К расчету режима четырехдуговой сварки труб большого диаметра

Автор: Уланов Алексей Михайлович, Иванов Михаил Александрович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Сварка, родственные процессы и технологии
Статья в выпуске: 1 т.15, 2015 года.
Бесплатный доступ
Проведен анализ существующих источников в области многодуговой сварки, изложены предпосылки к созданию математической модели по расчету параметров режима многодуговой сварки, алгоритм которой был взят за основу при создании программного комплекса WeldCalc. Показано, что одним из наиболее важных факторов, влияющих на качество сварного соединения, а именно, на получение заданной геометрии сварного соединения, является определение оптимальных параметров режима многодуговой сварки. Поскольку любое изменение хотя бы одного из параметров режима многодуговой сварки труб большого диаметра приводит к серьезным экономическим затратам на лабораторные исследования свариваемости образцов, отсутствие теоретического расчета параметров режима многофакторного процесса многодуговой сварки усложняет выбор окончательного технологического решения. Проблема разработки математической модели, которая определяет взаимосвязи между параметрами многодугового процесса сварки и автоматизации расчета этих параметров, является актуальной технологической задачей. На кафедре «Оборудование и технология сварочного производства» Южно-Уральского государственного университета создана математическая модель и компьютерная программа, позволяющая рассчитать автоматизированным способом режимы многодуговой сварки. Приведен рисунок внешнего вида программы. В качестве примера выполнен проверочный расчет многодуговой сварки четырех дуг для металла толщиной 15,7 мм, соединяемого встык, проведено его сравнение с реальным режимом, выполненным в лаборатории. Полученные значения соответствующих коэффициентов взаимосвязи между параметрами вынесены в таблицы, представлены формулы долевого соотношения между токами в данной математической модели. Полученные данные удовлетворительно коррелируют с расчетом.
Трубы большого диаметра, режим сварки, четырехдуговая сварка
Короткий адрес: https://sciup.org/147156916
IDR: 147156916 | УДК: 621.791.01
Calculation of four arc welding mode for large diameter pipes
The paper gives the analysis of literature on multiarc welding. The rationale to the creation of a mathematical model for the calculation of the multiarc welding mode parameters was given. The algorithm of the model was used as the basis for the development of the software program complex named WeldCalc. It was shown that one of the most important factors affecting the quality of the welded connection i.e. getting the geometry given of the welded joint was the determination of the optimal mode parameters of multiarc welding. As any change at least of one of the mode settings of multiarc welding of large diameter pipes leads to the decrease in the economic costs of laboratory tests aimed to define sample weldability, the absence of theoretical calculations of the parameters of multifactorial multiarc welding process complicates the choice of the final technological solutions. The problem of developing a mathematical model that defines the connection between the parameters of a multiarc welding process and the automation of the calculations of these parameters is the relevant technological task. At the department of “Equipment and technology of welding production” (South Ural State University, Chelyabinsk) a mathematical model and a computer program were developed. The latter allows to calculate the modes of multiarc welding. The screenshots of the program are shown in the article. As an example, the test calculation of four-arc welding was performed for the metal of 15.7 mm thick having butt joint. The theoretical results were compared with the practical ones performed in the laboratory. The obtained values of the respective coefficients of the settings were listed in the table, the formulas of the proportional ratio between the currents in the mathematical model were presented. The data obtained correlate with the calculations made.
Текст научной статьи К расчету режима четырехдуговой сварки труб большого диаметра
На сегодняшний день в России при производстве труб большого диаметра применяют многодуговую сварку под флюсом, которая является наиболее высокопроизводительным технологическим процессом, позволяющим производить сварку больших толщин металла с высокой скоростью.
Качество бездефектного сварного соединения определяется геометрией, химическим составом и структурным строением шва и его зон. Оно зависит от многих факторов [1, 2], наиболее важными из которых являются режимы сварки. Одной из серьезных производственных проблем при использовании многодуговой сварки является отсутствие теоретического расчета этого многофакторного процесса и по этой причине любое изменение хотя бы одного из параметров режима многодуговой сварки труб большого диаметра приводит к серьезным экономическим затратам на лабораторные исследования свариваемости образцов. Таким образом, перед производственниками остро встает вопрос о снижении затрат на пуско-наладочные работы [3, 4].
На кафедре «Оборудование и технология сварочного производства» Южно-Уральского государственного университета создана математическая модель [5, 6], позволяющая рассчитать режимы многодуговой сварки [7]. На её основе создан программный комплекс WeldCalc (см. рисунок), который позволяет выполнять расчеты параметров режима многодуговой сварки под флюсом для стыковых соединений.
В программу заложена возможность корректировки полученных значений в части перераспределения мощности между током и напряжением на каждой дуге. При этом погонная энергия и мощность процесса сварки не изменяются.
В качестве примера возможностей программного комплекса WeldCalc выполним расчет четырехдуговой сварки металла толщиной S = 15,7 мм (табл. 1) и сравним его с реальным режимом, выполненным в лаборатории.
По известному режиму сварки (см. табл. 1) рассчитываем коэффициенты долей участия каждой из дуг D 1 , D 11 , D 111 по следующим формулам:
iсв2 = d 11св1;(1)
Iсв3 = D ЫIсв2;(2)
Iсв4 = D1ЫIсв3.(3)
Полученные коэффициенты выставляем в WeldCalc (табл. 2).
Корректируем коэффициенты напряжений Ku для каждой дуги для перераспределения значения мощности между током и напряжением. Набор данных коэффициентов ляжет в основу рекомендаций для всего сортамента труб (табл. 3).
Сварка, родственные процессы и технологии
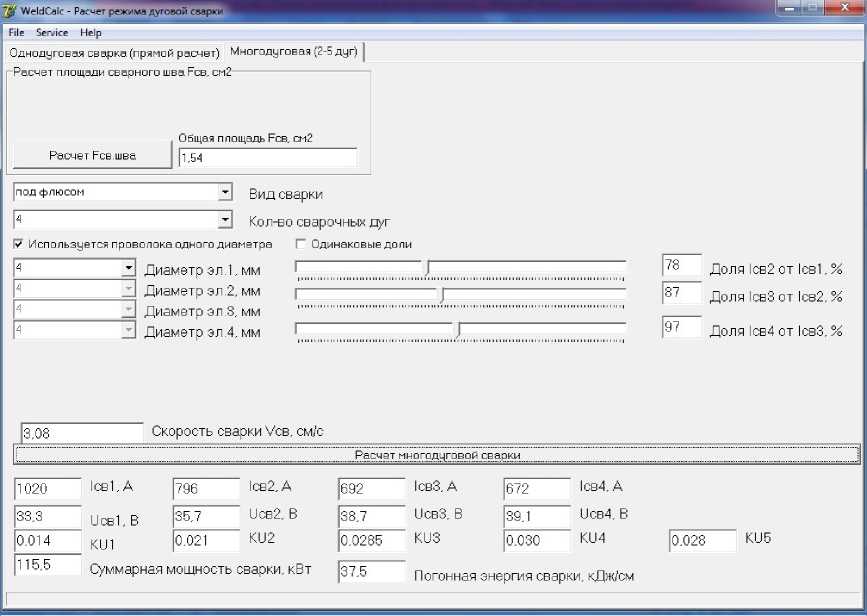
Внешний вид закладки программного комплекса WeldCalc для расчета многодуговой сварки
Таблица 1
Параметры режима сварки
|
№ п/п |
Параметр |
Значение |
|
|
Лабор. |
Расч. |
||
|
1 |
Сварочный ток на 1-й дуге, А |
1000 |
1020 |
|
2 |
Сварочный ток на 2-й дуге, А |
780 |
796 |
|
3 |
Сварочный ток на 3-й дуге, А |
680 |
692 |
|
4 |
Сварочный ток на 4-й дуге, А |
660 |
672 |
|
5 |
Напряжение на 1-й дуге, В |
34 |
33,3 |
|
6 |
Напряжение на 2-й дуге, В |
36 |
35,7 |
|
7 |
Напряжение на 3-й дуге, В |
39 |
38,7 |
|
8 |
Напряжение на 4-й дуге, В |
41 |
39,1 |
|
9 |
Диаметр электродной проволоки, мм |
4 |
4 |
|
10 |
Скорость сварки, см/с |
3,1 |
3,1 |
|
11 |
Погонная энергия сварки, кДж/см |
37,5 |
37,5 |
|
12 |
Площадь сварного соединения, см2 |
1,54 |
1,54 |
|
13 |
Суммарная мощность сварки, кВт |
115,66 |
115,5 |
Таблица 2
Значения коэффициентов долей участия для каждой дуги
|
Коэффициент |
D I |
D II |
D III |
|
Значение |
0,78 |
0,872 |
0,97 |
Таблица 3
Значения коэффициентов напряжений K U для каждой дуги
|
Коэффициент |
K U 1-й дуги |
K U 2-й дуги |
K U 3-й дуги |
K U 4-й дуги |
|
Значение |
0,014 |
0,021 |
0,0285 |
0,03 |
Уланов А.М., Иванов М.А.
Проводим проверку соответствия тока и напряжения полученному в программе WeldCalc реальному режиму сварки (см. табл. 1).
Таким образом, программная реализация математической модели WeldCalc позволяет выполнить расчет режима четырехдуговой сварки, что способствует повышению производительности труда инженера-технолога по сварке и повышению качества сварных труб большого диаметра.
Список литературы К расчету режима четырехдуговой сварки труб большого диаметра
- Ердаков, И.Н. Критерий оптимизации литейных процессов/И.Н. Ердаков//Литейные процессы: межрегион. сб. науч. тр./под ред. В.М. Колокольцева. -Магнитогорск: ГОУ ВПО «МГТУ», 2012. -Вып. 11. -С. 195-197.
- Ердаков, И.Н. Технология производства высококачественных литых деталей из алюминиевых сплавов/И.Н. Ердаков, В.В. Новокрещенов//Теория и технология металлургического производства: межрегион. сб. науч. тр./под ред. В.М. Колокольцева. -Магнитогорск: ГОУ ВПО «МГТУ», 2012. -Вып. 11. -С. 97-100.
- Уланов, А.М. Автоматизация расчета режима двухдуговой сварки под флюсом стыкового соединения/А.М. Уланов, М.А. Иванов//Материалы IX междунар. науч.-практ. конф. «Научный прогресс на рубеже тысячелетий» -Praha: Pablishing House «Education and Science» s.r.o., 2013. -Т. 38. -С. 3-6.
- Иванов М.А. К вопросу математического моделирования параметров сварки в производстве стальных труб большого диаметра/М.А. Иванов, А.М. Уланов//Теория и технология металлургического производства: межрегион. сб. науч. тр./под ред. В.М. Колокольцева. Магнитогорск: Изд-во Магнитогорск. гос. техн. ун-та им. Г.И. Носова, 2012. -С. 173-177.
- Иванов, М.А. Теоретический подход к расчету режима трехдуговой сварки под флюсом стыкового соединения деталей тележки рельсового транспорта/М.А. Иванов, А.М. Уланов, Ю.В. Безганс//Вестник ЮУрГУ. Серия «Металлургия». -2013. -Т. 13, № 1. -С. 146-149.
- Иванов, М.А. Методология расчета геометрических размеров сварных швов по параметрам режимов автоматической дуговой сварки под слоем флюса/М.А. Иванов, А.М. Уланов//IX International congress: Machines, Technologies, Materials 2012. Section «Technologies». -Bulgaria: Varna, 2012. -Vol. 1. -C. 86-88.
- Пат. 2011613354 Российская Федерация. Свидетельство о государственной регистрации программы для ЭВМ «Расчет режима дуговой сварки Welding Rate Calculation»/М.А. Иванов, А.М. Уланов. -№ 2011611511; заявл. 9.03.11; зарегистрировано 28.04.11.
