 2, температура электролита – 40 ° С , кислотность электролита рН – 0,8 – 1,0; концентрация лимонной кислоты – 4,5 кг / м 3; концентрация молибдата аммония – 0,6-1,0 кг / м 3. Оптимальная концентрация хлорида железа 350 – 400 кг / м 3 [6].
Оптимальные условия для железо вольфрамовых покрытий следующие : хлорид железа – 300 кг / м 3; натрий вольфрамово - кислый – 4 кг / м 3; лимонная кислота – 8 кг / м 3, температура электролита – 40 ° С , кислотность электролита рН – 1,0, плотность тока 30 А/дм2 [7].
Результаты сравнительных испытаний на износ показали, что износостойкость железо-молибденовых покрытий к стали 45 составила 176 % при трении в паре с чугуном и 194 % в паре с бронзой.
Износостойкость железо-вольфрамовых покрытий на 72 % выше износостойкости закаленной стали 45 при трении с чугуном и на 85 % больше при трении с бронзой .
При трении без смазки железо-молибденовые и железо-вольфрамовые покрытия превосходят износостойкость железных покрытий в 1,87...1,95 раза.
Металлографические исследования показали, что электролитические железо-молибденовые и железовольфрамовые покрытия имеют ярко выраженную слоистую структуру (рис. 1). Толщина слоев достигает нескольких десятков и даже сотен микрометров.
Причиной образования слоистой структуры покрытий, по-видимому, является периодическое защелачивание прикатодного пространства и, соответственно, периодическая кристаллизация гидрооксида железа.
Термообработка сплавов до температуры 673 К приводит к практическому исчезновению слоистости, но на микротвердость покрытий заметного влияния не оказывает.
Fe-Mo
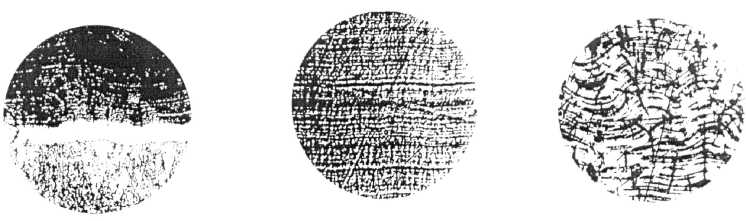
Мо = 0,5 % Мо = 1,0 % Мо = 1,5 %
Fe-W
W = 1 % W = 2 % W = 3 %
Рисунок 1 - Микроструктуры электроосажденных сплавов железо-молибден и железо-вольфрам ( х 450)
Сплав железо-фосфор
Электролитические сплавы железа с фосфором благодаря своим особым эксплуатационным свойствам привлекают все больше внимание промышленности. Процесс осаждения железофосфорного покрытия на переменном асимметричном токе отличается высокой производительностью и малой стоимостью [1].
Для осадков железа характерными признаками структуры являются слоистость, пористость и волокнистость. В зависимости от условий электролиза структура покрытий принимает тот или иной вид.
Асимметричный ток существенно влияет на протекание многих электролитических реакций. Концентрация ионов железа в прикатодном слое увеличивается, что позволяет повысить рабочую плотность тока, а применение гипофосфита натрия несколько активирует поверхность катода, увеличивая скорость осаждения. Скорость возникновения центров кристаллизации опережающе растет по сравнению со скоростью формирования самих кристаллов, а это приводит к образованию мелкокристаллической структуры.
Оптимальные условия для железо-фосфорных сплавов следующие: хлорид железа – 350…400 кг/м3; гипофосфид натрия – 10…12 кг/м3; температура электролита – 303…313 К; кислотность электролита рН – 1,0; показатель асимметрии тока – 6; катодная плотность тока – 35…40 А/дм2.
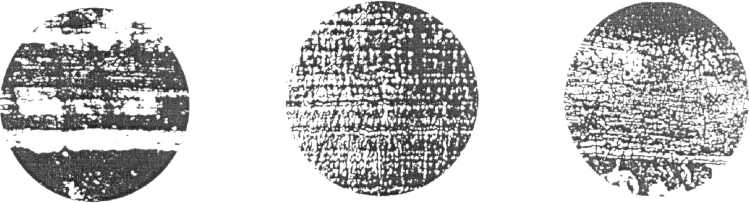
Микроструктура железо-фосфорных осадков имеет ярко выраженную слоистость (рис.2).
Это объясняется тем, что в процессе электролиза прикатодное пространство обедняется ионами водорода, разряжающимися на катоде, и происходит его защелачивание. При этом образуется практически нерастворимый гидрооксид железа, который постепенно накапливается в прикатодном пространстве до возможного максимума насыщения, и адсорбируется на поверхности осаждающегося металла, что вызывает перерыв в росте кристаллов железа. Затем процесс повторяется.
а) б) в)
Рисунок 2 - Микроструктура железо-фосфорного сплава (поперечный шлиф х 350), полученного при различном содержании фосфора в покрытии: а) 1 %; б) 2 %; в) 3 %
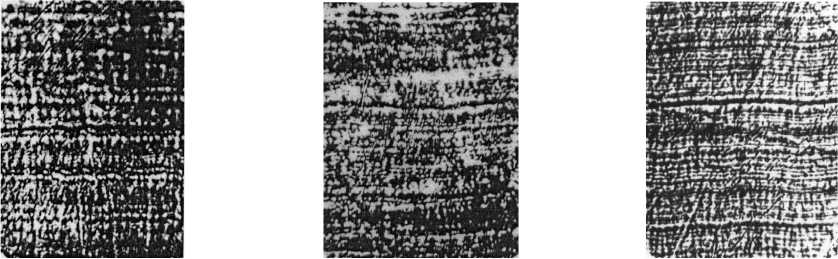
а) б) в)
Рисунок 3 – Микроструктура железо-фосфорных покрытий (поперечный шлиф × 350), подвергнутых различной температуре термообработки: а) 473 К; б) 573 К; в) 673 К
При термообработке слоистость железофосфорных осадков исчезла (рис. 3в). На это также указывает автор [2]. В пересыщенном растворе образуется химическое соединение, в результате чего на поверхности формируется монолитный упрочненный диффузионный слой.
С увеличением температуры термообработки микротвердость железо-фосфорного покрытия увеличивается [2]. При нагреве покрытия с 473 К до 673 К его микротвердость изменяется с 7800 МПа до 14000 МПа (рис. 4).
Судя по ширине линий на рентгенограммах, можно считать, что исходный сплав и термообработанный при температурах до 623 К находятся также в псевдоаморфном состоянии. Непосредственно после осаждения сплав является метастабильным, а после термической обработки при 673 К выделяется избыточный фосфор, образуя химическое соединение–фосфид железа Fe 3 P. После термической обработки сплав представляет собой смесь кристаллического железа и фосфида железа
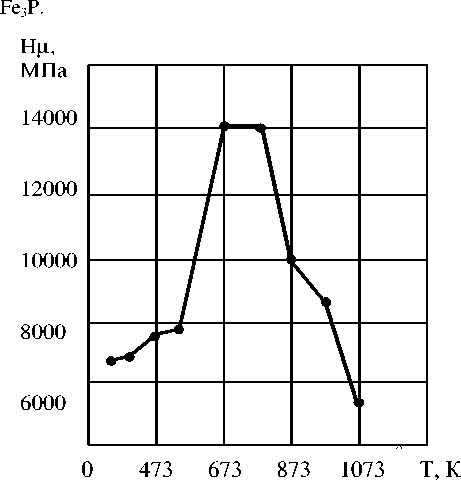
Рисунок 4 – Зависимость микротвердости железофосфорных покрытий от температуры термообработки
В процессе электролиза происходит образование железо-фосфорного сплава при температурах ниже температуры плавления и рекристаллизации в металлургических сплавах, поэтому полученный электролитический сплав оказывается в неравновесном состоянии. Так как диффузия при температурах осаждения сплава осуществляется с ничтожно малой скоростью , то равновесие не успевает установиться и образуются пересыщенные твердые растворы.
Результаты рентгеноструктурного анализа полностью согласуются с результатами измерения микротвердости. На рентгенограммах образцов, не подвергнутых термообработке, проявляются сильно размытые линии (галло), соответствующие сильно пересыщенным растворам. После термообработки при температуре 673 К четко обнаруживается эффект «старения», при котором происходит выделение из пересыщенного раствора фосфида Fe 3 P. Кроме того, обнаруживаются линии, принадлежащие объемноцентрированной решетке, характерной для твердого раствора фосфора в α -железе.
Дальнейшее повышение температуры до 973 К приводит к росту кристаллов, что сказывается на снижении микротвердости железо-фосфорного сплава.
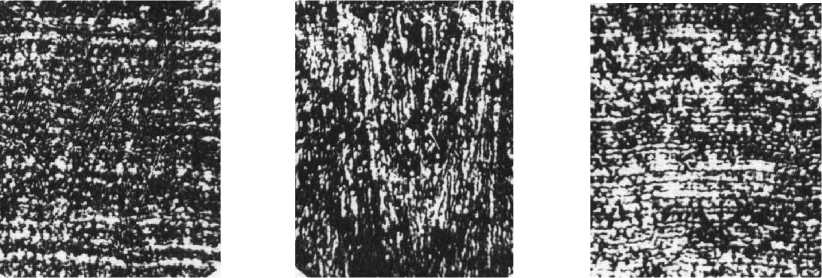
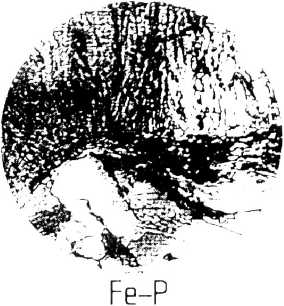
Термообработка железо-фосфорных покрытий оказывает положительное влияние и на их сцепляемость с основным металлом. Микроструктурное исследование переходной зоны (покрытие – основной металл), показало, что рост температуры термообработки приводит к полному сращиванию покрытия с основным металлом. В исходном состоянии видна четкая переходная зона, которая при росте температуры все более размывается и при 1173 К полностью исчезает (рис. 5).
Покрытия, содержащие фосфор, прочно удерживаются на поверхности образца при нагреве его до 1173 К, а появившиеся микротрещины не увеличиваются в своих размерах.

Fp-P
Без нагрева
773 К
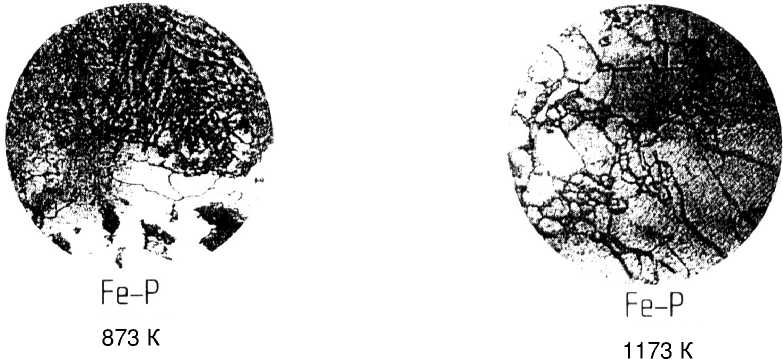
Рисунок 5 - Микроструктуры переходных зон железо-фосфорных сплавов ( х 450)
Выводы
-
1. Предложены новые способы электроосаждения сплавов железо-молибден, железо-вольфрам и железо-фосфор с применением асимметричного переменного тока. Скорость электроосаждения – 0,27…0,32 мм/ч. Содержание молибдена в покрытии 1,4…1,6 %, вольфрама 2,5…3,0 %, фосфора 2,8…3,2 %.
-
2. Термообработка сплавов при температуре 673 К и выдержке в течение часа приводит к резкому повышению микротвердости железо-фосфорных покрытий до 14000МПа. Для железо-молибденовых и железо-вольфрамовых покрытий заметного увеличения микротвердости не происходит.
Список литературы Электроосаждение бинарных сплавов на основе железа для упрочнения деталей машин
- Способ электролитического осаждения сплава железо-фосфор/Серебровский В.И., Серебровская Л.Н., Коняев Н.В. и др.//Патент на изобретение №2164560, 2000. -6 с.
- Гладченко, В.Я. Исследование физико-механических свойств железо-фосфорного сплава, полученного из хлоридных электролитов применительно для автотракторных деталей: автореф. канд. дис./В.Я. Гладченко. -Харьков, 1972. -16с.
- Определение содержания фосфора и выхода металла по току при формировании гальванического железо-фосфорного покрытия, осажденного на переменном асимметричном токе [Текст]/В.Н. Гадалов, Н.В. Коняев, В.И. Серебровский и др.//Сварка и родственные технологии в машиностроении и электронике. -Курск: КГТУ, 2002. -Выпуск 4. -С. 86 -92.
- Гадалов В.Н., Коняев Н.В., Серебровский В.И. Вопросы термообработки железо-фосфорного покрытия, полученного на переменном асимметричном токе [Текст]/В.Н.Гадалов, Н.В.Коняев, В.И.Серебровский//Медико-экологические информационные технологии-2002, Курск: КГТУ, 2002. -С. 179 -185.
- Упрочнение деталей транспортных машин гальваническими покрытиями [Текст]/В.Н. Гадалов, В.И. Серебровский, Н.В. Коняев и др.//Сварка и родственные технологии в машиностроении и электронике. -Курск: КГТУ, 2003. Выпуск 5. -С. 86 -92.
- Способ электролитического осаждения сплава железо-молибден./В.И. Серебровский и др.//Патент на изобретение № 2174163, 2001. -6 с.
- Способ электролитического осаждения сплава железо-вольфрам./В.И. Серебровский и др.//Патент на изобретение № 2192509, 2002 -6 с.
