К расчету среднего значения коэффициента анизотропии листовых материалов

Автор: Гречников Федор Васильевич, Ерисов Ярослав Александрович, Зайцев Вадим Михайлович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Научная жизнь
Статья в выпуске: 4-1 т.16, 2014 года.
Бесплатный доступ
В данной статье приведены наиболее распространенные способы расчета среднего значения коэффициента поперечной деформации применительно к ортотропным листовым материалам, показано влияние того или иного способа на точность расчетов.
Анизотропия свойств, ортотропный материал, трансверсальная изотропия, испытание на растяжение, коэффициенты (показатели) анизотропии, среднее значение
Короткий адрес: https://sciup.org/148203160
IDR: 148203160 | УДК: 53.081.7+620.172.2
On the calculation of mean anisotropy coefficient of sheet materials
In this article it is stated the most common methods of calculation of mean anisotropy coefficients for orthotropic sheet materials, it is described the influence of one method or another on the accuracy of calculations.
Текст научной статьи К расчету среднего значения коэффициента анизотропии листовых материалов
Многие детали современных машин и приборов изготавливаются методами листовой штамповки. При этом используются металлы и сплавы различных структурных групп и марок. Большинство полуфабрикатов (листы, трубы, профили), полученных из этих материалов, обладают явно выраженной анизотропией механических свойств. Особенно она характерна для алюминиевых, магниевых, титановых, бериллиевых и других сплавов [1-2].
Зависимость свойств материала от направления оказывает определенное влияние на технологические процессы изготовления изделий, в том числе и на операции листовой штамповки [3]. Однако, для того чтобы оценить влияние анизотропии, в технологических расчетах необходимо использовать показатели, количественно характеризующие анизотропию свойств. Рассмотрим применяемые в настоящее время показатели анизотропии в области пластического деформирования.
ПОКАЗАТЕЛИ АНИЗОТРОПИИ
Наибольшее распространение получили показатели анизотропии, включающие в себя стандартные механические свойства или их отноше-
ния, определенные для различных направлений материала, например, предложенные Р. Хиллом [4-6]. Он показал, что состояние текстурированного полуфабриката может быть охарактеризовано следующими шестью величинами:
Оценка различий в свойствах среды с помощью таких параметров анизотропии не всегда является точной. Так при испытаниях тонколистовых материалов трудно определить точную величину пределов текучести, то показатели F, G, Н и др. желательно вычислять не по величине пределов текучести, а по деформациям [6].
Для характеристики направления преимущественного развития деформаций при пластическом течении (анизотропии деформаций) широко применяются деформационные показатели анизотропии. Коэффициент нормальной анизотропии R отражает изменение свойств металла в направлении, перпендикулярном к плоскости листового проката, в зависимости от его свойств в плоскости листа. Его определяют по результатам испытаний на растяжение [7], как отношение логарифмической деформации по ширине eb к деформации по толщине образца et :
R = eb- = Ig bo/lg ^ et b1t1,
где b 0 , t 0 , b 1 , t 1 – соответственно начальные и конечные значения ширины и толщины плоских образцов. Испытания образцов производятся в зависимости от направления вырезки в листе: вдоль проката R 0 , перпендикулярно R 90 и под углом 45° R 45 (рис. 1).
Измерение толщины в процессе деформации по формуле (2) не очень удобно, так как связано с возможностью больших ошибок в связи с изме-
нением шероховатости поверхности при растяжении образца, а также с неравномерностью деформации по толщине, вызываемой неоднородностью. Поэтому для оценки анизотропии предпочтительнее использовать коэффициенты Пуассона для пластической области или коэффициенты поперечной деформации Д , представляющей собой отношение логарифмической деформации по ширине eb к деформации по длине образца el [8]:
Д = - eb = lg b0/lg l0 , (3)
el b1l1
где l 0 , l 1 – соответственно начальное и конечное значения длины плоских образцов.
Показатели анизотропии всех трех типов пе-
ресчитываются друг в друга и в этом смысле являются равноценными [4-5]:
R = Д
1 — д ,
R
H
- 0 g ,
R
H
-90 -~ F
и
R 45 =
N
F + G
СРЕДНЕЕ ЗНАЧЕНИЕ КОЭФФИЦИЕНТА АНИЗОТРОПИИ
одинаковы в различных направлениях плоскости листа: Д о = Д 45 = Д 90 ^ 0,5 (плоскость изотропии), и плоскостную анизотропию, при которой коэффициент анизотропии изменяется в плоскости листа в различных направлениях прокатки: Д о ^ Д 45 ^ Д 90 (ортотропный материал).
При оценке влияния анизотропии на штам-пуемость металла и проведения других технологических расчетов часто пользуются осредненны-ми в плоскости листа деф о рмационными показателями анизотропии Д ( R ). Иногда приходится сталкиваться с неточностями в определении этого коэффициента, так существуют различные выражения для вычисления среднего значения коэффициента анизотропии [1, 4-5, 7-8]:
- _ Д0 + Д45 + Д90
Д =-------3-------,(5-а)
-_ Д 0 + 2 Д 45 + Д 90
Д =--------4--------,(5-б)
Д0 + Д22,5 + Д45 + Д67,5 + Д90_
Д =----------,------ 5-------- ,--------, (5-в)
где Да - коэффициенты поперечной деформации, измеренные под углом а к направлению прокатки.
Очевидно, что выражения (5) неоднозначно оценивают анизотропию одного и того же листа, как может показаться на первый взгляд. Так, например, в одном и том же приближении по формулам (5-а) и (5-б), когда осреднение идет по трем направлениям, может получиться два различных результата. При этом часто данные выражения представляются как равнозначные [5].
Для получения правильной формулы рассмотрим в совокупности всю плоскость прокатного листа, которую разобьем на направления с шагом 45° (рис. 2, а). Покажем, что все коэффициенты анизотропии можно выразить через три основных: Д 0, Д 90 и Д 45 . В виду того, что тек-
При равенстве приращений деформаций по ширине и толщине д = 0,5 ( R = 1 ) металл изотропен. Различают трансверсальную анизотропию, при которой коэффициенты анизотропии
стура проката имеет три взаимно перпендикулярные плоскости симметрии [8], то среди вырезанных образцов будут идентичные, значения коэффициентов анизотропии которых совпадают:
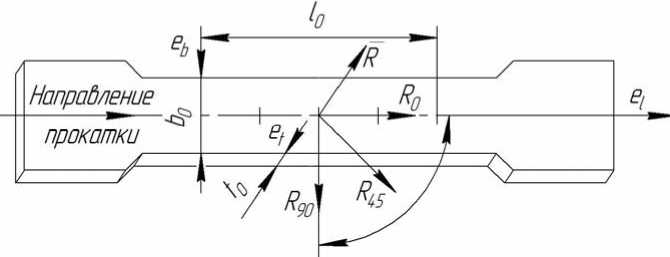
Рис. 1. Схема к расчету коэффициентов анизотропии
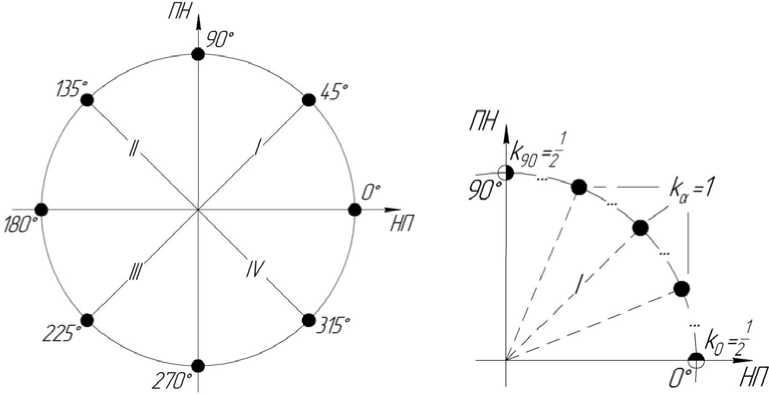
Рис. 2. Расчет среднего значения коэффициента анизотропии
д0 = д180, д45 = д135 = д225 = д315, (6)
д90 = д270
Среднее значение коэффициента анизотропии во всей плоскости листа определим, как среднее арифметическое коэффициентов поперечной деформации для всех направлений разбиения от 0° до 360°:
- _ До + д45 + ... + д315 _ х д =---------8----------, (7-а)
или с учетом зависимостей (6):
2До + 4д45 + 2д9о до + 2Д45 + д9о
д = 8 = 4 . (7"б)
Таким образом, имеем выражение аналогичное (5-б), из которого видно, что вклад (вес) коэффициента Д 45 в среднее значение в два раза больше по сравнению с коэффициентами Д о и Д 90 . Теперь из приведенного примера видно, что формула (5-а) искажает реальную картину, так как утверждает одинаковый вклад коэффициентов поперечной деформации в среднее значение.
Как уже было отмечено выше, все текстурированные материалы обладают симметрией свойств, поэтому на практике достаточно определить коэффициенты анизотропии только для направлений в диапазоне 0-90°. Покажем, как правильно определить среднее значение в этом случае.
Рассмотрим I квадрант координатной плоскости (рис. 2, а), которому принадлежат три направления из разбиения с шагом 45°. При этом было бы ошибкой рассчитывать среднее значение д по формуле (5-а), так как направления 0° и 90° принадлежат этому квадранту не полностью, а только наполовину, и наполовину принадлежат II и IV квадрантам соответственно. Это подтверждается тем, что при сложении всех четырех квадрантов должно получиться восемь направлений. Следовательно, имеем:
~ Д0 + д45 + Т Д90
Д = -------- 2--- 2 ----. (7-в)
Следует обратить внимание на то, что в выражении (7-в) в знаменателе стоит цифра “2”, а не “3”. Дело в том, что в данном случае находится не просто среднее значение трех показателей анизотропии, а среднее взвешенное значение коэффициентов в определенном квадранте. Поэтому в знаменателе записана сумма вкладов (вес) каждого коэффициента да в квадранте.
Обобщим выражение (7-в) для случая с произвольным шагом разбиения Д а . Для этого введем весовые коэффициенты к а , при использовании которых формула для Д будет выглядеть следующим образом (рис. 2, б):
E k Да а • а
— аеm _____
д УА а ае m
где m – это множество всех направлений выбранного разбиения, m = {аг-}, i = 1, n; n - количество участков разбиения квадранта, n = 90°/Да. В формуле (8) каждое из да измерено под углом а, к направлению прокатки: а, = Даг , i = 1, n . Выражение в знаменателе ^ ка — представляет собой общий вес всех ко- ае m эффициентов для данной плоскости, при этом
1 1 а * 0 ° ;90 °
k0 = k90 = V2 и ка------------>1.
Нетрудно заметить, что формула (8) и формула (7-в) представляют собой одно и то же, что еще раз подтверждает правильность нашего подхода.
В качестве примера рассмотрим использование формулы (8) для вычисления среднего значения коэффициента анизотропии по показателям, измеренным с шагом 22,5° к направлению прокатки. В данном случае: количество участков разбиения n = 90 0 /22,5 0 = 4 ; множество всех направлений m = {0°; 22,5°; 45°; 67,5°; 90°}; общий вес всех коэффициентов ^ k a = /2 + 1 + 1 + 1 + /2 = 4• аЕ m
Таким образом, окончательно имеем:
- - Д о + Д 22,5 + Д 45 + Д 67,5 + - Д 9о
Д = 2 --------,------------(9)
Из приведенного примера видно, что формула (5-в) искажает реальную картину, так как утверждает одинаковый вклад коэффициентов поперечной деформации в среднее значение. Хотя из выражения (9) видно, что вклад коэффициентов Д о и Д 90 в среднее значение в два раза меньше по сравнению с остальными коэффициентами.
ВЫВОДЫ
-
1. Среди применяемых в настоящее время показателей анизотропии наиболее объективными являются коэффициенты поперечной деформации Д , которые, в отличие от коэффициентов Р. Хилла и коэффициентов нормальной анизотропии r , могут быть рассчитаны с высокой точностью для тонколистовых материалов, хорошо
-
2. Среднее значение коэффициента анизотропии в плоскости листа необходимо определять не как среднее арифметическое значение всех показателей анизотропии по рассматриваемым направлениям, а как среднее взвешенное с учетом веса (вклада) коэффициентов по каждому направлению.
-
3. Для диапазона измерений в пределах от 0° до 90° к направлению прокатки вклад (вес) коэффициентов Д о и Д 9о в среднее значение в два раза меньше по сравнению с коэффициентами, измеренным по оставшимся направления выбранного разбиения.
нормированы и обеспечивают преемственность соотношений при переходе из упругой области в пластическую.
Список литературы К расчету среднего значения коэффициента анизотропии листовых материалов
- Микляев П.Г., Фридман Я.Б. Анизотропия механических свойств металлов. М.: Металлургия, 1986. 224 с.
- Ашкенази Е.К., Ганов Э.В. Анизотропия конструкционных материалов. Л.: Машиностроение, 1980. 247 с.
- Гречников Ф.В., Ерисов Я.А. Влияние параметров текстуры на устойчивость процессов формообразования анизотропных заготовок//Известия Самарского научного центра РАН. 2012. №4. С. 293-298.
- Бэкофен В. Процессы деформации. М.: Металлургия, 1977. 288 с.
- Шевелев В.В., Яковлев С.П. Анизотропия листовых материалов и ее влияние на вытяжку. М.: Машиностроение, 1972. 132 с.
- Хилл Р. Математическая теория пластичности. М.: ГИТТЛ, 1956. 407 с.
- Аверкиев А.Ю. Методы оценки штампуемости листового металла. М.: Машиностроение, 1985. 176 с.
- Гречников Ф.В. Деформирование анизотропных материалов (резервы интенсификации). М.: Машиностроение, 1998. 448 с.
