К вопросу об особенностях механизмов упрочнения в металлической матричной композиции

Автор: Сафонова М.Н., Архангельская Е.А., Федотов А.А.
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Механика
Статья в выпуске: 2 т.19, 2019 года.
Бесплатный доступ
Введение. Функциональные свойства алмазных порошков обусловлены масштабным структурным фактором, поскольку он влияет на формирование структурночувствительных механических свойств - пределов прочности и текучести. Учитывая качественную корреляцию между пределом текучести и твердостью, можно прогнозировать повышение твердости, в том числе высокотвердых материалов.Материалы и методы. Рассмотрены, систематизированы и представлены в виде таблицы физические характеристики основных типов наполнителей, входящих в состав упрочнителей. В качестве связки использована оловянистая бронза M2-01 (20 мас. % олова, 80 % меди). В нее добавляли ультрадисперсный природный алмаз (УДПА, 0,5-4 мас. %), а также порошки природного алмаза (фракции 3/2 мкм, 7/5 мкм, -40 мкм), полученные при переработке алмазов на предприятии ОАО «Сахадаймонд». Названные материалы изготавливались на дробильноклассификационном оборудовании и вибростолах. Стадии получения порошков фиксировались с помощью растровой электронной микроскопии...
Связка, металлическая матрица, композит, упрочнитель, ультрадисперсные частицы, механизмы упрочнения
Короткий адрес: https://sciup.org/142219835
IDR: 142219835 | УДК: 539.375.6 | DOI: 10.23947/1992-5980-2019-19-2-113-119
On specifics of hardening mechanisms in metallic matrix composition
Introduction. Functional properties of diamond powders are determined by a large-scale structural factor since it affects the formation of structurally sensitive mechanical properties - stress limit and yield value. Considering the qualitative correlation between yield value and hardness, it is possible to predict an increase in hardness including highly rigid materials.Materials and Methods. Physical characteristics of the basic types of fillers that make up the reinforcers are considered, systematized and tabulated. M2-01 tin bronze (20 wt. % tin, 80% copper) was used as a bond. Ultradisperse natural diamond (UDND, 0.5-4 wt. %) was added to it, as well as powders of natural diamond (3/2 pm fraction, 7/5 pm, -40 pm) obtained through processing diamonds at the enterprise of “Sakha Daimond” JSC. The above materials were made on the crushing and screening equipment and shaking tables. The stages of obtaining powders were recorded using the raster electron microscopy. Vibroscreens were applied for the grain-size classification of diamond powders...
Текст научной статьи К вопросу об особенностях механизмов упрочнения в металлической матричной композиции
Введение. Известно, что физико-механические свойства алмазных порошков определяются большей удельной поверхностью и дисперсностью зерен. В частности, это демонстрирует уравнение Холла — Петча, которое выполняется в широком диапазоне размера зерен (вплоть до 1 мкм). Функциональные свойства указанных материалов обусловлены масштабным структурным фактором, поскольку он влияет на формирование структурно-чувствительных механических свойств — пределов прочности и текучести [1, 2]. Учитывая качественную корреляцию между пределом текучести и твердостью, можно прогнозировать повышение твердости, в том числе высокотвердых материалов: чем мельче наполнитель, тем меньше в нем дефектов — и, соответственно, выше прочность.
Материалы и методы. Механизмы упрочнения в высокотвердых материалах зависят от характера взаимодействия введенных частиц или волокон упрочнителя с материалом матрицы. Успешное применение эффекта дисперсного упрочнения показано в [3-6, 7]. При таком упрочнении в материалах создается структура, затрудняющая движение дислокации. Особенно сильно передвижение дислокаций тормозят дискретные частицы второй фазы, характеризующиеся высокой прочностью и температурой плавления. С учетом двухфазной структуры и высокой твердости получаемых материалов следует ожидать, что их износостойкость также будет выше, чем у неупрочненных материалов матрицы. Кроме того, для износостойкости композитов важным фактором является прочность границы раздела компонентов. Прочная адгезионная связь на границе раздела обеспечивает получение композита с большой жесткостью и более высокой статической прочностью [3, 6-8].
Согласно механизму, описанному Орованом, распределенные в объеме связки ультрадисперсные частицы алмаза влияют на деформационное упрочнение композиционного материала. Введенные в матрицу частицы дисперсного наполнителя тормозят движение дислокаций в металле, увеличивая его прочность при нормальной и повышенных температурах. К тому же они представляют собой механическое препятствие на пути распространения трещины, которая может появиться в матрице, и повышают сопротивление разрушению композиционного материала.
Еще одной характеристикой, определяющей связь армирующего наполнителя и матрицы, является температурный коэффициент линейного расширения. Для твердых веществ при постоянных давлении и температуре критерием термодинамического равновесия является минимум потенциала (или энергии) Гиббса. Эта величина показывает изменение энергии в ходе химической реакции и демонстрирует возможность протекания химических реакций между компонентами материала [5]. Таким образом, минимум изменения энергии Гиббса соответствует устойчивому равновесию между компонентами системы (табл. 1).
Таблица 1
Физические характеристики основных типов наполнителей [9, 10, 11]
|
Вещество и состояние |
ΔGo обр., 298,15, кДж/моль |
Микротвердость, *10 2 Мпа |
Температурная устойчивость, °C |
|
Изменение энергии Гиббса |
|||
|
С (алмаз) |
2,377 |
1000 |
650-700 |
|
W |
0 |
258 |
3300-3400 |
|
Al 2 O 3 |
-1582,3 |
180-220 |
1500-1700 |
|
BN |
-226,8 |
800-900 |
1100-1300 |
|
SiC |
-60 |
300-320 |
1200-1300 |
|
BeO |
-579,9 |
152 |
2500 |
|
Be 2 C |
-948 |
780 |
2150 |
Из таблицы видно, что оптимальный наполнитель — алмаз. У него достаточно низкое значение изменения энергии Гиббса, самое большое значение микротвердости, но наименьшая температурная устойчивость. Алмаз обладает большой адсорбционной способностью [12] и наименее химически активен в сравнении с другими формами углерода. Названные качества являются важными преимуществами при использовании алмаза в качестве упрочнителя.
Цель работы — исследование особенностей механизмов формирования структуры металломатричной композиции.
Объекты исследования. В работе использовали стандартную связку — оловянистую бронзу M2-01 (20 мас. % олова, 80 % меди). В нее добавляли ультрадисперсный природный алмаз (УДПА, 0,5–4 мас. %), а также порошки (фракции 3/2 мкм, 7/5 мкм, –40 мкм).
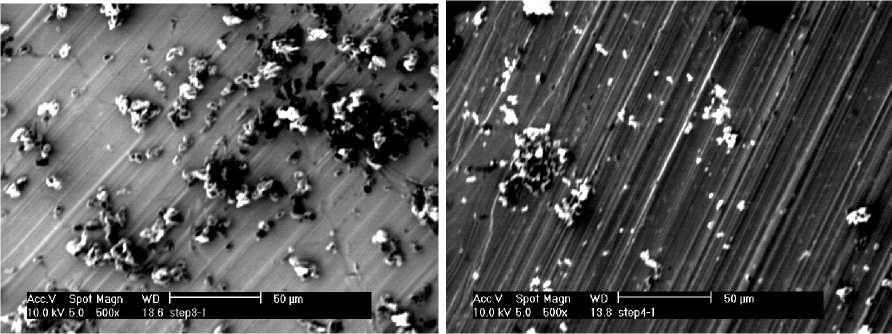
Методика проведения исследований. Порошки природного алмаза (ППА, фракции 3/2 мкм, 7/5 мкм, –40 мкм) и субмикропорошок УДПА получены при переработке алмазов на предприятии ОАО «Сахадаймонд». Порошки изготавливались при оптимальных режимах на дробильно-классификационном оборудовании и вибростолах. На рис. 1 показаны стадии получения порошков. Снимки выполнены с помощью растровой электронной микроскопии (РЭМ).
а )
б )
Рис. 1. РЭМ-фотографии: мелкозернистого порошка от 7 мкм и менее ( а ); субмикропорошка ( б )
Для классификации алмазных порошков по зернистости применяли вибросита. Физические и механические характеристики изготовленных образцов испытывали по стандартным методикам. Для взвешивания использовали лабораторные электронные весы четвертого класса ВЛТЭ-500. Плотность ρ определяли микрометром МК 0–25 мм по ГОСТ 6507-78.
Результаты исследования. Твердость измерялась на приборе Equotip 3 фирмы Proceq по соответствующей методике ГОСТ. Предел пропорциональности при сжатии и модуль упругости определялись по ГОСТ 25.503-97. Результаты испытаний приведены в табл. 2.
Таблица 2
Влияние ППА на физико-механические свойства сплава М2-01
|
ПА, % |
Пористость, % |
Твердость, HВ |
Предел пропорциональности при сжатии σ пр , МПа |
Фактическая плотность ρ факт , кг/м3 |
Модуль упругости при сжатии Eс, МПа |
||||||||||||
|
A 5 ^ л у S о co О T £ = |
0! |
1 |
0! |
1 |
0! |
1 |
0! |
1 |
|||||||||
|
0 |
41,0 |
41,0 |
41,0 |
41,0 |
41 |
41 |
41 |
41 |
9,7 |
9,7 |
9,7 |
9,7 |
7560 |
7560 |
7560 |
7560 |
5735,94 |
|
1 |
29,0 |
30,0 |
30,0 |
28,0 |
43 |
47 |
48 |
48 |
10,5 |
11,5 |
11,0 |
11,5 |
7630 |
7620 |
7610 |
7670 |
6771,03 |
|
2 |
27,0 |
28,0 |
28,0 |
26,0 |
43 |
43 |
51 |
53 |
10,5 |
11,5 |
12,0 |
12,5 |
7710 |
7700 |
7760 |
7750 |
6953,50 |
|
3 |
25,0 |
28,0 |
27,0 |
26,0 |
47 |
43 |
51 |
53 |
10,2 |
10,5 |
12,1 |
12,2 |
7730 |
7720 |
7770 |
7750 |
6580,27 |
Механика
Чтобы определить модуль упругости и предел пропорциональности, образцы сжимали на прессах до относительной деформации, равной 15–16%, при скорости нагружения 0,2 кН/с.
Пористость рассчитывали через фактическую и теоретическую плотности по формуле:
П = (1 - р / р т ) х 100%,
где р т — теоретическая (расчетная) плотность беспористого материала; р — фактическая плотность исследуемого образца.
Теоретическую плотность получали по формуле:
р т = 100/( C 1 / р 1 + C 2 / р 2 + C з / р з + C 4 / р 4 ), (2)
где C 1 , C 2 , C 3 и C 4 — концентрации меди, олова, ППА и УДПА в порошковых смесях соответственно их плотности р 1 , р 2 , р з и р 4 .
В расчет приняты плотности:
-
— медь 8,96 х 103 кг/м3,
-
— олово 7,28 х 103 кг/м3,
-
— алмаз 3,5 х 103 кг/м3,
-
— УДПА 3,1 х 103 кг/м3.
Объем образцов вычислялся по формуле:
V = ( m 1 - m 2 ) / р ж , (3)
где V — объем прессовки; m 1 — масса на воздухе; m 2 — масса в воде; р ж — плотность жидкости.
В процессе исследования выяснилось, что с уменьшением размера фракции наполнителя наблюдается улучшение физико-механических свойств связки, модифицированной алмазным порошком.
Значения модуля упругости определялись для образцов с добавлением УДПА и чистой связки. Наилучшие показатели демонстрируют образцы с наполнителем из УДПА. В то же время рассматриваемые физико-механические свойства ухудшаются, если объем добавленных частиц УДПА превышает 2 %.
Металлографические исследования образцов позволили установить, каким образом частицы алмаза влияют на структуру матрицы. На рис. 2 представлены снимки микроструктур деформированных образцов.
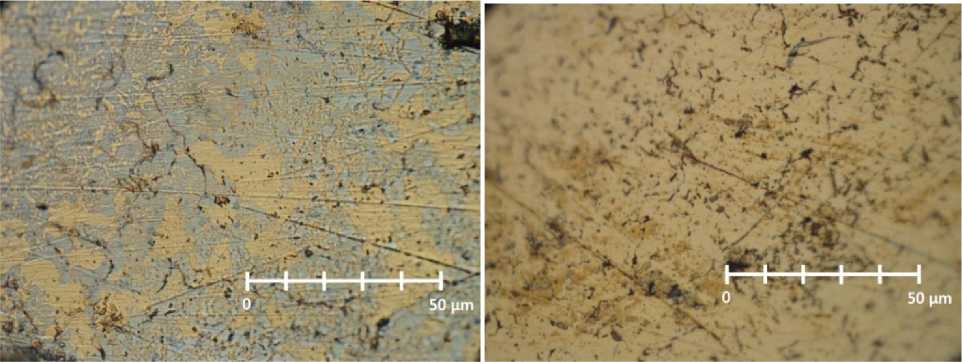
Рис. 2. Снимки шлифованной поверхности деформированного образца с добавлением 2 % частиц алмазных порошков при увеличении х1000
На снимках четко различимы микроструктурные узкие и разветвленные объекты. Предположительно, это границы между зернами или микротрещины, образовавшиеся при деформировании.
Внутри зерен также присутствуют точечные микрообъекты, образующие дисперсную субструктуру. По сравнению с гранично-распределенными точечными объектами их плотность значительно меньше, но ощутимо больше, чем у исходной матрицы, в которой отсутствуют алмазные наполнители.
Основываясь на результатах металлографических исследований, можно утверждать, что при упрочне- нии материала матрицы действуют два механизма — дисперсный и зернограничный.
Если речь идет о дисперсном механизме, объем вводимого в материал матрицы порошка природного алмаза можно рассчитать по уравнению Орована [13]:
ZN = 2LkQln- ,
Ъ" 2 ПЛ 0 2Ь, где X — ближайшее расстояние между частицами; G — модуль сдвига матрицы; b — вектор Бюргерса; к0 — коэффициент, характеризующий тип взаимодействующих атомов с дислокацией.
Выбраны следующие значения: G = 0,367х105 МПа для бронзы; b = 2,564 А для меди; коэффициент к 0 равен 0,85.
Ближайшее среднее расстояние между частицами в зависимости от содержания и дисперсности рассчитано по формуле, предложенной в [14]:
^[(^Ч'. (5)
где L H — весовая доля наполнителя; d — диаметр или толщина частиц наполнителя.
В табл. 3 приведены расчеты среднего расстояния между частицами наполнителя в зависимости от их объема и размера.
Таблица 3
Ближайшее среднее расстояние между частицами наполнителя в зависимости от их объема и размера и упрочнение по уравнению Орована при введении частиц алмаза
|
Зернистость частиц |
7/5 |
3/2 |
-40 |
УДПА |
||||||||
|
Содержание частиц, % |
1 |
2 |
3 |
1 |
2 |
3 |
1 |
2 |
3 |
1 |
2 |
3 |
|
X, мкм |
125.3 |
98.19 |
85.02 |
52.19 |
40.91 |
35.42 |
417.56 |
327.30 |
283.40 |
6.26 |
4.91 |
4.25 |
|
Z n , МПа |
0.13 |
0.16 |
0.18 |
0.28 |
0.35 |
0.40 |
0.04 |
0.05 |
0.06 |
1.91 |
2.38 |
2.70 |
Расчетные данные были подставлены в уравнение Орована, и таким образом определено упрочнение за счет введения в материал матрицы частиц алмазных порошков.
Согласно расчетам. наибольшее упрочнение достигается при введении в матрицу УДПА, что в целом подтверждается экспериментальными данными.
При изменении геометрии зерна за счет агломерации частиц наполнителей на границах раздела в материале целесообразно рассчитывать изменение свойств материала согласно теории зернограничного упрочнения [15. 16].
Для определения количественного увеличения прочности материала при добавлении частиц алмазных порошков за счет зернограничного упрочнения были проведены расчеты по эмпирическому соотношению Холла — Петча [17]:
Да т = Мз-1/2 . (6)
где к —коэффициент Холла — Петча для данного материала; d 3 — размер зерна.
Для расчетов использовались образцы, показывающие наибольшее увеличение прочности по теории Орована. Расчеты выполнены согласно данным. полученным по итогам обработки снимков микроструктуры поверхности. по методике. предложенной в [18].
Коэффициент Холла — Петча применен к меди. Согласно [19] он является величиной переменной, зависит от среднего размера зерна и варьируется в пределах 0,01-0.24 Мпа х м1/2. Расчеты показали. что наибольшее упрочнение дает введение в материал матрицы порошков ультрадисперсного природного алмаза. В целом, это подтверждается экспериментальными данными.
Средний размер зерна рассчитан согласно металлографическим исследованиям поверхности образцов:
4(^)
»з = . (7)
где S общ — общая площадь объектов; N общ — количество объектов.
При значении среднего размера зерен порядка 10-1 мкм коэффициент Холла — Петча равен примерно 0.01 Мпа х м1/2.
Расчеты по соотношению Холла — Петча свидетельствуют об увеличении предела текучести материала при добавлении частиц порошков природного алмаза. Предел текучести достигает максимального расчетного значения при содержании наполнителей 1 % (рис. 3).
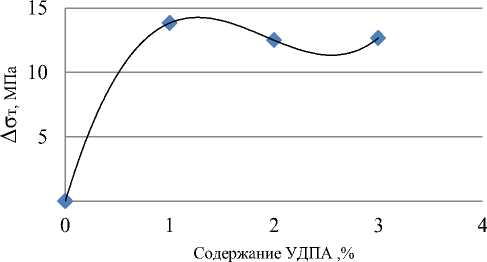
Рис. 3. Зависимость предела текучести от содержания УДПА
Механика
Обсуждение и заключения. Расчеты показали, что у образцов с добавлением порошков природных алмазов размер зерен меньше по сравнению с исходными. Этот факт можно объяснить следующим образом. Частицы алмаза, оседая на границах зерен материала, способствуют уменьшению их среднего размера. В результате меняется геометрия границ между зернами, образуются барьеры для дислокаций, и, как следствие, усиливается потенциальная способность материала сопротивляться пластической деформации. Предел текучести увеличивается примерно на 12–13 МПа, что коррелирует с расчетными данными, полученными при использовании теории Орована для дисперсионного упрочнения. Если речь идет о поликристаллическом материале, то, в принципе, предел текучести увеличивается при уменьшении размеров зерен. Добавленные в объем матрицы частицы алмаза увеличивая предел текучести, т. к. меняют геометрию зерен, уменьшая их среднюю площадь и размер.
Расчетные данные отличаются от экспериментальных, т. к. показывают увеличение упрочнения материала пропорционально количеству вводимых в объем частиц алмаза. Можно предположить, что модель упрочнения Орована не учитывает образование углерода и агломерацию алмазов в более крупные объекты в объеме матрицы при повышении количества вводимых алмазов.
Уменьшение количества пор при добавлении частиц УДПА в количестве 1–2 % можно объяснить высокими сорбционными свойствами наполнителя. При спекании компактов, полученных методом порошковой металлургии, частицы УДПА абсорбируют кислород, содержащийся в порошковой смеси, с образованием газов-восстановителей СО и СО 2 . Эти газы разрушают окисную пленку, покрывающую частицы порошковой смеси, и препятствуют окислению при спекании, тем самым уменьшая общий объем газов в порошковой смеси. В то же время газы-восстановители ускоряют процесс спекания материала. Сочетание этих факторов в итоге уменьшает остаточную пористость в материале, что подтверждается и расчетными данными. Если же объем частиц УДПА достигает 3 %, происходит увеличение содержания углерода в материале. В результате частицы наполнителя полностью не окисляются, тем самым увеличивая количество пор в материале.
Список литературы К вопросу об особенностях механизмов упрочнения в металлической матричной композиции
- Емельянова, М. А. Формирование абразивного материала на основе медь-титан-алмаз/М. А. Емельянова, Г. Н. Романов, И. И. Ноев//Вестник Якут. гос. ун-та. -2010. -Т. 7, № 1. -С. 64-70.
- Иванов, Д А. Дисперсноупрочненные, волокнистые и слоистые неорганические композиционные материалы/Д А. Иванов, А. И. Ситников, С. Д Шляпин. -Москва: Изд-во МАТИ РГТУ, 2009. -306 с.
- Microstructure and mechanical properties of near net shaped aluminium/alumina nanocomposites fabricated by powder metallurgy/K. Kallip//Journal of Alloys and Compounds. -2017. -№ 714. -P. 133-143.
- Interface-induced strain hardening of graphene nanosheet/aluminum composites/Y. Jiang//Carbon. -2017. -№ 146. -P. 17-27.
- Molecular dynamics simulation on formation mechanism of grain boundary steps in micro-cutting of polycrystalline copper/D. Liu//Computational Materials Science. -2017. -№ 126. -P. 418-425.
- Saba, F., Zhang, F., Liu, S., & Liu, T. Reinforcement size dependence of mechanical properties and strengthening mechanisms in diamond reinforced titanium metal matrix composites/F. Saba//Composites. Part B: Engineering. -2019. -№ 167. -P. 7-19.
- Deformation and strengthening mechanisms of a Carbon nanotube reinforced aluminum composite/F. Mokdad//Carbon. -2017. -№ 104. -P. 64-77.
- Локтюшин, В. А. Контактные взаимодействия в композиционных материалах/В. А. Локтюшин, Н. А. Адаменко, Л. М. Гуревич//Волгоград: ВолгГТУ, 2004. -74 с.
- Vaughan Strength of Diamond/J. Donald//Science. -1994. -Vol. 266. P. 419-422.
- Краткий справочник физико-химических величин/Под ред. К. П. Мищенко, А. А. Равделя. -Ленинград: Химия, 1974. -200 с.
- Физические величины. Справочник/А. П. Бабичев. -Москва: Энергоатомиздат, 1991. -С. 363-450.
- Паркаева, С. А. Адсорбционные свойства модифицированных порошков детонационного наноалмаза по данным газовой хроматографии/С. А. Паркаева, Л. Д. Белякова, О. Г. Ларионов//Сорбционные и хроматографические процессы. -2010. -Т. 10., вып. 2 -С. 283-292.
- К. М. Исламкулов Моделирование процесса упрочнения малоуглеродистых сталей/К. М. Исламкулов, Ж. Т. Айменов, Д У. Смагулов//Успехи современного естествознания. -2014. -№ 10. -С. 73-75.
- Азыгалиев, У. Ш. Структурная модификация органополимерных строительных композитов/У. Ш. Азыгалиев//Вестник КГУСТА. -2012. -№ 3. -С. 29-33.
- Мальцева, Л. А. Материаловедение/Л. А. Мальцева, М. А. Гервасьев, А. Б. Кутьин. -Екатеринбург: 118 УГТУ-УПИ, 2007. -339 с.
- Материаловедение/В. С. Кушнер. -Омск: Изд-во ОмГТУ, 2008. -232 с.
- Carlton, C. E. What is behind the inverse Hall-Petch effect in nanocrystalline materials?/C. E. Carlton, P. J. Ferreira//Acta Materialia. -2007. -Vol. 55. -P. 3749-3756.
- Основы количественной и компьютерной металлографии/В. А. Ким. -Комсомольск-на-Амуре: КнАГТУ, 2013. -133 с.
- Козлов, Э. В. Барьерное торможение дислокаций. Проблема Холла -Петча/Э. В. Козлов, А. Н. Жданов, Н. А. Конева//Физическая мезомеханика. -2006. -№ 3. -С. 81-92.
