К вопросу об оптимизации выплавки стали в дуговой печи и её внепечной обработки в агрегате ковш-печь

Автор: Кем Александр Юрьевич, Казарцев Владимир Олегович, Меркер Эдуард Эдгарович, Харламов Денис Александрович
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Инженерное дело, технологии и технические науки
Статья в выпуске: 2 (77) т.14, 2014 года.
Бесплатный доступ
Рассмотрена выплавка стали в дуговой 150-тонной электросталеплавильной печи с использованием металлизованных окатышей. Показано, что результаты такой выплавки определяются условиями совместного протекания процессов плавления окатышей и окислительного рафинирования расплава. При этом важно контролировать как уровень теплопитания ванны, так и процессы обезуглероживания и нагрева стали. На основе данных, полученных в производственных условиях, разработана методика синхронного управления режимами нагрева и обезуглероживания ванны с изменяющейся по ходу плавки массой металла. Установлено, что основные энерготехнологические показатели процесса (в том числе и протекающие в агрегатах комплексной обработки стали) улучшаются, если плавку металлизованного сырья проводить в области оптимального перегрева стали над линией ликвидус при полном погружении электрических дуг во вспененный шлак. Предложенные блок-схема и алгоритм расчёта параметров теплоэнергетического режима при внепечной обработке в агрегате ковш-печь обеспечивают снижение энергозатрат на 39,5-40,5 кВт·ч на 1 т выплавляемой в ДСП стали.
Дуговая сталеплавильная печь (дсп), электроплавка, металлизованные окатыши, внепечная обработка, агрегат ковш-печь, вспененный шлак, тепловое состояние ванны, энерготехнологические показатели, блок-схема, алгоритм расчёта
Короткий адрес: https://sciup.org/14250072
IDR: 14250072 | УДК: 669.187.25 | DOI: 10.12737/4471
On optimization of steelmaking in electric arc furnace and its ladle treatment in ladle-furnace
Steelmaking in arc 150-ton electric furnace using iron-rich pellets is considered. It is shown that the melting results are determined by the conditions of the simultaneous processes of the pellet melting and the melt oxidation refining. At that, it is important to monitor both the level of the bath thermal supply baths, and the decarburation and steel reheating processes. The technique of the synchronous control over the heating modes, and the bath decarburation with varying in the course of melting metal weight, is developed on the basis of the data acquired under the operating conditions. It is found that the basic energotechnological process indicators (including those taking place in the complex steel processing facilities) improve if the melting of the metallized raw materials is conducted in the field of the optimal steel superheated area above the liquidus line with full immersion of the electric arcs in foamed slag. The proposed flowchart and algorithm of parameter determination for the heat-and-power mode under the ladle treatment in the ladle-furnace ensure the saving energy costs by 39.5-40.5 kWh per 1 ton of the steel made in the EAF.
Текст научной статьи К вопросу об оптимизации выплавки стали в дуговой печи и её внепечной обработки в агрегате ковш-печь
Особенности выделения теплоты в дуговых сталеплавильных печах (ДСП) позволяют в сравнительно небольшом объёме концентрировать значительную мощность, плавно и точно регулировать температуру стали. При этом расход теплоты и изменение температуры стали как в ДСП, так и в агрегате ковш-печь (АКП) в значительной мере определяются тепловым состоянием ванны жидкой стали [1].
В этой связи для повышения эффективности производства весьма важно обеспечить оптимальные значения параметров теплового состояния расплава при выплавке стали в ДСП и в условиях последующей внепечной обработки расплава в АКП.
Целью настоящей работы является определение оптимальных условий проведения технологических операций на участках выплавки и внепечной обработки стали в условиях действующего производства на Оскольском электрометаллургическом комбинате (ОЭМК).
Экспериментальные результаты и их обсуждение. Тепловое состояние ванны как в ДСП, так и в АКП характеризуется уровнем теплоусвоения расплава, то есть такими параметрами, как: - скорость нагрева металла И- = сП"(dr (°С/мин);
-
- перегрев метала над линией ликвидус, ИТП (°C);
-
- средняя теплоёмкость металла, С (кДж/(кг-°С);
-
- теплоусвоение ванны /\qB = (QM /dr) = G-C -(dT/dr) = G-C -VT (Вт);
-
- энергетический КПД нагрева металла, Пэн = ^qв !q3n, где q3n — вводимая электрическая мощность (Вт).
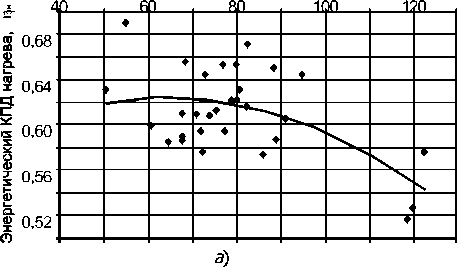
При высоком перегреве металла <ДТП > 80 °C) в дуговой сталеплавильной печи и агрегате ковш-печь возрастает удельный расход электроэнергии, уменьшается энергетический КПД нагрева (рис. 1) и увеличиваются энергетические потери. При недостаточном нагреве жидкой стали возрастает время протекания технологических процессов внепечной обработки, наблюдаются закозление и замораживание пористой пробки в днище ковша до продувки расплава аргоном, а в ДСП ухудшаются условия расплавления металлизованного продукта — окатышей, непрерывно загружаемых в течение окислительного периода [2-3].
II ЮрО1 pOti Me I oJ U la НоД I eMI lepa I урОИ J 1ИКНИДуи, III, w
1530--------------------------------------------
1530 1550 1570 1590 1610
ri^MeperlrlaH leMllepaiypa MelaJIJIa, IM, w
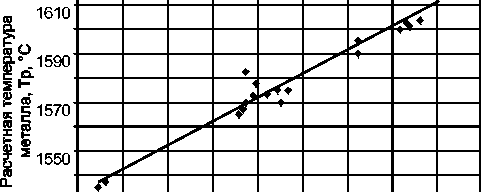
Рис. 1. Зависимость эффективности нагрева стали (п-«) от перегрева (ДГЛ) над линией ликвидус (а) и сравнительные данные расчётной и фактической температуры стали по ходу обработки в АКП (б)
Зависимость между скоростью загрузки металлизованных окатышей (VOk, кг/с) и тепло-усвоением расплава металла в ДСП представлена на рис. 2.
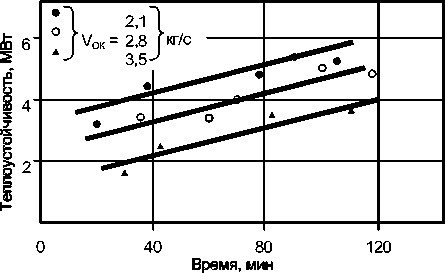
Рис. 2. Изменение теплоусвоения ванны по ходу электроплавки при различных скоростях подачи металлизованных окатышей
При постоянной электрической мощности печи (Мзл = const) по мере увеличения скорости загрузки окатышей в ходе электроплавки уровень теплоусвоения ванны существенно снижается. Для обеспечения энергосберегающего режима электроплавки с изменяющейся массой металла в ванне дуговой печи (Мзл —> min при 14/г и HqB —> max) необходимо соблюдение синхронности хода процессов нагрева (14) и обезуглероживания (14) расплава при заданной скорости загрузки сырья. Оптимальное соотношение скоростей обезуглероживания и нагрева металла (14/14) обеспечивается параметром HqB путём регулирования величины Мзл при интенсивном обезуглероживании ванны (14 —> max) за счёт продувки металла кислородом и выбором оптимальной концентрации углерода в окатышах.
При этом оптимальное управление процессами электроплавки может осуществляться на основе алгоритма, приведённого на рис. 3.
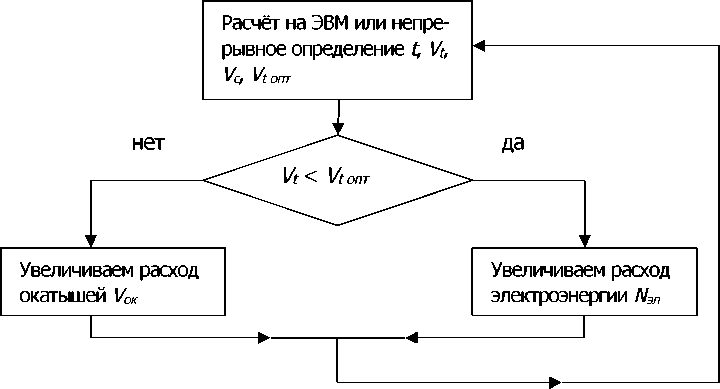
Рис. 3. Блок-схема оптимизации теплоэнергетического режима электроплавки
На печном компьютере осуществляется расчёт текущей температуры металла (f, °C), скоростей нагрева (14, °С/мин) и обезуглероживания (14, °С/мин) металла, а также задаётся оптимальная скорость нагрева металла (14 опт, °С/мин). В пределах точности расчёта скоростей нагрева 14 и 14 опт эти параметры сравниваются.
Исходными данными (блок 1 рис. 4) для расчёта параметров теплового состояния агрегата ковш-печь являются: масса плавки в ковше (G, т); стойкость футеровки ковша (/V плавок); толщина шлака (Ншл, см); температура ликвидус расплава (Тл, °C).
При этом начальная температура металла (То, °C) по прибытии на АКОС определяется (блок 2 рис. 4) с использованием данных последнего замера термопарой в ковше, который производится на установке вакуумирования стали (Твак, °C) по формуле:
О - "^"вак J V^T I
где Voxn — скорость охлаждения металла при транспортировке от установки порционного вакуумирования до начала работы АКОС, °С/мин [1,4].
В начальный период внепечной обработки стали аргоном для наведения рафинировочного шлака присаживают известь и плавиковый шпат и нагревают металл в ковше. С этого момента производится непрерывный расчёт на ЭВМ температуры металла с использованием основных статей теплового баланса, а также других параметров теплового состояния агрегата (блок 3 рис. 4).
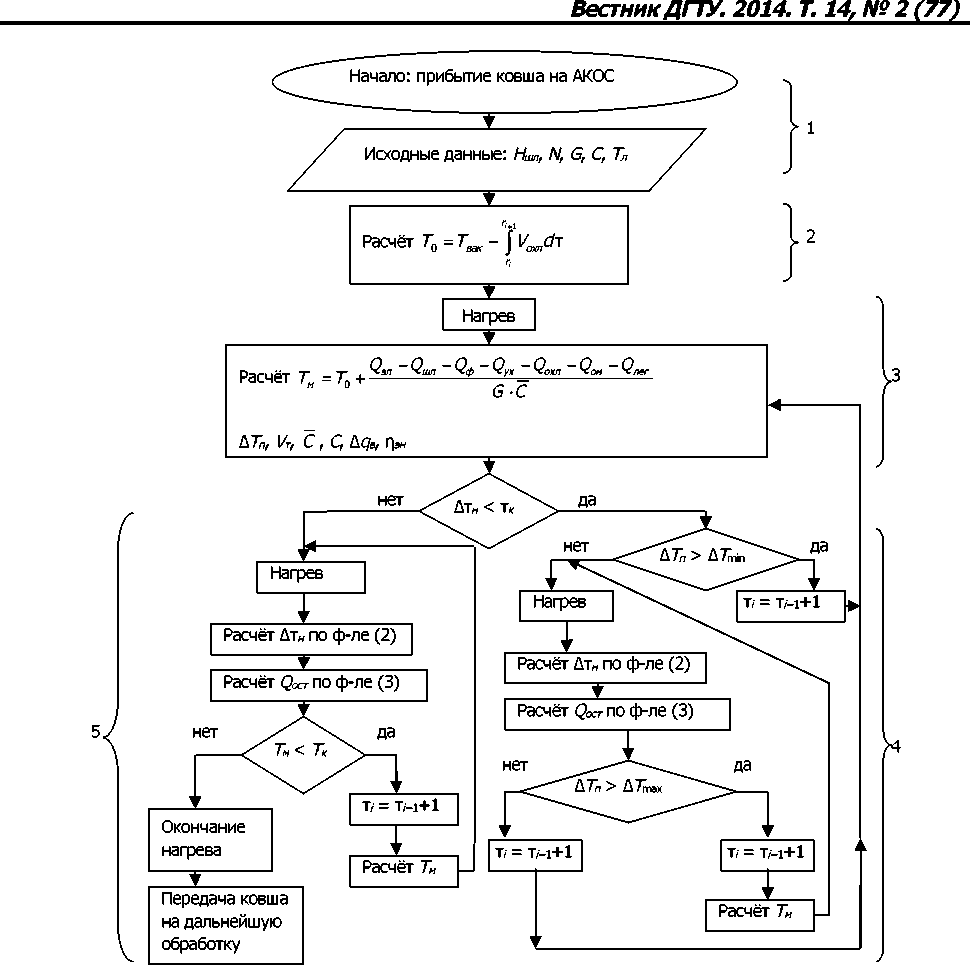
Рис. 4. Блок-схема алгоритма расчёта параметров теплоэнергетического режима при внепечной обработке в агрегате ковш-печь
По условиям существующей технологии определяется конечная температура металла Тк и время передачи ковша на машину непрерывного литья заготовок (МНЛЗ) Гг. После этого производятся расчёт и сравнение времени, необходимого на нагрев металла Дтн. При этом учитываются данные по теплоусвоению металла (QM, Дж), вводимой электрической мощности <дЭл, Вт) и мощности тепловых потерь (qnor, Вт) в агрегате:
Атн =Qj(q^-qn0T),MHH. (2)
Если Дтн< Т/г, то производятся требуемые технологические операции, в частности усреднение металла по химсоставу и температуре, удаление неметаллических включений и т. д. При этом производится непрерывный контроль оптимального уровня перегрева металла ИТП над линией ликвидус, и вносятся необходимые коррективы в температурный режим работы агрегата
(блок 5 рис. 4). На каждом временном шаге Т/, производится расчёт количества электроэнергии (Qocr, Дж), которое необходимо для завершения текущей технологической операции:
Q=ct =Дтн -q,n -(q^-Q^f^-q^- (3)
На конечном этапе внепечной обработки металла при Итн = Гт производится сравнение текущей (Тм) и заданной конечной СД) температуры металла (блок 5 рис. 4) с последующим сохранением температуры расплава при разливке стали на МНЛЗ.
Адекватность предложенной модели проверялась на ОАО «ОЭМК» в производственных условиях работы 150-тонного агрегата ковш-печь, с подогревом металла трёхфазной дугой переменного тока и продувкой расплава аргоном через пористую пробку в днище ковша. Максимальная скорость нагрева расплава в агрегате составляет 4 °С/мин, удельный расход электроэнергии — 30-60 кВт'ч/т.
По опытным данным сравнивались:
-
- Тм, °C — температура металла, рассчитанная по предлагаемому алгоритму расчёта параметров теплоэнергетического режима при внепечной обработке в 150-тонном агрегате ковш-печь;
-
- Тф — фактическая температура, определяемая путём термопарных измерений.
Как видно (см. рис. 1, б), стандартное отклонение oi расчётной температуры металла от фактической, измеренной с помощью термопар типа ВР 30/6, по результатам 30 плавок не превышает 10 % при высоком значении коэффициента корреляции (Я2 > 0,9), что свидетельствует об адекватности модели.
Установлено следующее. Стандартное отклонение (oi) расчётной температуры стали по предложенному алгоритму (см. рис. 4) и по расчёту на ЭВМ сталеплавильного цеха (ог) от фактической (измеренной по результатам 50 плавок) составляет соответственно: oi = 4,5 °C; 02 = 9,6 °C. Эти данные свидетельствуют о том, что предложенный алгоритм расчёта параметров теплового состояния агрегата ковш-печь (блок 3 рис. 4) позволяет адекватно контролировать не только температуру металла, но и ИТП и VT по ходу внепечной обработки с учётом таких технологических факторов, как интенсивность продувки аргоном, толщина шлака и количество присадок. Учёт данных параметров при выплавке и внепечной обработке стали позволяет осуществлять оптимальный теплотехнологический режим, обеспечивающий минимальный расход электроэнергии и дорогостоящих ковшевых огнеупорных материалов.
В целях повышения величины теплоусвоения металла (HqB —► max) и энергетического КПД нагрева (г|э —> max) как в ДСП, так и в АКП важно соблюдать режим плавки окатышей при постоянном погружении электрических дуг во вспененный шлак. Это позволяет к тому же увеличить долю полезной мощности печи, снизить тепловую нагрузку на футеровку стен и свода агрегата [5]. Для вспенивания в шлак вдувают вместе с известью порошкообразные углеродсодержащие материалы (УСМ) различных типов. В этом случае углерод УСМ восстанавливает содержащийся в шлаке оксид железа с образованием оксида углерода по реакции: (FeO) + С™. = СОг + Реж, что приводит к вспениванию шлака. При этом установлено, что с увеличением (FeO) в шлаке вязкость последнего снижается, а плотность увеличивается.
Высоту вспененного шлака (И/, м) находили из выражения:
hn=e,.q/sc,
где Q — интенсивность газовыделения, м3/с; 5 — индекс вспенивания, с; Sc — площадь поперечного сечения пены, м2.
Поскольку индекс вспенивания 5 является характеристикой шлака и зависит от таких его свойств, как вязкость (р, Нх/м2), величина поверхностного натяжения (о, Н/м) и плотность (рж, кг/м3), то его уровень можно оценить по эмпирическому выражению:
5 = 115^/(а0’2.рш.Р0’9), где D— диаметр пузырька СО в шлаке, м.
Из приведённого выражения следует, что при снижении вязкости (ц —> min) и увеличении плотности шлака (рш —> max) индекс вспенивания уменьшается.
Известно, что в условиях работы 150-тонных ДСП на наведённый шлак с помощью топливно-кислородных горелок (ТКГ) подаётся углеродистый порошок, а через свод печи — известь. Это делается для увеличения индекса вспенивания и, соответственно, роста высоты вспененного шлака ^Н^. При взаимодействии углерода с (FeO) в шлаке образуется большое количество мелких пузырей СО, что способствует заметному пенообразованию. При этом очевидно, что с увеличением содержания FeO в шлаке скорость реакции пенообразования возрастает. С другой стороны, изменение свойств шлака (расход извести, СаРг или изменение температуры) замедляет процесс его вспенивания [5].
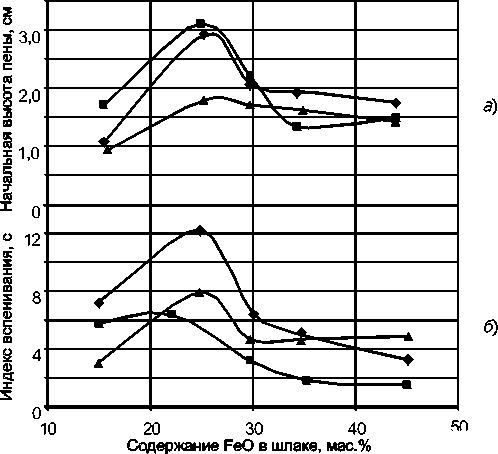
Для уточнения режимов пенообразования в лабораторных условиях на экспериментальной установке изучали влияние содержания FeO и различных видов УСМ (антрацит, кокс, графитовый порошок) на высоту вспененного шлака (А^, см) и индекс вспенивания (^, с). Установка состояла из герметичной печи сопротивления, в которую помещали периклазовый или магнезитовый тигель. В тигле с расплавленным шлаком располагались два молибденовых электрода, причём один из них подвижный, перемещался вверх-вниз относительно начальной поверхности шлака (днища тигля). Момент соприкосновения с пеной подвижного электрода фиксировался по изменению сопротивления цепи. Результаты опытных данных представлены на рис. 5.
"*■ Антрацит "*■ Графитовый порошок "*"Кокс
Рис. 5. Изменение начальной высоты (а) и индекса вспенивания (б) шлака в зависимости от содержания в нём FeO при использовании различных УСМ (Г = 1823 К)
Из приведённых данных следует, что на индекс вспенивания fo с) наибольшее влияние оказывает графитовый порошок (рис. 5, б) при содержании (FeO) ~ 25 %. Наибольший уровень подъёма пены над шлаком (А^, см) наблюдается (рис. 5, а) при использовании коксового и графитового порошка. В этом случае в исходном шлаке значения содержания (FeO) примерно одинаковы (~ 25 %). При увеличении окисленности шлака (FeO —> max) происходит снижение высоты вспененного шлака, что, видимо, вызвано изменением свойств шлака, а именно снижением его вязкости и увеличением плотности. Этот вывод подтверждается максимальным значением индекса вспенивания (5, с) при «критическом» значении (FeO) ~ 25 %.
Таким образом, представляется возможным поддерживать уровень вспененного шлака, требуемый для погружения в него электрических дуг. Для этого при подаче на шлак углеродсодержащих материалов следует обеспечить в шлаке в дуговой печи или в агрегате ковш-печь содержание (FeO) около 25 %.
Это обстоятельство является важным фактором обеспечения энергосбережения как при выплавке стали в дуговой печи, так и в условиях эффективной обработки расплава инертными газами на установке ковш-печь АКОС.
Заключение. Экспериментальные данные, полученные в том числе в производственных условиях ОАО «ОЭМК», позволили предложить алгоритм расчёта параметров теплового состояния технологического комплекса «дуговая сталеплавильная печь — агрегат ковш-печь». Их использование даёт возможность адекватно контролировать температуру, скорость нагрева металла и его перегрев над линией ликвидус по ходу внепечной обработки. При этом учитываются такие технологические факторы, как интенсивность продувки аргоном, толщина шлака и количество присадок. Учёт данных параметров при выплавке и внепечной обработке стали позволяет поддерживать оптимальный теплотехнологический режим, обеспечивающий минимальный расход электроэнергии и дорогостоящих ковшевых огнеупорных материалов.
Установлена необходимость постоянного погружения электрических дуг во вспененный шлак для повышения величины теплоусвоения металла (HqB —► max) и энергетического КПД нагрева (г|э —> max) в ДСП, что позволяет увеличить долю полезной мощности печи, снизить тепловую нагрузку на футеровку стен и свода.
Список литературы К вопросу об оптимизации выплавки стали в дуговой печи и её внепечной обработки в агрегате ковш-печь
- Харламов, Д. А. Тепловые и электрические характеристики электроплавки металлизованных окатышей/Д. А. Харламов, Э. Э. Меркер, О. И. Бартенева//Автоматизир. печ. агрегат -основа энергосберегающих технологий 21 века. -Москва: МИСиС, 2000. -C. 305-307.
- Харламов, Д. А. Энергосберегающий режим электроплавки металлизованных окатышей в ванне дуговой печи/Д. А. Харламов, Э. Э. Меркер, Ю. А. Лубашев//Актуальные проблемы электрометаллургии стали и ферросплавов. -Новокузнецк: СибГИУ, 2001. -C. 52-54.
- Григорян, В. А. Теоретические основы электросталеплавильных процессов/В. А. Григорян, Л. Н. Белянчиков, А. Я. Стомахин. -Москва: Металлургия, 1987. -272 с.
- Клачков, А. А. Особенности технологии электроплавки окатышей в дуговой печи/А. А. Клачков, В. О. Красильников, В. И. Фомин//Электрометаллургия. -1999. -№ 4. -С. 50-54.
- Corbari, R. Foaming and the Rate of the Carbon-Iron Oxide Reaction in Slag/R. Corbari, H. Matsuura, S. Halder//AISTech Proceedings. -2009. -№ 1. -Pp. 593-615.
