К аппроксимации температурного поля слябов при нагреве в методических печах квадратичным полиномом

Автор: Панферов В.И., Панферов С.В.
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Металлургическая теплотехника и теплоэнергетика
Статья в выпуске: 4 т.25, 2025 года.
Бесплатный доступ
Введение. В условиях повышения требований к качеству и экономичности нагрева металла перед прокаткой задача создания и совершенствования алгоритмического обеспечения автоматизированных систем управления технологическими процессами (АСУ ТП) нагревательных печей является вполне актуальной. Цель исследования: разработка и конкретизация новых вариантов настройки параболического подхода к описанию температурного поля заготовок при нагреве в методических печах. Материалы и методы. В работе проведены физикоматематическое и численное исследования вопроса о том, насколько определение коэффициентов параболы по так называемым важнейшим температурам тела обеспечивает удовлетворительное представление температурного поля слябов при нагреве в печах квадратичным трехчленом. Результаты. Приведены два варианта настройки квадратичного полинома, вычислительным исследованием показано, что данные варианты настройки обеспечивают заметно более точное воспроизведение температурного поля слябов при нагреве в печах, чем решение, приведенное в ранее опубликованной статье (Панферов В.И., Панферов С.В. О параболической аппроксимации температурного поля слябов при нагреве в методических печах // Вестник ЮУрГУ. Серия «Металлургия». 2025. Т. 25, № 1. С. 44–52.). С точки зрения воспроизведения реального распределения температуры по сечению сляба варианты алгоритма практически равноценны, погрешность аппроксимации температурного поля является реально малозначимой. Отмечено также, что процедура второго варианта настройки заметно проще и, что весьма важно, может быть реализована только по данным текущих измерений на печи, что является, очевидно, практически более точным. Заключение. Результаты исследования могут быть использованы при разработке и совершенствовании алгоритмического обеспечения АСУ ТП методических печей.
Нагрев металла, автоматизированная система управления, метод парабол, распределение температуры по сечению заготовки, погрешность расчета, «важнейшие температуры тела»
Короткий адрес: https://sciup.org/147253183
IDR: 147253183 | УДК: 669.046:621.783.001.57 | DOI: 10.14529/met250409
To approximation of the temperature field of slabs during heating in continuous furnaces by a quadratic polynomial
Introduction. In the context of increasing requirements for the quality and efficiency of metal heating before rolling, the task of creating and improving the algorithmic support of automated pro-cess control systems (APCS) for heating furnaces is quite relevant. Purpose of the study. Development and specification of new options setup the parabolic approach to describing the temperature field of billets during heating in continuous furnaces. Materials and methods. The paper contains a physical, mathematical and numerical study of the extent to which the determination of the parabola coefficients from the so-called “most important temperatures in the body” provides a satisfactory representation of the temperature field of slabs during heating in furnaces by a quadratic trinomial. Results. Two options setup the quadratic polyno-mial are presented. A computational study has shown that these options provide a significantly more accu-rate reproduction of the temperature field of slabs during heating in furnaces than the solution given in the previously published article (Panferov V.I., Panferov S.V. On parabolic approximation of the tempera-ture field of slabs during heating in continuous furnaces. Bulletin of the South Ural State University. Ser. Metallurgy. 2025;25(1):44–52.). In terms of reproducing the actual temperature distribution across the slab cross-section, the algorithm variants are virtually equivalent, with the error in approximating the temperature field being negligible. It was also noted that the second setup procedure is significantly simpler and, crucially, can be implemented solely using current furnace measurements, which is clearly more accurate in practice. Conclusion. The results of this study can be used in the development and im-provement of algorithmic support for automated process control systems for continuous furnaces.
Текст научной статьи К аппроксимации температурного поля слябов при нагреве в методических печах квадратичным полиномом
В работе [1] рассмотрен вопрос о возможности пространственной аппроксимации нестационарного температурного поля слябов при нагреве в методических печах квадратичным полиномом. При этом собственно сам процесс нагрева описывался следующей системой уравнений:
д t О,т) _ д Кд t(x,i)\
Рл \ Л ) ,(1)
1 дт дх\ дх J
0 < х < L ,т> 0;
t(х, 0) — t0(%), 0 < х < L;(2)
1Г —0,т>0;(3)
^^ —a[fn(T)-t(L,T)],T>0.(4)
Здесь ст, р и Л - соответственно теплоемкость единицы массы, плотность и коэффициент теплопроводности, зависящие в общем случае от температуры С(х,т); х - пространственная координата; т - время; L - расчетное сечение заготовки; С0(х) - заданная функция, описывающая начальное температурное поле металла; a - коэффициент теплоотдачи; Сп(т) -температура рабочего пространства печи.
Рассматриваемый же квадратичный по переменной х многочлен представлялся формулой
Схг(х,т) — а(т) + Ь(г)х + с(т)х2. (5)
Здесь а(т),й(т),с(т) - параметры (коэффициенты) параболы, которые подлежат определению в процессе решения задачи моделирования.
Приведенный в работе [1] вариант решения задачи заключается в том, что для определения коэффициентов а(т),Ь(т),с(т) соотношение (5) непосредственно подчиняли уравнениям модели (1)–(4). В результате получили обыкновенное дифференциальное уравнение для определения искомых параметров параболы. Нашли общее решение этого уравнения и его конкретизацию для случая постоянной температуры рабочего пространства печи. Предложен способ отыскания начального условия для полученного решения. Проведены вычислительные эксперименты, позволяющие оценить приемлемость рассматриваемого подхода для расчета температурных полей заготовок. Показано, что при использовании метода парабол наибольшая погрешность в определении температуры имеет место для центра и поверхности сляба, при этом погрешности расчета среднемассовой температуры практически нет.
Разумность такого подхода – представление нестационарного температурного поля нагреваемого металла параболой – обуславливается тем, что параболу можно однозначно характеризовать «…небольшим числом параметров…» [2, с. 352], что значимо упрощает описание температурного поля и весьма существенно уменьшает необходимый для его хранения объем памяти компьютера.
В данной работе рассматривается подход, основанный на таком понятии, как «важнейшие температуры в теле» [3]: требуется,
чтобы числовые значения «важнейших» температур отображались ( представлялись) бы с достаточной точностью аппроксимирующим квадратичным полиномом. Такой подход вполне оправдан практически, так как «важнейшие» температуры достаточно однозначно характеризуют качество нагрева металла, да и его температурное поле в целом.
Чаще всего к этим температурам относят температуру поверхности заготовки, минимальную температуру, которая, например, при симметричном нагреве наблюдается в центре сляба, и его среднемассовую температуру [3, 4]. Понятно, что по температуре поверхности и минимальной температуре можно оценить и перепад температуры в металле и, наоборот, зная эти величины, нетрудно вычислить и его минимальную температуру. При этом перепад температуры, как это хорошо известно, диктуется технологией прокатки, важен он также и с точки зрения величины термонапряжений, возникающих в начале процесса при нагреве заготовок холодного посада.
Постановка задачи
Рассмотрим два варианта решения задачи о возможности аппроксимации температурного поля слябов при нагреве в методических печах квадратичным полиномом, полагая при этом, что некоторые «важнейшие» температуры металла достаточно точно представляются этим полиномом. При этом предварительно отметим, что при данном математическом описании процесса считается, что центр заготовки имеет координату % = 0, а ее поверхность % = L. Кроме того, температура поверхности tLL ,т) = tn0B и среднемассовая температура тела t = Ссрм при представлении его температурного поля квадратичным многочленом будут вычисляться по следующим формулам:
t (L,t) = tnoe = а(т) + b(r)L + c(t)L 2 ; (6)
t = Ссрм = [Jo [а(т) + b(T)% + c(t)%2 ]dx = а(т) + Ь(т) - + с(т)у. (7)
Первый вариант решения
Полагая, что коэффициенты полинома должны быть определены из условий равенства вычисляемых по формуле (5) температур центра ^(т), поверхности Спов(т) и среднемассовой температуры Ссрм(т) их реальным значениям, получим следующую систему уравнений:
t ц(т) = а(т);
t пов(т) = а(т) + b(r)L + c(T)L2; (8)
t срм(т) = а(т) + b(O - + с(О у.
Решая систему (8), установим, что коэффициенты трехчлена следует определять по формулам:
а (т) = Сц(т);
b(т) = [бСсрмСО — 2Спов(т) - 4 СцСО] /L; (9)
С(Х) = {3[Сц(т) + ^овСО] - 6^рм(т)}Д2.
Как это следует из (9) при таком варианте решения для определения параметров полинома нужно знать реальные текущие значения трех температур - ^(т), Спов(т), Ссрм(т). Общие формулы для ^(т), Спов(т), Ссрм(т) могут быть получены заранее, например, путем решения задачи (1)-(4) для характерных режимов работы зон методической печи. Понятно, что затем для конкретизации нужно подставить в формулы реальные числовые значения параметров этих режимов работы. Также следует отметить, что Спов(т) вообще-то может быть определена и непосредственно измерением на печи [5]. При этом нетрудно заметить, что, подставляя уравнение (5) в граничное условие (3), получим, что коэффициент Ь(т) должен быть равен нулю. Вместе с тем из системы (9) следует, что при использовании данного подхода это совсем не так. Обуславливается это, очевидно, тем, что квадратичный полином не совсем точно описывает реальное температурное поле сляба, что, собственно, и показано в работе [1].
Второй вариант решения
Подчиним tx2 (X,τ) = a(τ)+b (τ) x+c (τ)X2 граничным условиям (3) и (4), тогда будем иметь, что dtx2 (0,t) - h =
dx, = (τ) =0;
λ —0 (- , -) =α[tп(τ)-t(L,τ)] =λ2Lc(τ) =α[tп(τ)-a (τ) - c (τ) L2].
Если при этом дополнительно считать, что должны быть равны и среднемассовые температуры, то получим, что
' λ2Lc(τ) =α[tп(τ)-a(τ)-c (τ) L2];
L2
tсрм(τ) = a(τ)+c (τ) , поэтому будет
a (τ) = tсрм(τ)- L2 ∙ «кп( -) срм( -)’ ; срм ∙ ; cfx) — “[£п(£)~tсрм(£ )]
C (τ) = 2H+2/3∙ aL2 .
Подчеркнем, что при таком подходе параметр b (τ) = 0, а для определения других коэффициентов необходимо знать реальные значения среднемассовой температуры и температуры рабочего пространства печи.
Покажем, как по результатам текущих измерений на печи можно определить среднемассовую температуру заготовки. Для этого проинтегрируем уравнение (1) по координате x в пределах от 0 до L и разделим обе его части на L , тогда, полагая, что c т, ρ и λ являются const, получим [6, 7]
i rLdt ( X , T ) 1 d2t ( X , T )
C т ρ J ax =λ ∫ ax ,
т или же
(z∫ ,“'(1 ,τ)dx)=2 т Si ∙ -(,:) Io или же dtсрм(X)_ Л_ rdt(L,т) dt(0,т)
=[ - dr cт pL L dx dx
Нетрудно видеть, что здесь ̅= срм = ∫ ( ,τ) – среднее значение температуры заго товки (среднемассовая температура).
Если подставим соотношения (3) и (4) в уравнение (16), тогда получим, что itсрм( - )= [tп(τ)-t(b, τ)].
U L Lт P^
Отсюда следует, что среднемассовая температура может быть вычислена по результатам текущих измерений штатными техническими средствами АСУ ТП печей температур рабочего пространства и поверхности сляба:
tсрм(τ) =∫)777[tп(τ)-t(L,τ)]dτ+tсрм(0). cтr^
Таким образом, при данном варианте решения задачи процедура определения параметров полинома заметно упрощается в вычислительном отношении, примечательно, что здесь могут быть использованы не расчетные, а реальные данные о температурах рабочего пространства и поверхности металла. Конечно, при этом предварительно должным образом необходимо решить задачу параметрической идентификации математической модели (1)–(4), в первую очередь определить реальное числовое значение коэффициента теплоотдачи α.
Структура алгоритма вычисления среднемассовой температуры по текущим измерениям температур рабочего пространства и поверхности сляба представлена на рис. 1.
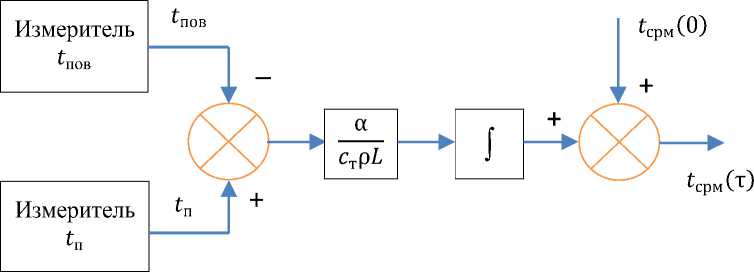
Рис. 1. Структура алгоритма вычисления среднемассовой температуры
Fig. 1. Structure of the algorithm for calculating the mass average temperature
Оценка погрешности воспроизведения температурного поля сляба квадратичным полиномом
Расчеты выполнялись для следующих у словий: п = 1300 ℃ = const; т = = 0,02 м ;
=0,1 м; λ = 40,705 Вт ; α = 407,05 Вт ; = ∫ ( ) = 20 ℃. При этом использовалось м∙℃м ∙℃ известное [4] решение задачи (1)–(4) при п = const:
( ,τ) = п+( - п)∙∑ ∙cosμ ∙ ехр(-μ т ),(19)
∙ где μ – корни следующего уравнения ctgµ =
Нетрудно вычислить, что при таких условиях температуры центра ц(τ), поверхности пов(τ) и среднемассовая температура срм(τ) будут изменяться в соответствии с уравнениями:
ц(τ) = (0,τ)= п+( - п)∙∑ ∙ехр (-μ т );(20)
∙ пов = ( ,τ) = п +( - п)∙∑ ∙cosμ ∙ехр (-μ т );(21)
∙
(τ) = +( - )∙∑ ( ) ∙ехр (-μ т ).(22)
срм п п ( ∙)
Первый вариант настройки коэффициентов параболы . На рис. 2–5 приведены кривые распределения температуры в заготовке, вычисленные по методу парабол (первый вариант решения задачи) и по классическому (точному) методу Фурье соответственно для моментов времени τ= 0,25 ч, τ= 0,5 ч, τ=0,75 ч и τ= 1,0 ч. Кривые отмечались соответственно зеленым и красным цветом.
Как видно из рис. 2–5, совпадение кривых практически идеальное, что свидетельствует о достаточной обоснованности параболического подхода к описанию температурных полей слябов при нагреве в методических печах. Однако здесь необходимо иметь в виду, что модель (1)–(4) предварительно должна быть настроена на реальный процесс, кроме того, при вычислении коэффициентов параболы в формулы (20)–(22) нужно подставлять реальное значение температуры рабочего пространства печи, стабилизируемое с помощью ее автоматизируемой системы управления технол ог ическим процессом (АСУ ТП), и реальное значение начальной среднемассовой температуры . Последняя величина может отслеживаться, например, с помощью алгоритмов работы [8]. Более того, вместо вычисления температуры поверхности по формуле (21) ее значение можно брать и из АСУ ТП за счет использования соответствующего измерителя. Также и среднемассовую температуру можно определять по схеме рис. 1 с использованием реальных измерений на печи.
Второй вариант настройки коэффициентов параболы. На рис. 6–9 приведены кривые распределения температуры в заготовке, вычисленные по формуле (5) с настройкой коэффициентов параболы по второму варианту и по классическому (точному) методу Фурье соответственно для моментов времени τ=0,25 ч, τ=0,5 ч, τ=0,75 ч и τ= 1,0 ч. Как и прежде, кривые отмечались соответственно зеленым и красным цветом.
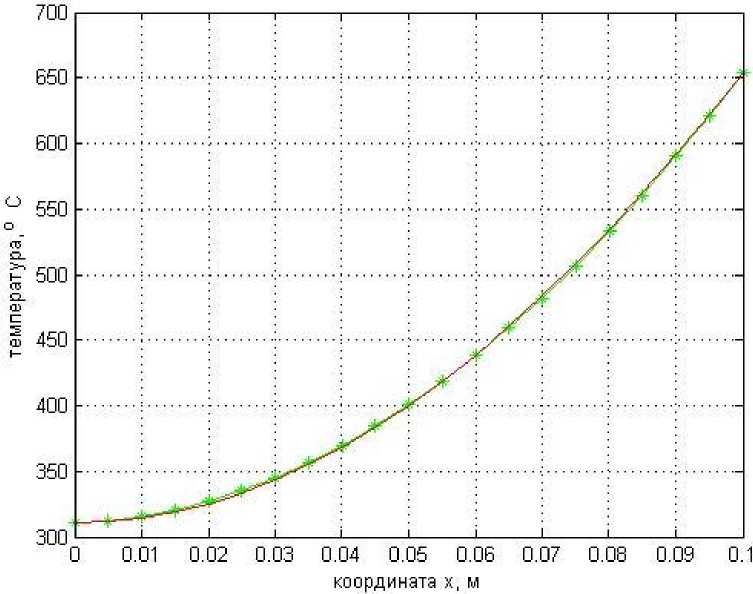
Рис. 2. Распределения температуры по сечению заготовки для т = 0,2 5 ч, вычисленные по методу парабол (первый вариант настройки его коэффициентов) и по точному методу Фурье Fig. 2. Temperature distributions across the cross-section of the workpiece for т = 0 .2 5 h, calculated using the parabola method (the first version of adjusting its coefficients) and the exact Fourier method
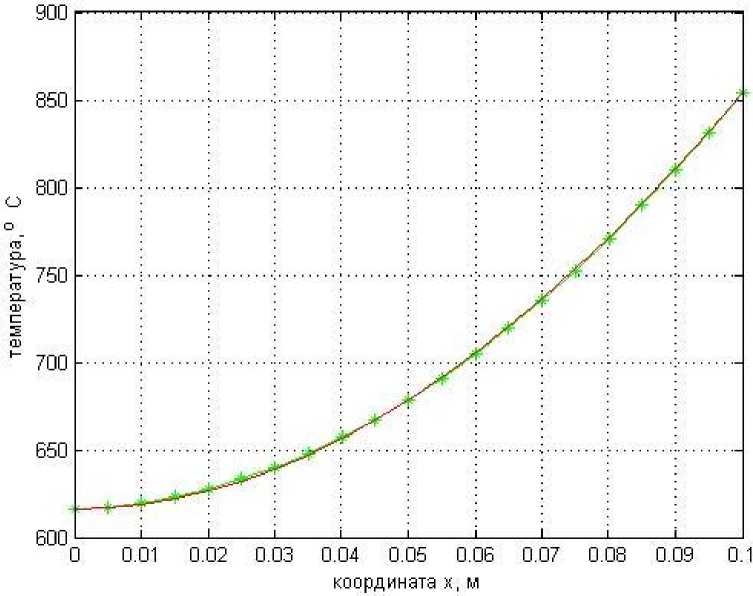
Рис. 3. Распределения температуры по сечению заготовки для т = 0 ,5 ч, вычисленные по методу парабол (первый вариант настройки его коэффициентов) и по точному методу Фурье Fig. 3. Temperature distributions across the cross-section of the workpiece for т = 0 .5 h, calculated using the parabola method (the first version of adjusting its coefficients) and the exact Fourier method
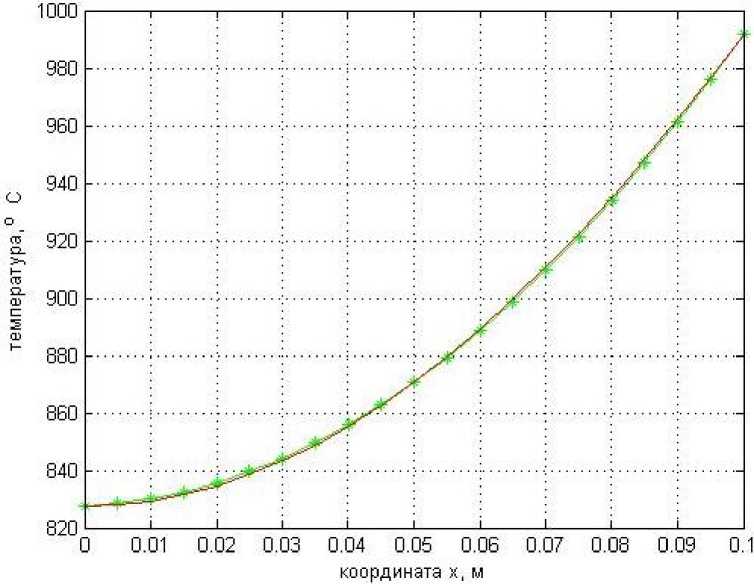
Рис. 4. Распределения температуры по сечению заготовки для т = 0 ,7 5 ч, вычисленные по методу парабол (первый вариант настройки его коэффициентов) и по точному методу Фурье Fig. 4. Temperature distributions across the cross-section of the workpiece for т = 0.7 5 h, calculated using the parabola method (the first version of adjusting its coefficients) and the exact Fourier method
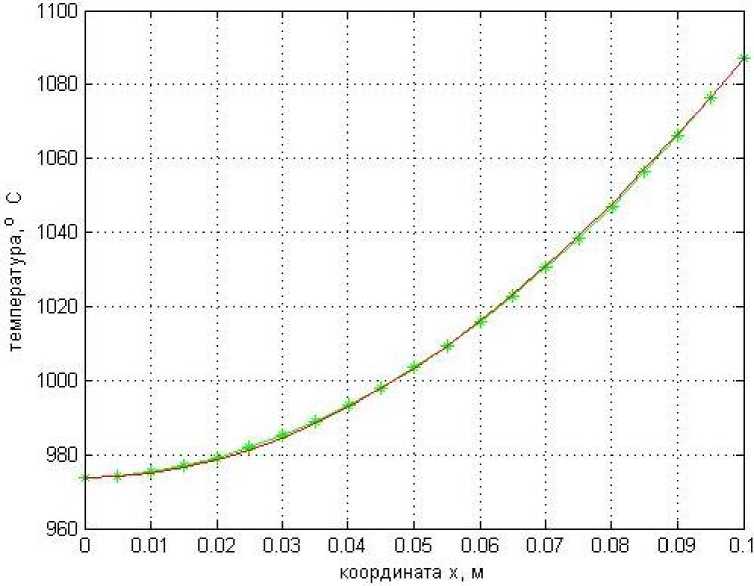
Рис. 5. Распределения температуры по сечению заготовки для т = 1,0 ч, вычисленные по методу парабол (первый вариант настройки его коэффициентов) и по точному методу Фурье Fig. 5. Temperature distributions across the cross-section of the workpiece for т = 1.0 h, calculated using the parabola method (the first version of adjusting its coefficients) and the exact Fourier method
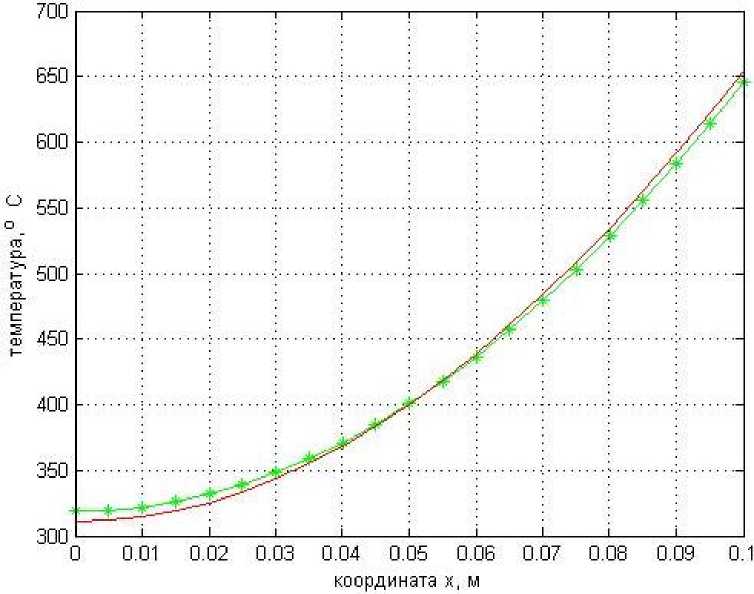
Рис. 6. Параболическое (зеленая кривая) с настройкой коэффициентов по второму варианту и вычисленное по точному методу Фурье распределения температур по сечению заготовки для т = 0 ,2 5 ч Fig. 6. Parabolic (green curve) with the coefficients adjusted according to the second option and the temperature distribution over the cross-section of the workpiece calculated using the exact Fourier method for т = 0.2 5 h
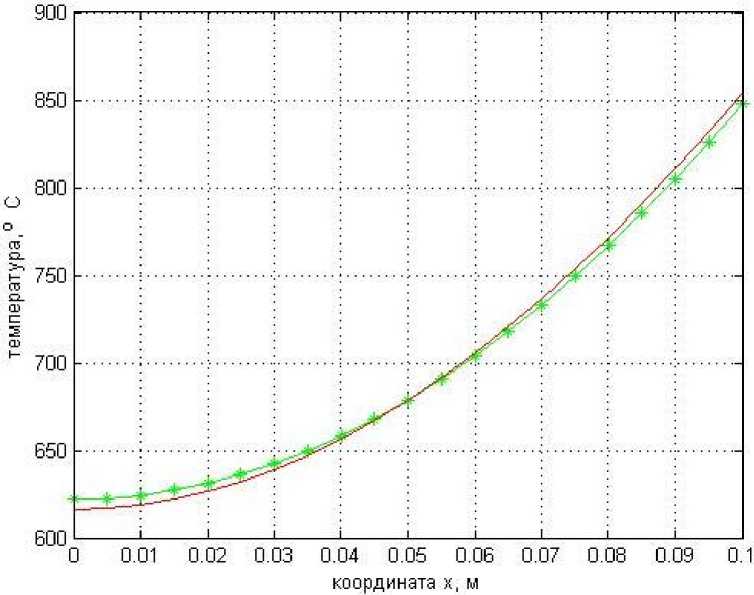
Рис. 7. Параболическое (зеленая кривая) с настройкой коэффициентов по второму варианту и вычисленное по точному методу Фурье распределения температур по сечению заготовки для т = 0,5 ч Fig. 7. Parabolic (green curve) with the coefficients adjusted according to the second option and the temperature distribution over the cross-section of the workpiece calculated using the exact Fourier method for т = 0 .5 h
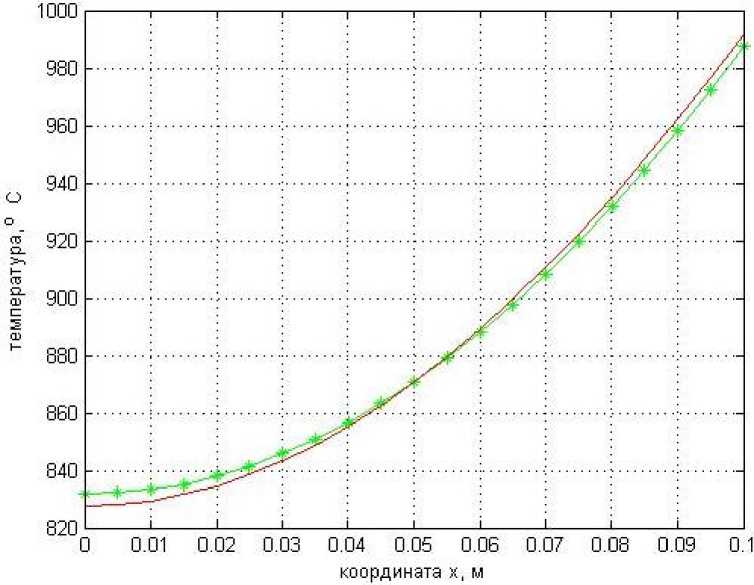
Рис. 8. Параболическое (зеленая кривая) с настройкой коэффициентов по второму варианту и вычисленное по точному методу Фурье распределения температур по сечению заготовки для т = 0,7 5 ч Fig. 8. Parabolic (green curve) with the coefficients adjusted according to the second option and the temperature distribution over the cross-section of the workpiece calculated using the exact Fourier method for т = 0 .7 5 h
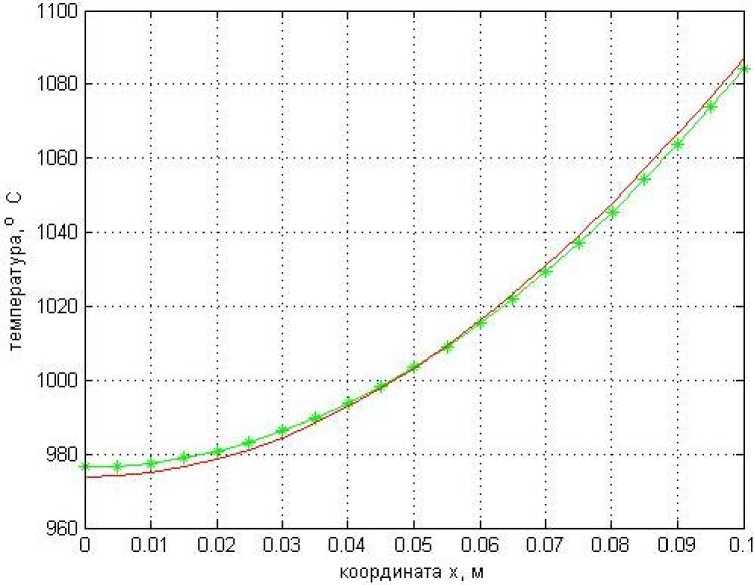
Рис. 9. Параболическое (зеленая кривая) с настройкой коэффициентов по второму варианту и вычисленное по точному методу Фурье распределения температур по сечению заготовки для т = 1 , 0 ч Fig. 9. Parabolic (green curve) with the coefficients adjusted according to the second option and the temperature distribution over the cross-section of the workpiece calculated using the exact Fourier method for т = 1.0 h
Как видно из рис. 6–9, отличие кривых более заметное, чем для случаев рис. 2–5, однако это различие следует признать также практически малозначимым. Поэтому можно заключить, что оба варианта настройки квадратичного многочлена с точки зрения воспроизведения реального распределения температуры по сечению сляба практически равноценны. Однако сама процедура второго варианта настройки и проще, и может быть реализована с вычислениями среднемассовой температуры по схеме рис. 1, а не по формуле (22), что является, очевидно, практически более точным.
Выводы
Следует отметить, что варианты настройки квадратичного трехчлена, рассмотренные в данной работе, обеспечивают заметно более точное воспроизведение температурного поля слябов при нагреве в печах, чем приведенное в работе [1] решение. Кроме того, данные вычислительные процедуры существенно проще. Поэтому их следует рекомендовать для предпочтительного включения в состав алгоритмического обеспечения АСУ ТП методических печей.
