К вопросу об интеллектуализации управления зерноуборочным комбайном

Автор: Димитров Валерий Петрович, Борисова Людмила Викторовна
Журнал: Вестник аграрной науки Дона @don-agrarian-science
Статья в выпуске: 1 (13), 2011 года.
Бесплатный доступ
Разработка моделей позволит решить задачи настройки и корректировки технологических систем комбайна, что позволит снизить время на технологические простои в 2-5 раза по сравнению с традиционными методами и сократить потери урожая.
Зерноуборочный комбайн, система, комбайн, потери урожая, технологические простои
Короткий адрес: https://sciup.org/140204079
IDR: 140204079 | УДК: 631.634.2:004
About intellectualization of the harvest combine operation
Working up of models let’s to solve the tuning and combine technological systems correction problems. It lets to lower technological idle time in 2-5 times in comparison with the tradition methods and to reduce harvest losses.
Текст научной статьи К вопросу об интеллектуализации управления зерноуборочным комбайном
В настоящее время признано, что важнейшей составляющей стратегии модернизации технической политики в АПК является разработка и внедрение машин нового, интеллектуального типа [1]. В полной мере это относится к предметной области «уборка сельскохозяйственных культур». Эффективность использования зерноуборочного комбайна, а отсюда и эффективность уборочных работ зависит от успешного решения задачи управления технологическим процессом, осуществляемым комбайном [2–4].
Поиск оптимальных решений определяется спецификой рассматриваемой предметной области. Внешние факторы уборки, показатели качества работы, параметры технического состояния и некоторые регулируемые параметры, такие как состояние стеблестоя, влажность зерна и стеблестоя, интенсивность потерь, состояние бичей и подбарабанья и др., характеризуются изменчивостью, неопределенностью и в большинстве своем представлены качественными показателями (например, стеблестой сухой, засоренность высокая, изношенность планок значительная и т.п.). Эффективность реализации процессов принятия решений при управлении сложными техническими системами, в частности зерноуборочным комбайном, зависит в определяющей степени от используемой модели представления знаний об объектах предметной области и их отношениях. В настоящее время отсутствует адекватное математическое описание процесса принятия решений (ПР) при управлении технологическим процессом комбайновой уборки. Имеющиеся регрессионные модели отношений между внешними факторами, регулируемыми параметрами и показателями качества работы не всегда адекватно отражают действительность, и их использование в реальном времени и в сложных практических условиях затруднены [5–7].
Большая часть информации о стратегиях принятия решений исходит непосредственно от эксперта и представлена в словесной форме. Алгоритмы принятия решений предназначены для оперативного использования, т.е. должны работать в реальном времени. Таким образом, необходимость решения задач технологической регулировки комбайнов обуславливает потребность поиска новых методов решения задач управления технологическим процессом [8].
Сложность формализации предметной области диктует необходимость применения аппарата нечетких множеств, приближенных рассуждений и нечеткой логики [9, 10].
Принятый подход. При решении задач управления технологическим процессом целесообразно использование подхода, основанного на теории нечетких множеств [11–13].
Ранее нами было показано [3, 5], что задача управления технологическим процессом комбайна (технологическая настройка и корректировка технологиче- ских регулировок) – есть задача принятия решения в нечеткой среде (рис. 1).
На рисунке 1 представлена схема, отображающая решение двух задач принятия решений: по предварительной настройке и по корректировке технологических регулировок (при наличии внешнего признака отклонения показателя качества работы комбайна).
Необходимость в использовании нечеткого описания задачи принятия решений обусловлена следующими обстоятельствами.
-
1. Имеющиеся ограничения на ресурсы моделирования (временные и стоимостные) не позволяют получить в принципе существующую четкую информацию и вынуждают пользователей применять нечеткие экспертные знания.
-
2. Имеющаяся числовая информация не позволяет найти решение формальными методами при существующих ограничениях на ресурсы, но эксперт это решение, тем не менее, находит, используя свой опыт, который он может передать другому лицу, принимающему решение (ЛПР) в виде системы нечетких правил. Использование нечетких понятий, которыми оперирует ЛПР, позволяет ввести в рассмотрение качественные описания и учесть неопределенность задачи принятия решений, достигнуть полного описания всех факторов, имеющих отношение к данной задаче и не поддающихся количественному описанию.
При описании процессов принятия решений (ПР) будем исходить из того, что процесс ПР характеризуется несколькими входными и одним выходным параметрами. Если процесс ПР имеет несколько выходных параметров, его можно представить в виде нескольких параллельных процессов с одним выходным параметром. Информация о стратегиях ПР в типовых ситуациях, получаемая от эксперта, описывается системой условных высказываний в терминах лингвистических переменных, устанавливающих связь между входными и выходными параметрами технологического процесса работы комбайна.
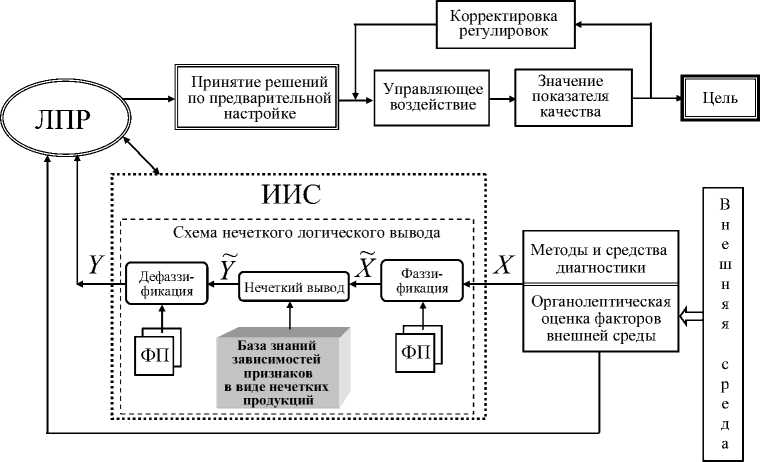
Рис. 1. Общая схема системы нечеткого управления при технологической регулировке комбайна: ФП – базы данных параметров функций принадлежности
Задачи технологической регулировки. Приближенные рассуждения представляют собой процесс, при котором из нечетких посылок выводятся некоторые следствия (возможно также нечеткие). Среди методов приближенных рассуждений в нечеткой логике определяющим является понятие степени уверенности или функции принадлежности для проверки истинности высказываний.
Общими этапами в этих схемах являются этапы фаззификации, композиции и дефаззификации (рис. 2). На этапе фаззи-фикации необходимо представить условия решения задачи в лингвистической форме. Другими словами осуществить переход из «четкого», количественного описания, в «нечеткое» (лингвистическое) представление. Этот переход представляется целесообразным, так как на самом деле мы не имеем точного описания состояния как факторов внешней среды и показателей качества работы, так и регулируемых параметров машины. А основным положением является то, что экспертные знания, по сути, представлены в лингвистической форме.
На этапе композиции получаем решение задачи в нечетком представлении,
{Xi, Т(Xi), U, G, M}, {Yj, Т(Yj), U, G, M}, используя нечеткие экспертные знания и нечеткий логический вывод.
Суть этапа дефаззификации заключается в выработке на основе нечеткого логического вывода конкретных рекомендаций по изменению регулировок.
Рассмотрим задачу, когда в зависимости от возможных значений входной ситуации (А j ) экспертом делается вывод о выходной ситуации (В j ) (о значениях регулируемых параметров). Обозначим через X, Y, Z… множество значений входных параметров, т.е. совокупность значений факторов внешней среды, существенно влияющих на величину выходного параметра V (регулировочных параметров рабочих органов машины).
Введем лингвистические переменные для входных параметров: ‹β X , T X , X, G X , M X ›, ‹β Y , T Y , Y, G Y , M Y ›, ‹β Z , T Z , Z, G Z , M Z › . . . и для выходного параметра ‹β V , T V , V, G V , M V ›, определенные на множествах X, Y, Z, … и V. В соответствии с логиколингвистическим подходом нами разработаны модели входных и выходных признаков X, Y в виде семантических пространств и соответствующих им функций принадлежности:
µ R (x 1 , x 2 , …, x i ,) ∈ (0; 1),
µ R (y 1 , y 2 , …, y j ,) ∈ (0; 1).
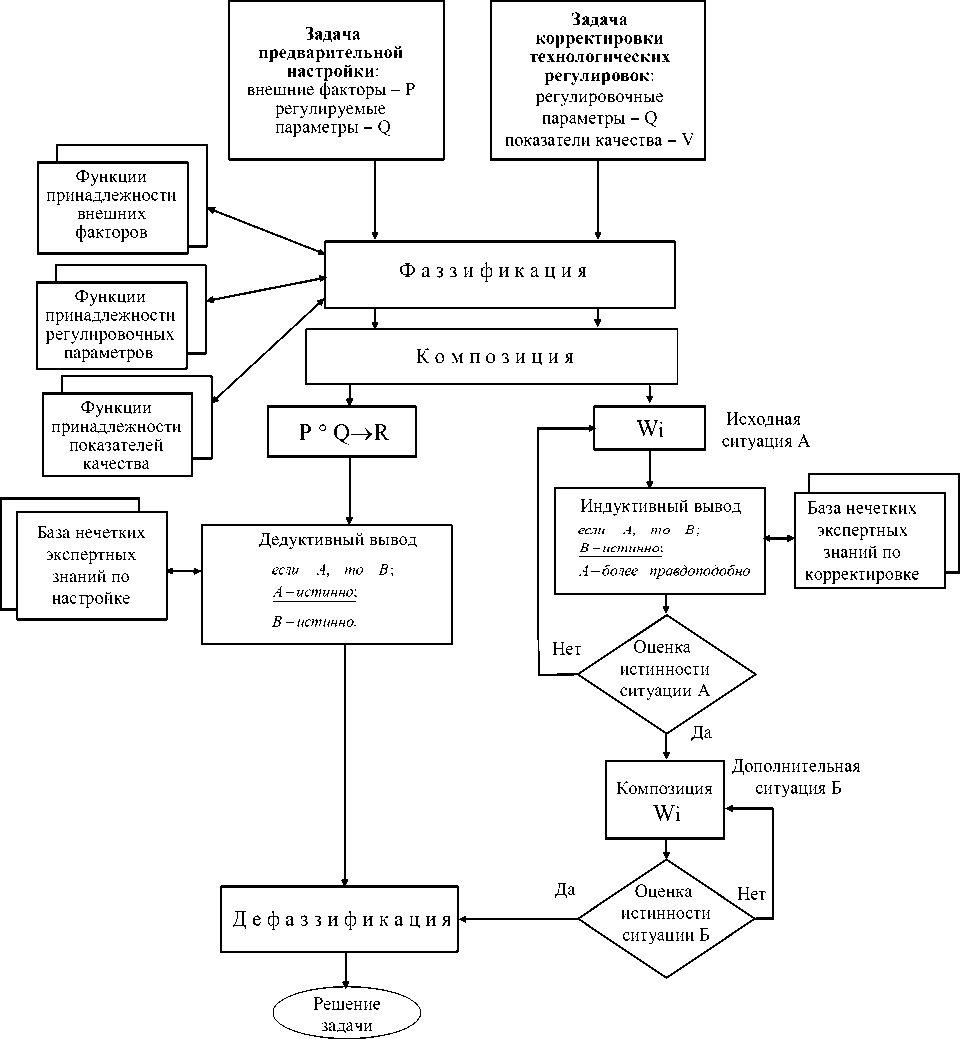
Рис. 2. Обобщенная схема процесса принятия решений
Обобщенная модель предметной области «предварительная настройка» принята в виде композиции нечетких отношений изучаемых семантических пространств:
R = X ^ Y, (1)
где R – нечеткое отношение между факторами внешней среды и регулируемыми параметрами,
R{X i , T(X i ), U, G, M}x{Y j , T(Y j ), U, G, M}; V(x,y)eXxY.
Отношение R можно рассматривать как нечеткое множество на прямом произведении ХхҮ полного пространства предпосылок Х и полного пространства заключений Y.
В результате решения задачи будут получены конкретные числовые значения параметров рабочих органов комбайна (начальные значения параметров, соответствующие конкретным условиям уборки).
{X i , Т(X i ), U, G, M}, {Y j , Т(Y j ), U, G, M}, {V k , Т(V k ), U, G, M}
Обобщенная модель предметной области «технологическая регулировка» принята в виде композиции нечетких отношений рассматриваемых семантических пространств.
Для задачи принятия решений по корректировке технологических регулировок имеет место индуктивная схема вывода на основе нечеткого правила modus ponens. [13]. В соответствии с принятым подходом разработаны модели признаков X, Y, V (факторов внешней среды, регулировочных параметров и показателей качества работы комбайна) в виде семантических пространств и соответствующих им функций принадлежности:
Ц к (х і , Х 2 , ..., X i ,) е(0; 1),
My i , У 2 , ^, y j ,) е(0; Ц
Ц к (У 1 , V 2 , ..., V k ,) g (0; 1)
R1° R 2 для VxeX; VyeY; V v g V (2)
H R1 ° R2 (x, V) v(^ R1 (x,y)A Ц R2 (y,v)), где R 1 – нечеткое отношение между факторами внешней среды и регулируемыми параметрами,
R 1 {X i , T(X i ), U, G, M}x{Y j , T(Y j ), U, G, M}; V(x,y)eXxY;
R 2 – нечеткое отношение между регулировочными параметрами и показателями качества работы комбайна R2 {Y j , Т(Yj), U, G, M}x{VZk, Т(Vk), U, G, M}; V(y,v)eYxV.
Результаты моделирования позволили разработать механизм вывода решений экспертной системы по технологической регулировке машины, основанный на нечетком индуктивном выводе (см. рис. 2). Функции принадлежности и система продукционных правил являются элементами базы знаний ИИС (экспертной системы).
В результате выполнения алгоритма будут получены конкретные значения регулировочных параметров, способствующих устранению возникшего нарушения техпроцесса. Характерной особенностью предлагаемого подхода является то, что при индуктивной схеме вывода решений приходится неоднократно возвращаться к этапу композиции. Это связано с тем фактом, что при внесении корректирующих действий, т.е. изменений значений параметров рабочих органов при устранении одного внешнего признака нарушения техпроцесса (ситуация А), необходимо проверить гипотезы (а в нашей терминологии – нечеткие высказывания) о возможности появления других разрегулировок (ситуация Б и т.д.). Разработанный алгоритм индуктивного нечеткого вывода позволяет значительно приблизиться к решению задачи автоматизации процесса принятия решений по технологической регулировке комбайна.
Практическая реализация. Особенности предметной области и требования, предъявляемые к интеллектуальным информационным системам, определили состав и взаимосвязи ее компонент [14]. Учитывая особенности использования экспертной системы в полевых условиях, признано целесообразным использование в качестве платформы для поставки ЭС как Notebook, так и карманные персональные компьютеры – КПК (portable digital assistant – PDA) [8].
Заключение. Модели предметных областей на основе нечетких экспертных знаний позволили спроектировать алгоритмы решения рассматриваемых задач. Созданные база знаний и механизм вывода решений для задач предварительной настройки и корректировки технологических регулировок составляют основу интеллектуальной информационной системы, использование которой на практике позволяет снизить время на технологические простои в 2–5 раза по сравнению с тради- ционными методами и сократить потери урожая. Программно-аппаратный комплекс «Электронный эксперт» реализован на базе карманного персонального компьютера (КПК). Программные средства для автоматизированного решения задач, основанные на разработанных алгоритмах, зарегистрированы свидетельствами в Роспатенте (№ 2005612778, № 2005612734, № 2006610870, № 2005620290, № 2006610834, № 2007611656 и др.).
Список литературы К вопросу об интеллектуализации управления зерноуборочным комбайном
- Краснощеков, Н.В. Агроинженерная стратегия: от механизации сельского хозяйства к его интеллектуализации!//Тракторы и сельскохозяйственные машины -2010. № 8. -С. 5-7.
- Жалнин, Э.В., Савченко А.Н. Технологии уборки зерновых комбайновыми агрегатами. -Москва: Россельхозиздат, 1985. -207 с.
- Стефанский, В.В. Эксплуатация комбайнов «Дон». -Москва: Росагропромиздат, 1988. -94 с.
- Уборка урожая комбайнами «Дон»/Липкович Э.И. и др. -Москва: Росагропромиздат, 1989. -220 с.
- Ветров, Е.Ф., Генкин, М.Д., Литвин, Л.М., Нелюбов, А.И., Эглайс, В.О. Оптимизация технологического процесса по статистическим данным. -Москва: Наука, Машиноведение. -1986. № 5. -С. 48-55.
- Ерохин, С.Н., Решетов, А.С. Влияние технологических регулировок на потери зерна за молотилкой комбайна Дон-1500//Механизация и электрификация сельского хозяйства, 2003. -№ 6. -С. 18-19.
- Царев, Ю.А., Харьковский, А.В. Перспективы использования электронной системы управления в комбайнах «Дон» и «Нива»//Тракторы и сельхозмашины. -2005. -№ 1. -С. 37-38.
- Борисова, Л.В., Димитров, В.П. Совершенствование информационной службы по использованию комбайнов//Техника в сельском хозяйстве. -2008. -№ 4. -С. 25-28.
- Борисова, Л.В., Димитров, В.П. Особенности моделирования процесса принятия решений при технологической регулировке машин//Мех. и электр. сельского хоз-ва. -2009. -№ 4.
- Борисова, Л.В., Димитров, В.П. Формализация знаний при лингвистическом описании технических систем. Ростов-на-Дону. -2011. -209 с.
- Заде, Л.А. Понятие лингвистической переменной и его применение к принятию приближенных решений. -Москва: Мир, 1976. -165 с.
- Обработка нечеткой информации в системах принятия решений/А.Н. Борисов, А.В. Алексеев, Г.В. Меркурьев и др. -Москва: Радио и связь, 1989. -394 с.
- Мелихов, А.Н., Берштейн, Л.С., Коровин, С.Я. Ситуационные советующие системы с нечеткой логикой. -Москва: Наука, 1990. -272 с.
- Димитров, В.П. Основы построения базы знаний экспертной системы по технологической регулировке машин//Вестник ДГТУ. 2001. -№ 3. -С. 11-20.
