Этапы обработки при восстановлении запорных деталей трубопроводной арматуры

Автор: Скрябин Владимир Александрович
Журнал: Инженерные технологии и системы @vestnik-mrsu
Рубрика: Технические науки
Статья в выпуске: 2, 2016 года.
Бесплатный доступ
Введение. В практике производства и ремонта трубопроводной арматуры притирку (доводку) принято считать одной из важнейших технологических операций. С помощью данной финишной операции решается главная задача - обеспечение герметичности затвора. Причина большинства проблем, возникающих при достижении герметичности заключается в недостаточно качественной притирке уплотнитель-ных поверхностей. Однако следует отметить, что эффективность ее применения зависит не только от точности соблюдения рекомендованных условий и режимов процесса. Важнейшее значение имеют этапы формирования качества и предшествующие притирке операции обработки уплотнений. Если они выполнены некачественно, то эффективность проведения операций притирки будет низкой. Материалы и методы. В статье освещена растущая потребность в улучшении качества, повышении производительности и увеличении долговечности и надежности машин и изделий. Качество выполнения доводочной операции оценивается по следующим критериям: точность размера; погрешность формы; показатели волнистости поверхности; показатели шероховатости поверхности; светоотража-тельная способность и качественные характеристики поверхностного слоя. Главной задачей в процессе восстановления корпуса клиновой задвижки является обеспечение герметичности затвора. К ее выполнению предъявляются следующие требования: малые шероховатость поверхности, отклонение формы и расположения. При этом уплотнительная поверхность корпуса клиновой задвижки должна быть однородной и без дефектов. Результаты исследования. Для того чтобы достичь заданной шероховатости уплотнительной поверхности, траектория движения инструмента должна иметь определенный характер. Поскольку на данном станке получение заданных параметров качества для всей площади обрабатываемой поверхности является главной задачей, инструмент совершает сложное вращательное движение, которое состоит из главного движения (вращение диска, на котором закреплен инструмент, независимо от двигателя); движения, обеспечивающего равномерную обработку (вращение инструмента вокруг своей оси). Для решения этой задачи также определяется траектория движения инструмента и выполняется расчет по определению угловой скорости инструментальной головки (притирка). Обсуждение и заключения. Результаты проведенных теоретических и экспериментальных исследований способа обработки уплотнительных поверхностей, а также разработанные на их основе рекомендации по выбору эффективных режимов и условий обработки позволили модернизировать технологический процесс абразивной доводки. Таким образом, применение прогрессивной технологии (доводочная операция со сложным движением инструмента относительно обрабатываемой поверхности) и модернизация станка обеспечивают достижение параметра шероховатости Ra = 0,08 мкм, отклонения от плоскостности и прямолинейности поверхности - в пределах 80-90 % площади, проверяемой плитой «на краску», а также отсутствие на подлежащей притирке поверхности забоин, вмятин, царапин глубиной > 0,2 мм. Полученные данные свидетельствуют о возможности широкого применения способа финишной обработки уплотнительных поверхностей для различных видов ремонта запорной арматуры.
Параметры качества доводочной операции, притирка, восстановление корпуса клиновой задвижки, траектория движения инструмента, угловая скорость инструментальной головки
Короткий адрес: https://sciup.org/14720211
IDR: 14720211 | УДК: 62-3:621.646 | DOI: 10.15507/0236-2910.026.201602.228-245
The processing steps in the renew of plug-forming details of pipeline fittings
Introduction. In production and repairs of pipeline armature grinding (debugging) is considered as one of the major technological operations. The main task is the providing of impermeability of breech-block. Whatever problems did not arise up in the achievement of impermeability, diagnosis of reason, practically, always one - the process of grinding in of fine surfaces is well not enough conducted. There is a large stake of truth in such answer, however, its not all and problem not only in grinding in. Grinding in is the finish operation of polishing of compressions and effective of its application depends not only on the exact observance of the recommended terms and modes of process. A major value of the the stages is the forming of quality and preceding to grinding in of the operation of treatment of compressions. If prior actions are executed off grade, then efficiency of realization of portable radio operations of grinding in will be. Materials and Methods. To the article a growing requirement is driven in the improvement of quality, increment of productivity and increment of longevity and reliability of machines and wares. The process of grinding (polishing) in allows to get the surfaces of processed details with high quality descriptions. Quality of implementation of finishing operation is estimated on following criteria: it is exactly in size, it is an error of form, they are indices of waviness of surface, indices of roughness of surface, the light reflecting ability and quality descriptions of surface layer. For renewal of corps of wedge bolt by a main task providing of impermeability of breech-block. For its implementation hard requirements are produced, namely; a small roughness of surface, form and location. Thus fine surface of corps of wedge bolt must be homogeneous. Results. In order to attain the set roughness of fine surface, the trajectory of motion of instrument must have certain character. Because on this machine-tool a receipt of preset parameter of quality on all area of the processed surface is the main task of instrument accomplishing difficult rotatory motion that consists of: main motion is this rotation of disk on that instrument, is envisaged, directly from an engine; motion providing even treatment is this rotation of instrument about the axis. For the decision of this task the trajectory of motion of instrument is determined and a calculation is executed on determination of angulator of instrumental head. Discussion and Conclusions. Results conducted theoretical and experimental research method of treatment of sealing surfaces, and also developed on the basis of recommendation on the choice of the effective mode and conditions treatment allowed to modernize the technological process of the abrasive polishing. Thus, application of the modernized technology (finishing operation with difficult motion of instrument relatively processed surfaces) as compared to base provides the achievement of parameter roughness of Ra = 0,08 micrometer. The obtained data testify the possibility of wide application method of finishing treatment of surfaces for the once-personal types of repair plug-forming.
Текст научной статьи Этапы обработки при восстановлении запорных деталей трубопроводной арматуры
Одной из ведущих тенденций современного машиностроительного производства является обеспечение качественных показателей поверхностей обрабатываемых деталей, влияющих на герметичность трубопроводной арматуры. Прогрессивным методом финишной обработки уплотнительных поверхностей запорных деталей трубопроводной арматуры является абразивная доводка, в процессе которой удаление материала деталей осуществляется с помощью незакрепленного шлифовального материала в виде пасты, размещенной на поверхности инструмента – притира. В этом случае процесс стружкообразования называется микрорезанием, аналогично шлифованию и другим видам обработки связным абразивом: под действием силы Р , действующей на притир, вершины абразивных частиц вдавливаются в поверхность обрабатываемой детали, а при продольном перемещении производят процесс царапания, т. е. микрорезание материала.
Поскольку абразивные частицы имеют разные размеры и находятся над поверхностью притира на различных уровнях, микрорезание выполняют только наиболее крупные и высокие их вершины; остальные производят исключительно упругое и пластическое деформирование.
Процесс доводки позволяет получить поверхности обрабатываемых деталей с высокими качественными характеристиками, к критериям оценивания которых относятся точность размера, погрешность формы, показатели волнистости поверхности, показатели шероховатости поверхности, светоотражательная способность 230
и качественные характеристики поверхностного слоя.
В большинстве случаев считается приемлемым, если предшествующими абразивной доводке операциями обеспечивается шероховатость не ниже Rа = 0,63 мкм, а погрешность формы – в пределах Δ = 25–45 мкм. Припуск на обработку на сторону назначается в зависимости от требуемых параметров качества. Так, значения припуска могут варьироваться от 0,05 до 0,001 мм, а значения получаемой шероховатости – от 0,63 до 0,02 мкм.
В результате исследований было установлено, что большое влияние на производительность и качество доводочной операции оказывает кинематика движения притира относительно неподвижной обрабатываемой поверхности, а также площадь их контактирования.
Материалы и методы
Технологические операции и оборудование процесса восстановления запорных деталей трубопроводной арматуры
Технологические процессы обработки уплотнительных поверхностей отличаются в зависимости от этапа использования запорных деталей трубопроводной арматуры. Рассмотрим технологический процесс мелкого ремонта корпуса клиновой задвижки, в частности восстановление уплотнительных поверхностей.
Главной задачей в данном случае является герметичность затвора, для достижения которой необходимо обеспечение малых шероховатости поверхности, отклонений формы и расположения. При этом уплотнительная поверхность корпуса клиновой задвижки должна быть однородной и без дефектов. К базовым операциям мелкого ремонта относят: шлифование и доводку (притирку).
Необходимо отметить, что все ис- следования, технологические и конструкторские разработки выполнялись автором впервые с помощью магистров и инженерно-технических работников на ООО «ГАКС-РЕМ-АРМ» (г. Пенза).
Шлифование и доводка
Шлифование выполняется для восстановления поверхностного слоя, поскольку в процессе эксплуатации корпуса клиновой задвижки на уплотнительных поверхностях могут образовываться трещины, забоины, впадины, а также другие дефекты, размер которых не должен превышать 0,2 мм.
Шлифование производят переносным станком для шлифования и при- тирки с использованием соответствующего блока инструментов [1–4].
Длительность шлифования определяется по формуле:
t • T n
Q
где t – время шлифования; T п – припуск на обработку (зависит от состояния поверхностного слоя уплотнительных поверхностей корпуса клиновой задвижки); Q – величина съема материала за время t .
При обработке рабочее давление плавно регулируется.
От правильного выбора шлифовальных кругов и смазочно-охлаждающих технологических средств (СОТС) [1–2], повышения точности и шероховатости зависит производительность процесса шлифования и получение высокого качества обработанной уплотнительной поверхности корпуса.
Для обработки уплотнительных поверхностей корпуса клиновой задвижки выбор связки, вещества или совокупности веществ, применяемых для закрепления зерен шлифовального
MORDOVIA UNIVERSITY BULLETIN материала в абразивном инструменте, не принципиален. В данном случае следует исходить из его меньшей стоимости, то есть использовать абразивный инструмент на керамической, бакелитовой или вулканитовой связке.
Абразивные круги из электрокорунда на керамических связках рекомендуется использовать для шлифования уплотнительных поверхностей корпуса (торцом круга). Инструмент удерживает абразивные зерна, препятствуя проникновению другого тела при воздействии внешних усилий, поэтому исходя из классов твердости и того, что сплавы, из которых изготавливаются уплотнительные поверхности корпусов, обладают достаточной твердостью, абразивный инструмент должен быть не ниже класса R и иметь плотную или среднеплотную структуру [2].
Шлифование уплотнительных поверхностей корпуса клиновой задвижки (рис. 1) осуществляется как при изготовлении, так и при ремонте.
Корпус клиновой задвижки 2 устанавливается на установочное приспособление 3 . На станок 1 устанавливается инструментальный блок 4 со шлифовальными кругами. Затем станок с закрепленным на нем инструментальным блоком монтируется на корпусе клиновой задвижки. При этом необходимо обеспечить равномерное расположение шлифовальных кругов над уплотнительной поверхностью, что осуществляется при помощи установочного приспособления станка [5–6].
Инструментальный блок получает вращение от привода (с угловой скоростью ωдв), за счет чего происходит обработка уплотнительной поверхности. Выбор скорости зависит от диаметра последней: чем больше диаметр, тем меньше скорость. Поскольку шлифовальные круги нежестко закреплены на рычагах инструментального блока, происходит их вращение относительно своей оси, что обеспечивает равномер- ную обработку всей ширины уплотнительной поверхности. Съем металла осуществляется при приложении усилия к инструментальному блоку; прижим – механически, с помощью установочного приспособления. Величина усилия прижима рекомендована в зависимости от условного прохода корпуса задвижки.
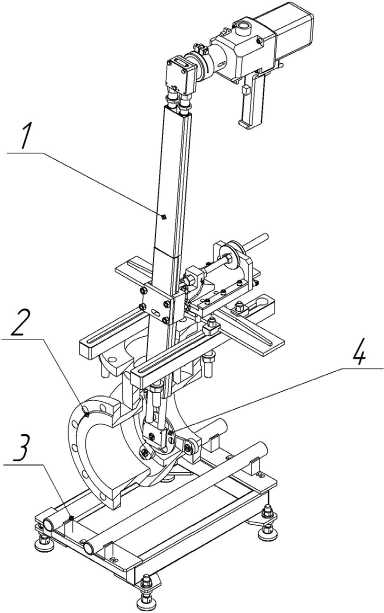
Р и с. 1. Схема шлифования уплотнительных поверхностей корпуса клиновой задвижки: 1 – станок; 2 – корпус клиновой задвижки в разрезе; 3 – установочное приспособление;
4 – инструментальный блок со шлифовальными кругами
F i g. 1. Scheme of polishing of sealing surfaces of corps of wedge bolt: 1– machine-tool; 2– corps of wedge bolt in a cut; 3– adjusting machine accessories; 4– instrumental block with diamond-impregnates
Следует отметить, что шлифование уплотнительных поверхностей корпуса клиновой задвижки осуществляется кругами из электрокорунда белого для
Том 26, № 2. 2016 достижения заданного качества поверхностей деталей при последующей абразивной доводке.
Доводку уплотнительных поверхностей осуществляют на этом же станке. Вместо инструментального блока со шлифовальными кругами на станок устанавливают инструментальный блок с притирами, которые изготавливают из твердых материалов (например, чугуна марок СЧ18, СЧ20 и др.). На притиры наносят абразивную пасту, состав, зернистость и консистенция которой зависят от обрабатываемого материала, материала притира и необходимых параметров шероховатости.
Усилие прижима инструментального блока к обрабатываемой поверхности создается механическим путем и плавно регулируется, что дает возможность осуществлять непрерывный переход от предварительной доводки к чистовой. Для исключения толчков и ударов в моменты запуска и остановки станка частота вращения также плавно регулируется.
Притиры при доводочных операциях изготовляют из стали, чугуна, меди, бронзы. Предпочтение отдают притирам из серого чугуна твердостью 190–230 НВ , поскольку они обладают необходимой плотной и однородной структурой в сечениях по всем направлениям. Стальные притиры отличаются более высокими показателями износостойкости и прочности и имеют низкую шаржируемость, но менее производительны по сравнению с чугунными.
Контактные методы контроля уплотнительных поверхностей корпуса клиновой задвижки
В основе контактных методов лежит принцип последовательного ощупывания поверхности специальной иглой, перпендикулярной контролируемой поверхности, и преобразования колебаний иглы в электрические сигналы (например, профилограф – профилометр).
На уплотнительных поверхностях не должно быть потеков (пятен) от абразивной пасты, моющего раствора, следов (остатков) перемещающейся среды, механических рисков, не исчезающих при изменении лучей света. Параметр шероховатости поверхности должен соответствовать главному требованию – Rа ≤ 0,08 мкм. Небольшой завал кромки по периметру отполированной поверхности радиусом не должен превышать 0,20 мкм.
Измерения отклонений от плоскостности и параллельности проводятся методом «на краску»; прилегание поверхности должно составлять > 90 %.
На основе системного подхода успешно решаются управленческие, конструкторские, технологические и эксплуатационные задачи при функционировании машиностроительного комплекса.
Целью системного анализа процесса доводки является выявление наиболее эффективных путей достижения требуемых параметров качества уплотнительных поверхностей.
Процесс доводки уплотнительных поверхностей запорных деталей трубопроводной арматуры можно представить как техническую систему взаимодействующих процессов и подпроцессов (элементов), объединенных единой целью формирования – достижением заданных требований к обрабатываемой поверхности наиболее эффективным способом.
Для комплексного системного анализа процесса доводки рассмотрим технологическую систему, реализующую процесс доводки. Структура системы определяет технологические возможности данного процесса, а также выбор управляющих воздействий при реализации системы управления операционной технологией. Система состоит из следующих элементов:
-
1) станок переносной для шлифования и притирки, который включает в себя привод электрический или
- MORDOVIA UNIVERSITY BULLETIN пневматический (в зависимости от модификации), механизм привода (передающий вращение от привода к инструментальному блоку), инструментальные блоки (для проведения нескольких операций обработки) и пульт управления (для визуализации и фиксации значений режимных параметров с целью управления процессом обработки);
-
2) установочное приспособление для закрепления станка на корпусе клиновой задвижки;
-
3) заготовка – уплотнительная поверхность, подвергающаяся процессу доводки (в данной работе это корпус клиновой задвижки);
-
4) инструмента, который состоит из притира и абразивного материала (пасты или порошка).
Основным элементом станка является механизм привода, который передает вращение от привода к инструментальному блоку, поскольку должна быть обеспечена плавность вращения что подразумевает отсутствие ударов, рывков, заеданий и торможения. Установочное приспособление для закрепления станка на корпусе клиновой задвижки должно обеспечивать точное базирование на всех видах корпусов клиновых задвижек. Заготовка характеризуется конструкцией (форма и размеры, которые определяют отклонения формы и расположения) и состоянием уплотнительной поверхности (трещины, забоины, окисная пленка, грязь и т. д.).
В результате комплексного анализа технологической системы, реализующей процесс доводки, были выявлены основные параметры, определяющие качество процесса (в дальнейшем они будут учитываться при проектировании и управлении этим качеством). К ним относятся мощность привода; угловая скорость вращения привода; передаточное число от ведущей и ведомой звездочек; угловая скорость вращения инструментальных головок (притиров).
Основными параметрами при анализе взаимодействия абразивного материала и обрабатываемой уплотнительной поверхности корпуса клиновой задвижки являются: усилие прижима инструментального блока к обрабатываемой поверхности (уплотнительная поверхность корпуса клиновой задвижки); параметры абразивного материала (материал зерен, зернистость, состав, СОТС и др.); материал притира; коэффициент трения между инструментом и обрабатываемой поверхностью; время цикла обработки.
К основным параметрам уплотнительной поверхности, влияющим на качество процесса доводки, относятся: материал уплотнительной поверхности; исходная геометрия: шероховатость, отклонение формы (отклонение от плоскостности), наличие и размеры забоин, трещин, царапин и т. д.
Данные признаки позволяют получить представление о виде ремонта и установить рациональный вид обработки, что на начальной стадии определяет реализацию технологии ремонта.
Существует 3 вида ремонта.
-
1) Мелкий , который производится, как правило, без снятия задвижки из трубопровода и подразумевает использование доводочных операций (шлифования, притирки), выполняемых переносными устройствами. Для контроля качества ремонта используются приборы и устройства для измерения метрических параметров: шероховатости, волнистости, отклонений формы, угловых и линейных параметров.
-
2) Средний , который может производиться как в условиях нахождения корпуса задвижки в трубопроводе, так и в стационарных условиях, когда арматура демонтирована. Характерная особенность данного вида ремонта состоит в использовании не только доводочных операций, но и операций лезвийной обработки. При этом могут применяться как универсальные средства механической обработки, так
и специальные мобильные устройства и установки. В данном случае должны более широко использоваться методы контроля качества материала (наличие скрытых трещин, пор, качества сварных швов и т. д.), а также средства метрологического контроля метрических параметров.
-
3) Капитальный , при котором используется весь ассортимент технологических операций восстановления, в том числе процессы наплавки, сварки, лезвийной обработки и доводки. Для оценки качества выполнения операций применяются средства контроля качества материалов и метрических параметров деталей и поверхностей. Капитальный ремонт производится в стационарных условиях, когда задвижка демонтирована с трубопровода. Для его проведения может быть использовано универсальное оборудование (как специализированное оборудование, предназначенное для стационарного применения, так и мобильное), оснащенное специальной оснасткой и инструментом.
К деталям арматуры, обрабатываемых притиркой, предъявляются следующие требования: шероховатость поверхности – не меньше 0,08 мкм; отклонения от плоскостности и прямолинейности поверхности – в пределах 80–90 % площади, проверяемой плитой «на краску»; отсутствие на подлежащей притирке поверхности забоин, вмятин, царапин глубиной > 0,2 мм.
Перед выполнением процесса доводки также необходимо определить качество уплотнительной поверхности для установления рациональной обработки.
Финишная обработка уплотнительных поверхностей незакрепленным абразивом
Процесс доводки переносным станком для шлифования и притирки осуществляется как при производстве, так и при ремонте клиновых задвижек с изъятием или без изъятия их из трубопровода. Переносной станок для шлифования и притирки позволяет обрабатывать уплотнительные поверхности клина и корпуса клиновой задвижки (рис. 2).
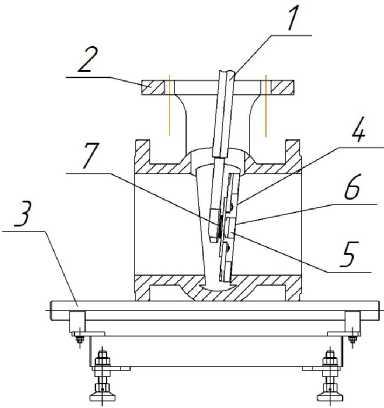
Р и с. 2. Схема обработки уплотнительной поверхности корпуса клиновой задвижки: 1 – станок; 2 – корпус клиновой задвижки;
3 – установочное приспособление; 4 – обрабатываемая уплотнительная поверхность;
5 – притир; 6 – абразив (паста, суспензия);
7 – инструментальный блок
F i g. 2. Scheme of treatment of sealing surface of corps of wedge bolt: 1 – machine-tool; 2 – corps of wedge bolt; 3 – adjusting machine accessories;
4 – processed sealing surface; 5 – lap; 6 – abrasive (paste, suspension); 7 – instrumental block
Корпус клиновой задвижки 2 устанавливается на установочное приспособление 3 . На станок 1 устанавливается инструментальный блок 7 с закрепленными на нем притирами 5 , на которые наносится абразив 6 . Станок 1 крепится на фланце корпуса 2 так, чтобы обеспечивалось расположение инструментального блока над уплотнительной поверхностью 4 .
На рис. 3 представлена кинематическая схема переносного станка для шлифования и притирки уплотнительных поверхностей клиньев и корпусов клиновых задвижек.
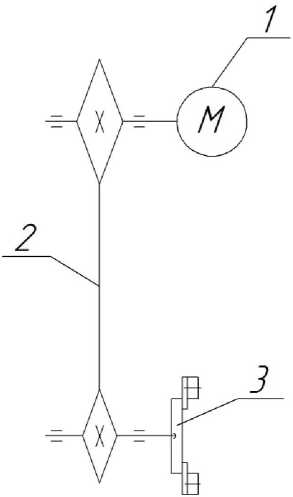
Р и с. 3. Кинематическая схема станка: 1 – привод; 2 – цепная передача; 3 – инструментальный блок
F i g. 3. Kinematic scheme of machine-tool: 1 – drive; 2 – chain-drive; 3 – instrumental block
Привод 1 станка может быть электрическим или пневматическим в зависимости от модификации. От выбора вида привода зависит конструкция входного вала, на который он (привод) устанавливается. Верхняя звездочка цепной передачи 2 получает вращение от привода со скоростью Vпр и передает вращение нижней звездочке. Передаточное отношение звездочек равно единице. На вал, на котором установлена нижняя звездочка, закрепляется ось в виде шарнира, на которую устанавливается инструментальный блок 3, получающий, таким образом, нежесткое положение. Данное конструктивное решение позволяет обрабатывать уплотнительную поверхность, расположенную под углом. Инструмент, который закрепляется на инструментальном блоке, зависит от вида обработки: при шлифовании – шлифовальные круги (из электрокорунда белого), при доводке – притиры.
Доводкой называют процесс чистовой обработки, при котором абразивные зерна не закреплены в прочной связке, а свободно распределены в доводочной пасте или суспензии. Инструментом служит притир, на поверхность которого наносится пас- та или суспензия. Процесса доводки (рис. 4) состоит из 2 этапов: 1) микрорезание (резание, царапание), при котором исправляется форма и изменяются размеры обрабатываемой поверхности; 2) трение с пластическим оттеснением материала, при котором уменьшается высота неровностей, «выглаживается» обрабатываемая поверхность.
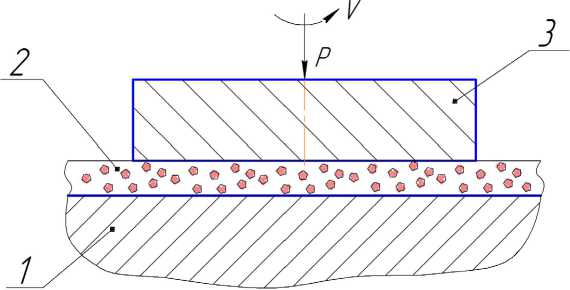
Р и с. 4. Схема доводки: 1 – обрабатываемая поверхность; 2 – слой, содержащий абразивные зерна; 3 – притир
F i g. 4. Polishing scheme: 1 – processed surface, 2 – layer containing abrasive grains; 3 – lap
Для получения высокого качества обрабатываемой поверхности при обработке необходимо учитывать некоторые факторы: скорость (зависит от характера доводочной операции); давление, или усилие прижима (зависит как от характера доводочной операции, так и от вида обрабатываемого материала); вид абразива (паста, суспензия, порошок и др.).
Результаты исследования
В мелком ремонте запорных деталей трубопроводной арматуры, т. е. восстановлении уплотнительных поверхностей корпусов клиновых задвижек, главным критерием является герметичность затвора, которую обеспечивает высокое качество поверхности. Одним из вариантов финишной обработки является доводка с применением переносного станка для шли- фования и притирки уплотнительных поверхностей корпусов клиновых задвижек. На данном станке инструмент совершает сложное вращательное движение относительно обрабатываемой поверхности, позволяя, таким образом, получать требуемые параметры [7].
Для достижения заданной шероховатости уплотнительной поверхности траектория движения инструмента должна иметь определенный характер. Поскольку на данном станке получение заданных параметров качества по всей площади обрабатываемой поверхности является главной задачей, инструмент совершает сложное вращательное движение, которое состоит из главного движения (вращение диска, на котором закреплен инструмент, независимо от двигателя); движения, обеспечивающего равномерную обра- ботку (вращение инструмента вокруг своей оси).
Для решения поставленной задачи определим траекторию движения инструмента. Для этого выполним расчет по нахождению угловой скорости притира.
Рассмотрим движение инструмента (рис. 5), на который действуют следующие нагрузки: движущая сила Р дв от привода, приложенная в точке А (центр инструмента); силы резания (сопротивления), равномерно распределенные по поверхности обработки.
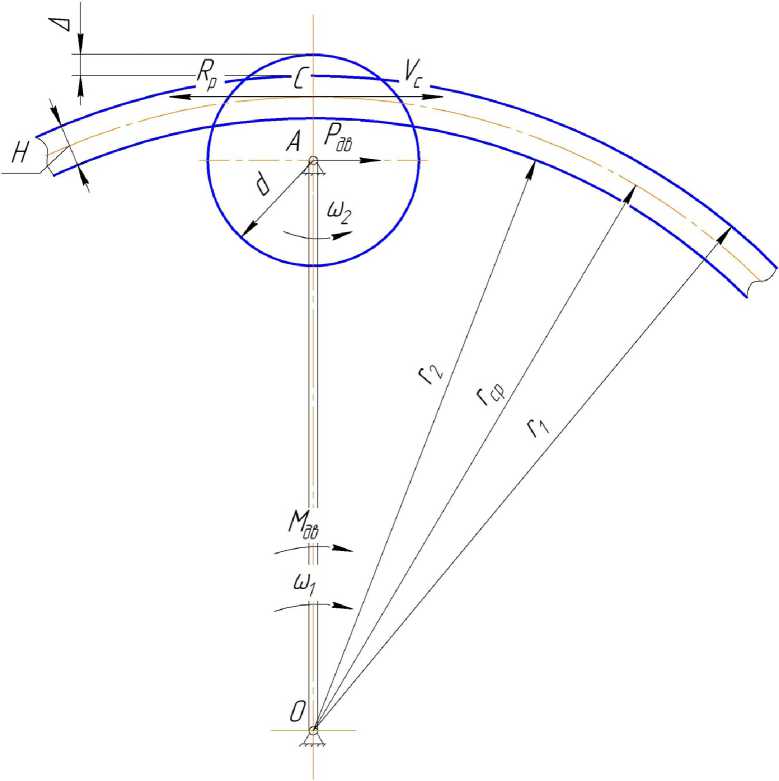
Р и с. 5. Схема для определения угловой скорости инструментальной головки
F i g. 5. Scheme for determination of instrumental head angular velocity
Данные силы можно заменить одной результирующей ( R р), приложив ее в центре тяжести С орбрабатываемой поверхности, которая и будет являться силой резания. В первом приближении с большой степенью точности центр тяжести С можно расположить на среднем радиусе:
rC p = 2( r l + r 2 ) , (2)
где r 1, r 2 – наружный и внутренний радиусы обрабатываемой поверхности (кольца).
Под действием этих нагрузок инструмент будет совершать сложное плоскопараллельное движение, состоящего из переносного вместе с полюсом А (переносное движение) и вращательного движения вокруг оси, проходящей через точку А (относительное движение).
При обработке мощность привода N прив будет равна мощности N рез, развиваемой силой резания R р, т. е.
η∙ N прив = N рез . (3)
Мощность привода определяется по формуле:
Сила резания определяется по следующей формуле:
R p = f ∙ F пр, (6)
где f – коэффициент сопротивления (трения) между инструментом и обрабатываемой поверхностью; F пр – усилия прижима инструмента к обррабаты-ваемой поверхности.
Скорость V C точки приложения силы сопротивления можно определить по теореме о сложении скоростей при плоском движении, которая в данном случае она записывается следующим образом:
V C = V А – V СА = ω 1 ∙ ОА – ω 2 ∙ АС .
Тогда
N рез = n ∙ f ∙ F пр ( ω 1∙ ОА – ω 2∙ АС ), (7)
где n – число одновременно работающих инструментальных головок; R р – сила резания; ω 1, ω 2 – угловые скорости инструмента и привода; ОА , АС – плечи приложения сил.
Подставляя полученные зависимости в формулу (3), получим:
η∙ N прив = N рез = М дв ∙ ω 1 = Р дв ∙ V А , (4)
где Р дв – движущая сила от привода; V А – скорость точки приложения движущей силы; η – КПД привода.
Мощность резания определяется по формуле:
N рез = n ∙ R p ∙ V C , (5)
где n – число одновременно работающих инструментов; R р – сила резания; V C – скорость точкир приложения силы сопротивления.
М дв∙ ω 1 = n ∙ f ∙ F пр ( ω 1∙ ОА – ω 2∙ АС ); (8)
ω 2 =
n ⋅ f ⋅ F np ⋅ OA - M ДВ
⋅ ω .
n ⋅ f ⋅ F np ⋅ AC 1
Представленный расчет довольно трудоемок и для упрощения определения угловой скорости инструментальных головок предлагается применять программный продукт «Lazarus», который позволяет выполнить расчеты с вводом имеющихся параметров. Пример расчета в диалоговом окне представлен на рис. 6.
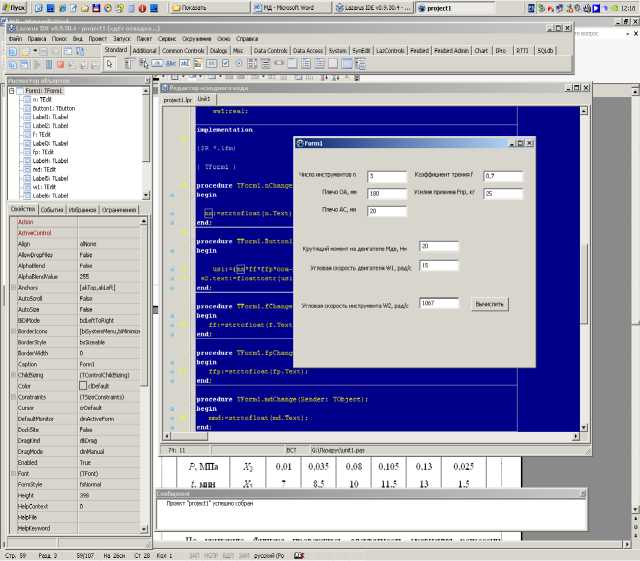
Р и с. 6. Пример расчета угловой скорости инструмента с применением программного продукта «Lazarus»
F i g. 6. Example of calculation of angular velocity with use of software “Lazarus”
Модернизация оборудования и его кинематическая схема для обработки плоских поверхностей деталей трубопроводной арматуры
Переносной станок [5–6] для шлифования [7–8] и притирки может быть использован для обработки уплотнительных поверхностей [9–10] как общепромышленной, так и энергетической арматуры. Одним из отличий энергетической арматуры от общепромышленной является ее высота. Поскольку арматура имеет большую номенклатуру, изготовление станков для каждого типоразмера не представляется возможным. В связи с этим станок должен быть универсальным и позволять производить обработку с минимальными затратами и максимальной выгодой для пользователя.
Одним из критериев при изготовлении станка для обеспечения обработки Technical science арматуры разных типоразмеров является глубина погружения (размер от торца присоединительного фланца до внутренней нижней поверхности корпуса задвижки). Из классификатора арматуры выбирается максимальный высотный размер корпуса для определенного условного прохода, исходя из которого производится расчет длины консоли привода.
Консоль привода представляет собой профильные трубы различного диаметра с приваренными верхним и нижним редукторами. При обработке на консоль привода прикладывается нагрузка, которая обеспечивает процесс притирки. При этом консоль прогибается (величина прогиба должна быть минимальной). Расчет прогиба производится на стадии проектирования с использованием специального программного продукта «Solidworks» (рис. 7).
Задача: "Задача_0"
Перемещения, модуль, м
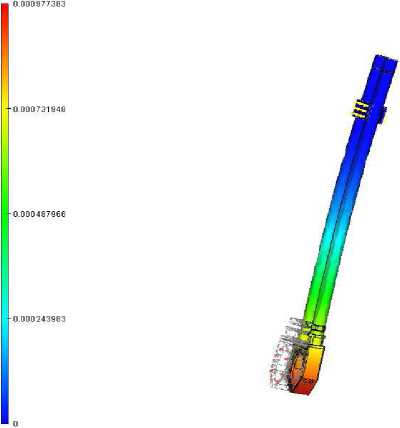
Р и с. 7. Схема расчета величины прогиба консоли привода
F i g. 7. Scheme of calculation of size of bending of drive cantilever
В базовой модели станка в консоль привода устанавливается цепная пере- дача (рис. 8) для передачи вращения от привода на диск с инструментами.
Р и с. 8. Схема передачи вращательного движения с помощью цепи: 1 – нижний редуктор;
2 – консоль привода; 3 – цепь
F i g. 8. Scheme of transmission of rotatory motion by means of chain: 1 – lower reducing gear;
240 2 – cantilever of drive; 3 – chain Технические науки
В процессе работы цепь изнашивается, вследствие чего растягивается и провисает. Поскольку в конструкции не предусмотрен натяжной ролик, цепь на звездочке заклинивает, и в результате происходит разрыв звена, приводящий к стопорению диска, на котором закреплены инструменты.
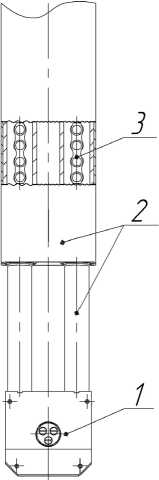
Таким образом, процесс обработки прекращается. При проведении процесса доводки на арматуре, не изъятой из трубопровода, разрыв цепи недопустим. Для решения данного вопроса предлагается рассмотреть возможность замены цепной передачи на коническую (рис. 9).
Р и с. 9. Эскиз исполнения нижнего редуктора с конической передачей: 1 – консоль привода;
2 – зубчатая коническая передача; 3 – ось; 4 – нижний редуктор
F i g. 9. Sketch of execution of lower reducing gear with a conical transmission:
1 – cantilever of drive; 2 – conical gearing; 3 – axis; 4 – lower reducing gear
Применение в конструкции переносного станка для шлифования и притирки уплотнительных поверхностей корпусов клиновых задвижек такой передачи позволит производить обработку более стабильно и плавно, уменьшить шум при работе станка, а также передавать вращение от при- вода на инструментальный блок через вал. Применение вала в качестве соединения привода и конической передачи позволяет использовать «наращиваемую» высоту конструкции станка, что необходимо при обработке энергетической арматуры, имеющей значительные высотные габариты (рис. 10).
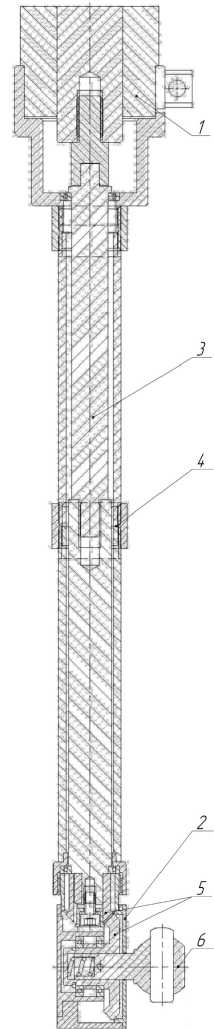
Р и с. 10. Эскиз закрепления вала с приводом и конической передачей: 1 – верхний редуктор;
2 – нижний редуктор; 3 – модуль добавления высоты; 4 – место крепления модуля;
5 – коническая передача; 6 – ось
F i g. 10. Sketch of fixing of billow with a drive and conical transmission: 1 – overhead reducing gear;
2 – lower reducing gear; 3 – module of addition of height; 4 – place of fastening of the module;
5 – conical transmission; 6 – axis
Применение модуля добавления высоты также необходимо для обработки энергетической арматуры, поскольку ее размеры предполагают большую глубину погружения станка по сравнению с общепромышленной арматурой (рис. 11).
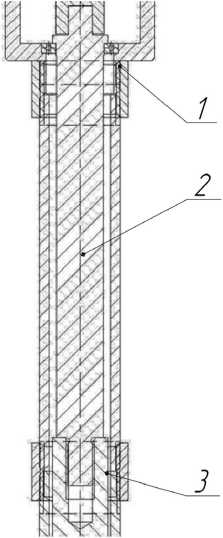
Р и с. 11. Эскиз крепления добавленного модуля для «наращивания» высоты: 1 – место крепления к верхнему редуктору; 2 – модуль добавления высоты; 3 – место крепления добавленного модуля
F i g. 11. Sketch of fastening of added module for “increase” of height: 1 – fastening place to overhead reducing gear; 2 – module of addition of height; 3 – place of fastening of the added module
Все вышеописанное приведет к изменению конструкции станка. Предлагаемая конструкция станка представлена на рис. 12.
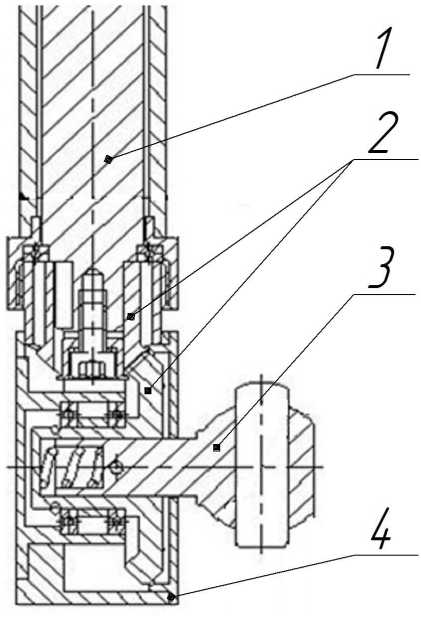
Механизм привода 1 состоит из электропривода или пневмопривода (в зависимости от модификации станка), верхнего 2 и нижнего 4 редуктора, соединенных между собой консолью Technical science привода 3. На верхнем редукторе 2 закреплен электропривод или пневмопривод, а нижний редуктор 4 имеет выходной вал со встроенной шарнирной муфтой 5. Вращательное движение выходной вал получает при помощи конической передачи. Установочное приспособление и инструментальный блок будут идентичны имеющимся.
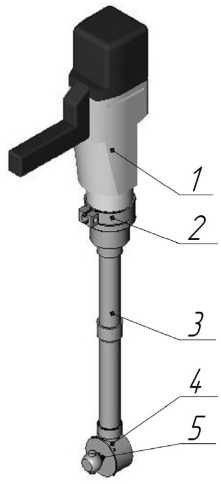
Рис. 12. Предлагаемая конструкция станка: 1 – привод; 2 – верхний редуктор; 3 – консоль привода; 4 – нижний редуктор; 5 – выходной вал со встроенной шарнирной муфтой
F i g. 12. Estimated construction of machine-tool: 1 – drive; 2 – overhead reducing gear; 3 – cantilever of drive; 4 – lower reducing gear; 5 – output billow with a built-in joint muff
За счет применения конической передачи изменяется конструкция консоли привода. В имеющейся конструкции станка она состоит из двух видов труб, в которых устанавливается цепь, и кожуха для придания эстетического вида. В предлагаемой конструкции вместо труб будет использоваться вал, непосредственно скрепленный с приводом и одним из колес конической передачи.
Обсуждения и заключения
Результаты проведенных теоретических и экспериментальных исследований способа обработки уплотнительных поверхностей, а также разработанные на их основе рекомендации по выбору эффективных режимов и условий обработки позволили модернизировать технологический процесс абразивной доводки и конструкцию переносного станка для реализации финишной абразивной обработки.
Применение прогрессивной технологии (доводочная операция со сложным движением инструмента относительно обрабатываемой по-
Том 26, № 2. 2016 верхности) и модернизация станка обеспечивают достижение параметра шероховатости Ra = 0,08 мкм; отклонения от плоскостности и прямолинейности поверхности – в пределах 80–90 % площади, проверяемой плитой «на краску»; отсутствие на подлежащей притирке поверхности забоин, вмятин, царапин глубиной > 0,2 мм.
Полученные данные свидетельствуют о возможности широкого применения способа финишной обработки уплотнительных поверхностей для различных видов ремонта запорной арматуры.
Поступила 02.12.2015; принята к публикации 10.03.2016; опубликована онлайн 20.06.2016
Об авторе:
Submitted 02.12.2015; accepted for publication 10.03.2016; published online 20.06.2016
Список литературы Этапы обработки при восстановлении запорных деталей трубопроводной арматуры
- ГОСТ Р 50815-95. Промышленная чистота. Жидкости смазочно-охлаждающие. Требования к чистоте смазочно-охлаждающих жидкостей на операциях круглого наружного и плоского шлифования периферией круга. URL: http://www.internet-law.ru/gosts/gost/1883.
- ГОСТ 2424-83. Круги шлифовальные. Технические условия. URL: http://www.koround.ru/root/files/specs/abrazivnii/gost-2424-83.
- Технология обработки конструкционных материалов: учеб. для машиностр. спец. вузов/Под общ. ред. П. Г. Петрухи. М.: Высш. шк., 1991. 512 с. URL: http://www.mexanik.ru/1230/ann1230.htm.
- Сейнов С. В., Сейнов Ю. С., Мартынов А. Н. Технологии и оборудование для притирки уплотнений арматуры: технич. справочник. М.: Прондо, 2013. 250 с. URL: http://tpkom.com/book/book.php?ID=1414.
- Скрябин В. А., Павлова Ж. В. Модернизация переносного станка для шлифования и притирки уплотнительных поверхностей затворов задвижек трубопроводной арматуры//Ремонт, восстановление, модернизация. 2015. № 2. С. 8-13. URL: http://www.nait.ru/journals/number. php?p_number_id=2227.
- Скрябин В. А., Павлова Ж. В. Технология ремонта корпуса задвижки трубопроводной арматуры//Ремонт, восстановление, модернизация. 2015. № 3. С. 3-10. URL: http://www.nait.ru/journals/number.php?p_number_id=2228.
- Скрябин В. А., Желтова Ж. В. Определение траектории движения инструмента при абразивной доводке уплотнительных поверхностей деталей трубопроводной арматуры//Машиностроитель. 2015. № 5. С. 20-24. URL: http://www.mashizdat.ru/mash%2015/mash%205%2015.html.
- Скрябин В. А., Схиртладзе А. Г. Технологическое обеспечение качества обработки сложнопрофильных деталей уплотненными мелкодисперсными средами: монография. Старый Оскол: Тонкие наукоемкие технологии, 2015. 240 с.
- Мартынов А. Н. Основы метода обработки деталей свободным абразивом, уплотненным инерционными силами: монография. Саратов: Изд-во Сарат. гос. техн. ун-та, 1981. 212 с.
- Скрябин В. А. Основы процесса субмикрорезания при обработке деталей незакрепленным абразивом: монография. Пенза: Изд-во ПВАИУ, 1992. 120 с.
