К вопросу об автоматизации управления теплофизическими параметрами установок плазменной газификации углей

Автор: Буянтуев Сергей Лубсанович, Шаронов Константин Сергеевич
Журнал: Вестник Бурятского государственного университета. Философия @vestnik-bsu
Рубрика: Физика
Статья в выпуске: 3, 2011 года.
Бесплатный доступ
Статья посвящена вопросам оснащения плазменного газификатора автоматизированной системой управления его теплофизическими параметрами. Выделен круг задач, которые необходимо решить в ходе создания системы контроля и управления теплофизическими параметрами плазмохимических установок.
Система управления и измерения, автоматизация, плазменная обработка углей
Короткий адрес: https://sciup.org/148180203
IDR: 148180203 | УДК: 621.128
To the problem of control automation of plasma coals gasification thermophysical parameters
The article is devoted to plasma gasifier equippement with automatic control system of its thermophysical parameters. A range of tasks that have to be solved during the creation of thermophysical parameters of plasma-chemical devices monitoring and control system is distinguished.
Текст научной статьи К вопросу об автоматизации управления теплофизическими параметрами установок плазменной газификации углей
Технологии газификации угля появились как некоторая альтернатива добыче природного газа. Конечно, объемы получаемого газа методом газификации угля намного меньше объемов добычи природного газа. Однако в некоторых случаях, таких как значительная удаленность населенного пункта или предприятия от газовой магистрали, высокие требования экологической безопасности, а также наличие в местности хороших запасов ископаемого угля, делает газификацию угля привлекательным методом получения горючего газа. В настоящее время уголь в основном используется как топливо в котельных и на тепловых электрических станциях для выработки тепла и электроэнергии. Существующие уже много десятков лет технологии сжигания угля в топке не отвечают современным требованиям, т.к. превышают допустимый уровень загрязнения атмосферы твердыми углеродными частицами, вылетающими из трубы вместе с дымовыми газами, содержания в дымовых газах окислов азота. Кроме того, существует опасность заражения почвы в местах, где производят выброс золы и шлаков, причина этого – неполное сгорание угольных частиц.
За прошедшее столетие разработано несколько технологий получения синтез-газа – методы Лур-ги, Винклера и др. Однако установки, работающие по этим принципам, требуют больших капитальных вложений и не соответствуют современным требованиям экологической безопасности. Решение вышеперечисленных проблем возможно в случае применения для термической обработки угля низкотемпературной плазмы. Практическая ценность плазмы при температуре более 3 000 К экспериментально доказана в трудах многих исследователей как России, так и зарубежных стран [1-3]. Плазма, являясь четвертым состоянием вещества, содержит в себе активные радикалы, ионы, электроны, обладает высокой удельной мощностью. Все это является факторами, позволяющими ускорить многие химические процессы.
Использование генераторов плазмы в котлах ТЭС для розжига и поддержания горения угля позволяет снизить концентрацию вредных, канцерогенных выбросов в дымовых газах. Плазменная газификация угля позволяет интенсифицировать процесс горения угольных частиц. Также эта технология является экологически чистым способом получения горючего газа с возможностью варьирования процентного содержания в нем углеводородов и водорода.
Применение плазменных технологий в промышленности невозможно без автоматизации технологического процесса. Плазма является мощным и в то же время неустойчивым инструментом. Любое возмущающее воздействие извне способно легко нарушить равновесие в плазме прервать тем самым процесс. Автоматизация плазменных процессов подразумевает под собой комплекс мер, направленных на увеличение эффективности таких процессов, что, как было сказано выше, позволит вывести плазменные технологии газификации угля на промышленный уровень.
Исследование процесса газификации угля в потоке плазмы проводят на специальной плазменной установке (рис. 1). При ее создании использовался модульный принцип, т.е. конструктивно установка была поделена на несколько модулей, или секций (камер). Важным является вертикальное положение модулей, где происходят процессы массо- и теплообмена между твердыми частицами сырья и газовым теплоносителем. Такое расположение модулей дает ряд технологических и конструктивных преимуществ.
-
1. Приемлемые габаритные размеры.
-
2. Отсутствие зон, где могут скапливаться частицы твердого топлива.
-
3. Равномерное распределение частиц твердого топлива по сечению камер, что облегчает процесс массо- и теплообмена между теплоносителем (газифицирующим агентом) и частицами топлива.
-
4. Универсальность. Данная установка путем замены либо исключения модулей может быть приведена к аллотермическому либо алло-автотермическому типу.
На экспериментальной установке по комплексной переработке угля производились:
-
1) отработка всех этапов технологического процесса;
-
2) освоение работы аппаратов и узлов, отработка их конструкции;
-
3) построение системы автоматического управления, отработка оптимальных технологических режимов переработки сырья и получение целевого продукта – горючего газа.
Исследования работы плазменного газификатора в автоматическом режиме проводятся на газификаторе аллотермического типа, в который помимо основного реактора введен дополнительный муфельный модуль для увеличения степени газификации твердого топлива. На рис. 1 приведена структурная схема плазменного газификатора такого типа.
Технологическая последовательность процесса газификации. Твердое мелкозернистое топливо (размер частиц до 1 мм) из бункера сырья 4 поступает в дозатор 3. Далее топливо подается в эжектор 6, где смешивается с газовым транспортирующим агентом (воздухом), смесь поступает в плазменный реактор 1. В реакторе топливо газифицируется, смесь из газа и оставшихся от реакции твердых частиц поступает в муфельную зону 8 и камеру разделения 9. Крупные частицы под действием силы тяжести падают в шлакосборник 11, более мелкие вместе с газом выводятся через трубу 10 непосредственно в скруббер 12. В скруббере с помощью фильтра 13 и потока воды газ очищается от твердых частиц и выводится из установки. Также возможен вариант газификации с вводом водяного пара, вырабатываемого парогенератором 7, в реактор. В рассматриваемой установке используется коаксиальный плазменный реактор постоянного тока с магнитным удержанием электрической дуги, который является основной частью установки и потребляет более 90% электроэнергии, затрачиваемой для ее работы [4].
Принцип исследования процесса газификации . После включения установки выдерживают некоторое время, обеспечивая прогрев камеры реактора, при этом непрерывно измеряют температуру на всех участках установки. Далее начинают подачу реагентов, записывают показания приборов, исследуют состав образовавшегося газа. Аналогичные измерения проводят при других значениях расхода реагентов и электрических параметров технологического процесса.
Одной из целей вышеуказанных исследований является определение оптимальных технологических параметров установки для конкретного сорта угля. Плазмохимия относительно новое направление в науке, в связи с чем конкретных наработок в вопросах автоматизированного управления этими процессами мало. Принципы управления плазмохимическими процессами очень схожи с принципами управления процессом горения в топочном устройстве и методами автоматизированного управления тепловыми процессами. В теплоэнергетике от систем автоматизированного контроля и управления требуют достижения такого режима, при котором наиболее эффективно используется топливо и окружающей среде наносится наименьший вред. Для этого в первую очередь необходимо получить оперативные данные о параметрах этого процесса, а затем, по результатам обработки полученных данных, определить текущий режим и сформировать управляющие сигналы [5].
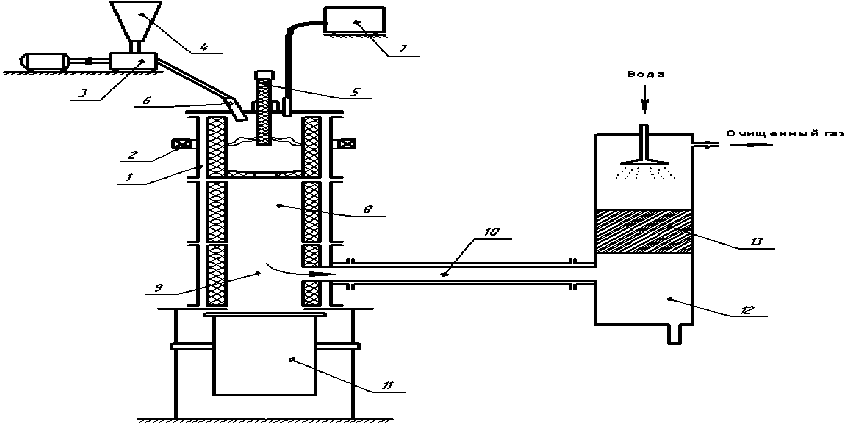
Рис. 1. Плазменный модульный газификатор. 1 – реактор; 2 – магнитная катушка; 3 – дозатор; 4 – бункер сырья; 5 – катод; 6 – эжектор; 7 – парогенератор; 8 – камера муфеля; 9 – камера разделения; 10 – труба вывода газа; 11 – шлакосборник; 12 – скруббер; 13 – фильтр
Как правило, в расчетах и экспериментальных данных фигурируют следующие технологические параметры установки: сила тока в дуге, расход воздуха, угля и пара. Сочетание этих компонентов и представляет научный интерес. В действительности параметров намного больше, и влияние многих из них пока еще остается неустановленным. В целом набор наиболее характерных технологических параметров, влияющих на процесс газификации, представлен следующими элементами:
-
1) распределение температуры по всему объему зоны пиролиза (реактор, модули);
-
2) интенсивность подачи реагентов;
-
3) скорость продува установки (разряжение в камере реактора);
-
4) химический состав угля;
-
5) напряжение и сила тока дуги;
-
6) напряженность магнитного поля соленоида;
-
7) объем камеры реактора;
-
8) распределение реагентов по ступеням установки.
Эти характеристики можно разделить на три группы: физико-химические свойства угля, теплофизические характеристики процесса и его технологические параметры. Разберем более подробно влияние этих групп параметров.
Физико-химические свойства конкретного типа угля являются неизменными и поэтому должны приниматься как константа. Установлено, что из угля, имеющего высокую зольность, а следовательно, являющегося низкореакционным, в процессе газификации получают низкокалорийный газ, забалластированный азотом и оксидом углерода (IV). Теплофизические параметры процесса при этом определяющие, поскольку именно от температуры в большей степени зависит интенсивность газификации. Экспериментально установлено, что эффективный выход газовой смеси СО+Н2 наблюдается в определенном интервале температур. Причем температура в данном случае для разных типов угля и условий газификации разная. Создаваемое небольшое разряжение в камере реактора также воздействует на температуру и концентрацию газифицирующего агента – воздуха (либо пара). Расход топлива и газифицирующих агентов определяет количество получаемого синтез-газа. Соотношение уголь: воздух: пар влияет на калорийность синтез-газа. Кроме того, интенсивный расход реагентов способен нарушить стабильность электрической дуги. Устойчивость дуги к внешним воздействиям обеспечивается за счет увеличения силы тока в дуге и в удерживающей электромагнитной катушке. Увеличение силы тока в дуге вызывает рост температуры в камере реактора, что приводит к значительному обгоранию угля и снижению выхода синтез-газа. Усиление магнитного поля электромагнитной катушки позволяет в некоторой степени поддерживать стабильность дуги, однако, как показывают эксперименты, сильное магнитное поле увеличивает время пролета частиц через реактор, что так же приводит к увеличению их обгорания. Отсюда ясно, что плазменный процесс газификации является технологически сложным - многие технологические параметры зависят друг от друга, поэтому для его оптимизации и интенсификации необходима автоматическая система управления.
При создании автоматической системы управления плазменными процессами за основу целесообразно взять архитектуру промышленных систем автоматизированного (человеко-машинного) управления тепловыми процессами. Тепловые электрические станции для обеспечения правильной работы оборудования, как основного, так и вспомогательного, оснащаются системой автоматического управления. Таким образом, получение информации о состоянии объектов, контроль и регулирование теплофизических параметров осуществляются рядом подсистем, позволяющих поддерживать оптимальный режим работы оборудования. По назначению все подсистемы делятся на две группы - информационные и управления. Информационная подсистема включает индивидуальный контроль, контроль по вызову, массовый контроль и сигнализацию. Подсистема управления выполняет функции дистанционного управления, автоматического регулирования технологических параметров, логического управления, защиты и блокировки агрегатов. Централизованное управление системой осуществляется с помощью цифровой управляющей машины [6]. В последнее время в связи с развитием микроэлектроники находят широкое применение промышленные компьютеры, которые могут устанавливаться на отдельные узлы и агрегаты тепловой системы.
Система управления процессом плазменной газификации угля по своей сложности и числу измерительных и управляющих каналов значительно уступает системе управления тепловыми процессами на ТЭС. Однако возможно применение стандартных технических средств и методов, применяемых на ТЭС, для организации системы управления плазменной газификацией угля. Задача системы управления плазменным газификатором - обеспечить получение из конкретного сорта угля возможно более калорийный синтез-газ при ограниченных расходах реагентов. Ограничение связано со стабильностью дуги. Работа системы отчасти заключается в управлении температурой, которая, как известно, является инерционной величиной. При этом процесс управления силой тока и расходом реагентов протекает на несколько порядков быстрее. Отсюда ясно, что в силу специфичности плазменного процесса газификации угля для построения системы управления на основе стандартных технических средств необходимо установить алгоритмы управления теплофизическими параметрами плазменного газификатора. Оптимальный алгоритм управления можно представить в виде следующей последовательности: оперативный анализ состава продукта - определение тех параметров, которые следует изменить - выработка корректирующих сигналов - контроль изменения состава продукта. Процесс является циклическим, поэтому осуществлять его удобнее с применением ПК.
На рисунке 2 представлена функциональная схема подобной системы. На всех устройствах размещаются датчики: так, на парогенераторе, компрессоре откачивания газа, дозаторе устанавливаются расходомеры; в ответственных с теплофизической точки зрения частях установки размещены термопары. Измерительные сигналы с датчиков аппаратов, газоанализатора и термопар вводятся в блок обработки данных, где они оцифровываются и преобразуются в последовательный поток данных. Этот поток переправляется в устройство управления, собранное на основе ПК и платы расширения, которое работает по специальной программе, заложенной в его память. В состав устройства управления также входят блок вывода информации и блок ввода параметров, предназначенные соответственно для наблюдения и управления процессом газификации. Устройство управления вырабатывает сигналы, которые декодируются в устройстве сопряжения. В состав устройства сопряжения также входят реле и усилители сигналов. Преобразованные и усиленные устройством сопряжения сигналы передаются непосредственно в узлы плазменной установки. Управление источником питания также связано с ЭВМ, однако автоматическая регулировка силы тока остается прежней (аналоговая обратная связь по току). Это связано с тем, что время реакции автоматической системы на изменение силы тока должно быть минимальным, недорогая цифровая система обладает некоторой инерционностью.
Также для более детального исследования процесса газификации система измерения и контроля должна автоматически записывать текущие технологические параметры установки. В последующем это позволяет, сопоставляя полученные для каждого эксперимента результаты с условиями опыта, провести сравнительный анализ и выработать рекомендации по подбору оптимальных технологических и теплофизических параметров для конкретного сорта угля.
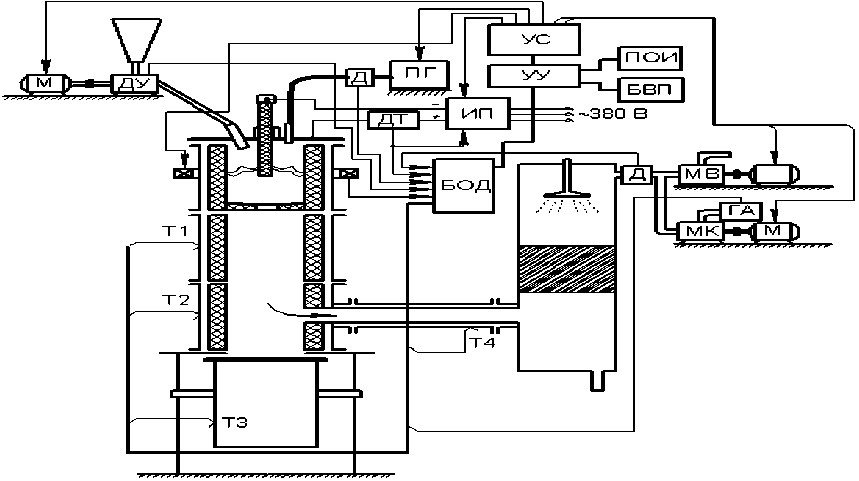
Рис. 2 . Система управления плазменным газификатором на основе ЭВМ. М – мотор; ДУ – дозирующее устройство; Д – датчик; ПГ – парогенератор; ДТ – датчик тока; ИП – источник питания; УУ – устройство управления; ПОИ – панель отображения информации; БВП – блок ввода параметров; БОД – блок обработки данных; Т1, Т2, Т3, Т4 – термопары; МВ – мотор-вентилятор; МК – мотор-компрессор; УС – устройство сопряжения; ГА – газоанализатор
В силу своей универсальности система плазменной установки может применяться не только для управления газификатором, но и в других плазменных системах. Оснащение плазменных установок системой автоматизированного управления позволит продвинуть эти технологии на промышленный уровень.
