К вопросу применения систем комбинированного нагрева в электрических миксерах для приготовления алюминиевых сплавов

Автор: Темеров Александр Алексеевич, Тимофеев Виктор Николаевич, Михайлов Дмитрий Александрович
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Технологические процессы и материалы
Статья в выпуске: 6 (32), 2010 года.
Бесплатный доступ
Рассматриваются принципы создания и управления комбинированным нагревом алюминиевого расплава в электрических миксерах с расположением электронагревателей под сводом и в подине. На основе результатов численного и физического экспериментов определены и подтверждены зависимости температурного перепада и распределения неметаллических включений в объеме расплава на стадиях нагрева, выдержки и литья.
Температурный перепад, неметаллические включения, миксер с комбинированным нагревом, математическая модель, алгоритм управления системой нагрева
Короткий адрес: https://sciup.org/148176384
IDR: 148176384 | УДК: 621.365.63
Application of the combined heating systems in electric holding furnaces for preparation of aluminium alloys
In a paper creation and control principles by the combined heat of aluminium melt in electric composite holding furnaces with an arrangement of electric heaters under the arch and in the bottom are considered. On the basis of numerical and experimental results dependences of a temperature drop and distribution of nonmetallics in melt volume at stages of heat, dead melting and casting are defined and confirmed.
Текст научной статьи К вопросу применения систем комбинированного нагрева в электрических миксерах для приготовления алюминиевых сплавов
Анализ отечественных и зарубежных публикаций, посвященных проблеме повышения качества алюминиевых деформируемых сплавов показывает, что в последнее время на большинстве отечественных и зарубежных предприятий, выпускающих листовой алюминиевый прокат («Алкоа СМЗ», «Уральская фольга» и др.), наблюдается рост потребления высококачественных сплавов на основе алюминия. Изучение конъюнктуры рынка тонколистового алюминиевого проката позволяет говоритьо том, что при дальнейшей модернизации заводов необходимо ориентироваться на продолжающееся уменьшение толщины холоднокатаного листа. Применяемые на предприятиях методы рафинирования и приготовления алюминиевых сплавов не обеспечивают требуемого уровня чистоты металла, геометрических размеров, качества структуры и других показателей слитков. Поэтому отечественные предприятия, производящие алюминиевый прокат, вынуждены заняться модернизацией существующего и созданием нового оборудования для плавильно-литейных агрегатов.
Основной единицей плавильно-литейного агрегата, в наибольшей мере определяющей качество производимого алюминиевого сплава, является электрический миксер. Технология приготовления расплава в электрических миксерах должна обеспечиватьзаданную производительность и качество алюминиевого сплава, которое характеризуется такими критериями, как температурный перепад и содержание неметаллических включений. Применение тех или иных систем нагрева определяет технологию приготовления расплава в электрическом миксере.
На сегодняшний деньэтих целей используются электрические миксеры с расположением излучающих электронагревателей под сводом и в подине. Увеличение скорости нагрева металла в электрических миксерах с электронагревателями под сводом приводит к перегреву поверхностных слоев металла и возникновению температурного перепада по высоте расплава 70…90 °С/м. Интенсификация тепломассобменных процессов в ванне электрических миксеров с электронагревателями в подине является причиной значительного загрязнения метал- ла неметаллическими включениями (например, окисью алюминия α-Al2O3) при взаимодействии жидкого алюминия со шлаком и атмосферой [1; 2]. В связи с этим возникает задача дифференцированного управления интенсивностью тепломассобмена в ванне для понижения содержания неметаллических включений и температурного перепада в расплаве.
Содержание газовых и неметаллических включений в расплаве на стадии нагрева зависит от таких факторов, как температура поверхности расплава (не более 750 °С), интенсивностьдвижения масс металла и время его приготовления. На стадии выдержки требуется снижение содержания неметаллических включений в верхней части ванны, для чего необходимо производитьотстаивание расплава. На стадии литья качество расплава определяется стабильностью температур перепада и содержанием неметаллических включений в литье, ввиду чего температурный перепад по высоте расплава должен состав-лятьне более 8 °С/м, температуру расплава необходимо поддерживатьна уровне 695…750°С, а неметаллические включения должны бытьсосредоточены у подины [3].
Проведенный анализ условий тепломассобмена в ванне электрических миксеров показал, что одним из наиболее перспективных способов нагрева расплава, позволяющих эффективно управлятьтемпературным перепадом и распределением неметаллических включений в ванне, является комбинированный нагрев расплава [4]. Такой способ предполагает косвенный и прямой нагрев верхних и нижних слоев расплава при расположении электронагревателей 4 и 5 подсводомив подине миксера (рис. 1) [5].
С учетом требований технологии приготовления алюминиевых сплавов авторами была разработана циклограмма работы миксера с комбинированным нагревом (рис. 2). В таком миксере на первой стадии приготовления расплава нагрев осуществляется с помощью подового электронагревателя (режим работы 1), за счет чего теп-ломассобменные процессы в ванне максимально интенсифицируются и происходит выравнивание температуры по объему расплава. На стадии выдержки используется сводовый электронагреватель (режим работы 2)и основной тепловой поток направлен на зеркало расплава, что способствует выравниванию температуры и снижению скорости движения масс расплава. В результате этого неметаллические включения начинают оседатьна подину и их содержание в верхней части ванны снижается. На стадии литья тепловые потоки направляются в расплав от подового и сводового электронагревателей (режим работы 3), благодаря чему температурный перепад и содержание неметаллических включений в объеме снижаются до минимума.
сводом ив подине, выведены на основании уравнений, представленных в [8], и могут бытьзаписаны в виде

∂ Tr + ∂ Tr ∂ y ∂ z
∂ T
=-λ
∂ x
-
∂ T ∂ T
∂ y
∂ z
x , y , z
,
⎛∂Tr∂Tr∂Tr λ ⋅⎜+ +
r ⎝∂x
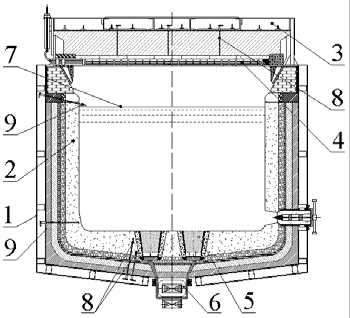
Рис. 1. Миксер с комбинированным нагревом: 1 – каркас;
2 – футеровка; 3 – свод; 4 и 5 – электронагреватели;
6 – источник питания; 7 – расплав; 8 и 9 – термопары
⎛∂T ∂T ⋅⎜v+ v ⎝∂x∂y
∂ y
∂ z
∂ T
∂ z
+ε r c 0 ( T s.
-
T r4 ),
Для взаимосвязанного анализа электромагнитных, гидродинамических и тепловых процессов, протекающих в миксере с комбинированным нагревом при приготовлении алюминиевого сплава на стадиях нагрева, выдержки и литья, в программном комплексе ANSYS Multiphisics была разработана математическая модельсистемы «миксер с комбинированным нагревом – расплав» [7].
Особенностью этой математической модели является учет влияния сводового и подового электронагревателей на состояние теплового поля миксера в режимах работы системы нагрева 1 , 2 и 3 с использованием совокупности граничных условий. Граничные условия, которые обеспечивают тепловой баланс между расплавом и миксером при расположении электронагревателей под
где Т r – температура расплава, ° С; Т v – температура воздуха над расплавом, ° С; Т s.n – температура поверхности сводового электронагревателя, ° С; λ r – теплопроводность расплава, Вт/(м · °С); λ v – теплопроводностьвоздуха над расплавом, Вт/(м · °С); λ o.p – теплопроводностьконтакти-рующего с расплавом материала ограждающей поверхности, Вт/(м · °С); ε r – степеньчерноты поверхности расплава; c 0 – коэффициент излучения абсолютно черного тела. Граничное условие (1) определяет температурное поле на границах «футеровка – расплав» и «подовый элек-тронагреватель– расплав» при теплообмене между расплавом и стенками ванны за счет излучения и теплопроводности, граничное условие (2) – температурное поле на границе «сводовый электронагреватель– расплав» при теплообмене между поверхностью расплава и излучающей поверхностью сводового электронагревателя за счет теплопроводности.
Ввиду того что производительность миксера и качество расплава зависят от режимов работы системы нагрева, необходимо найти соотношения мощностей сводового и подового электронагревателей Р 1/ Р 2 на трех стадиях приготовления расплава с целью достижения его наилучшего качества, но без снижения производительности миксера. Так как производительность миксера определяется длительностью стадии нагрева расплава, а качество приготавливаемого сплава – содержанием неметаллических включений в литье и стабильностью температурного перепада, то целевой функцией на стадии нагрева является
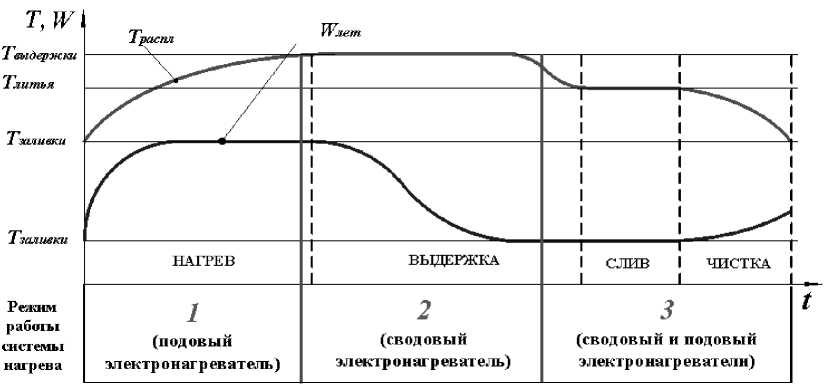
Рис. 2. Циклограмма работы миксера с комбинированным нагревом на режимах работы системы нагрева 1 , 2 и 3
время нагрева расплава t нагр( P 1/ P 2) → min, целевой функцией на стадии выдержки – содержание неметаллических включений в верхней части ванны от их общего количества W верх( P 1/ P 2) → min, а целевой функцией на стадии литья – температурный перепад в расплаве и содержание неметаллических включений в верхней части ванны от их общего количества W верх, Δ T распл( P 1/ P 2) → min.
С помощью математической модели авторами были получены зависимости изменения времени нагрева t нагр, содержания неметаллических включений в верхней части ванны от их общего количества W верх и температурного перепада в слоях расплава Δ T от соотношения мощностей Р 1/ Р 2, которое изменялось в диапазоне 0/1…1/0 с шагом 0,2 (рис. 3). Наиболее быстрое повышение температуры расплава на стадии нагрева обеспечивается при соотношении мощностей 0/1 за счет интенсификации тепломассобменных процессов в ванне при нагреве расплава снизу. Содержание неметаллических включений в верхней части ванны от общего их количества W верх, определяющее качество расплава на стадии выдержки, достигает своего наименьшего значения при соотношении мощностей, равном 1/0, ввиду минимизации конвективного движения металла при нагреве расплава сверху. На стадии литья минимум температурного перепада Δ T распл, а также квазиминимум содержания неметаллических включений в верхней части ванны от их общего количества W верх наблюдаются при нагреве расплава нижним и верхним электронагревателями при соотношении мощностей 0,4/0,6. Для достижения наибольшей производительности и наилучшего качества расплава необходимо, чтобы соотношение мощностей Р 1/ Р 2 на стадиях нагрева, выдержки и литья (режимах работы 1 , 2 и 3 ) составляло соответственно 0/1, 1/0 и 0,4/0,6. Результаты поиска значений t нагр, W верх и Δ T распл приведены в таблице.
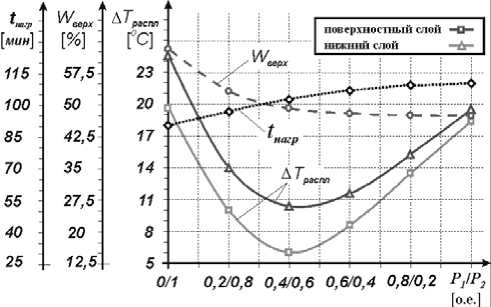
Рис. 3. Изменение t нагр, Δ T и W верх при различных соотношениях Р 1/ Р 2
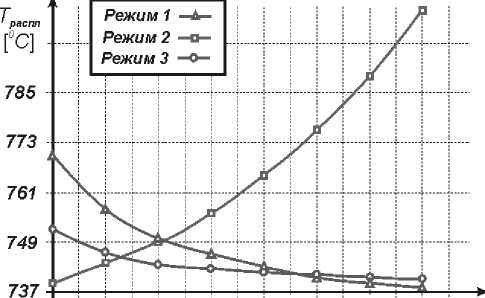
В дальнейшем был определен и оценен характер изменения температурного поля расплава и распределе- ния неметаллических включений в ванне миксера на стадиях нагрева, выдержки и литья (режимов работы системы нагрева 1, 2 и 3) для найденных соотношений мощностей электронагревателей Р1/Р2. Анализ гидродинамического и теплового полей расплава показал, что на стадии нагрева (режим работы 1) максимум скоростей Vmax наблюдается в непосредственной близости от поверхности резистивных блоков и на уровне летки скоростьне превышает 0,38 м/с, а температурный перепад по высоте расплава ΔTh составляет 32 °С (характерный шаг по высоте 0,23 м) (рис. 4). На стадии выдержки (режим работы 2) поле скоростей стабилизируется по всему объему, максимум скоростей Vmax снижается в среднем до 0,001 м/си имеет место локальный перегрев поверхностных слоев, по причине чего температурный перепад по высоте расплава ΔTh достигает максимума, равного 65 °С. На стадии литья (режим работы 3) поле скоростей устанавливается относительно быстро и имеет локальный максимум только в 1/4 объема расплава и в целом равномерно. При этом максимальный температурный перепад по высоте расплава ΔTh не превышает 12 °С, что объясняется выравниванием на уровне 0,25 м тепловых потоков, направленных в расплав от подового и сводового электронагревателей.
0,23 0,46 0,68 0,91 1,14 1,37 1,60 1,82h M
Рис. 4. Изменение температуры расплава T по высоте h в режимах 1 , 2 и 3
Сопоставление зависимостей распределения неметаллических включений различного размера в ванне миксера при различных скоростях движения расплава [9] и найденного поля скоростей расплава позволяет определить распределение неметаллических включений по высоте ванны на стадиях нагрева, выдержки и литья. На стадии литья содержание неметаллических включений в верхней части ванны W верх от их общего количества достигает 63 %, 2/3 от которых составляют включения крупного размера. На стадии выдержки крупные неметаллические включения с относительно высокой плотностью сосредоточи-
Результаты поиска t нагр , W верх и Δ T распл
|
Стадия приготовления |
Оптимизируемые параметры |
Целевые функции стадий приготовления расплава |
|||
|
Р 1, кВт |
Р 2, кВт |
AT „ °C распл , |
W верх , % |
t , мин |
|
|
Нагрев |
0 |
60 |
25 |
63 |
90 |
|
Выдержка |
60 |
0 |
20 |
46,5 |
110 |
|
Литье |
24 |
36 |
10 |
49 |
78 |
ваются в области подины, а неметаллические включения малого размера образовывают устойчивую коллоидную смесьво всем объеме ванны. На стадии литья наблюдается снижение содержания неметаллических включений в верхней части ванны W верх отихобщегоколичествадо49%.
Достоверностьразработанной математической модели была оценена при сравнении результатов решения гидродинамической и тепловой задач, полученных в ходе математического и физического моделирования (рис. 5). Сравнительный анализ данных распределения температуры по объему расплава в физической и математической моделях выявил их высокую степеньсовпадения (относительная погрешность измерений ε рм не превышала 19 % при доверительной вероятности Р = 95 %).
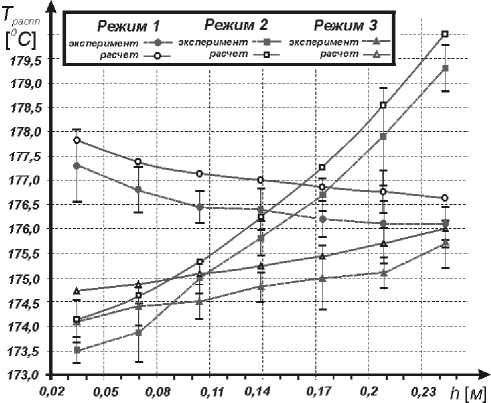
Рис. 5. Зависимости изменения температуры расплава T распл от высоты ванны h физической модели (характерный шаг по высоте – 3,5 см)
Проведенный анализ зависимостей распределения температурного перепада, неметаллических включений, скорости и интенсивности нагрева расплава при изменении режимов работы системы нагрева на стадиях нагрева, выдержки и литья позволил авторам разработать алгоритм управления режимами работы системы нагрева (рис. 6).В соответствии с этим алгоритмом изменение интенсивности нагрева расплава осуществляется в зависимости от температурного перепада по высоте расплава при изменении отношения мощностей сводового и подового электронагревателей Р 1/ Р 2 в диапазоне 0/1…1/0.
В результате исследований было установлено следующее:
– применение комбинированных систем нагрева в электрических миксерах способствует упрощению технологического процесса приготовления алюминиевых сплавов, снижению неравномерности температурного перепада в расплаве и управлению распределением неметаллических включений в ванне на стадиях нагрева выдержки и литья в соответствии с заданными технологическими требованиями;
– изменение соотношения мощностей сводового и подового электронагревателей Р1/Р2 определяет содер- жание неметаллических включений в верхней части ванны Wверх, температурный перепад по высоте расплава ΔTh и скоростьдвижения расплава V;
– использование разработанного алгоритма управления режимами работы системы электронагрева позволяет снизить содержание неметаллических включений в верхней части ванны W верх с63до49 % от их общего количества и изменить температурный перепад по высоте расплава от 6,5 до 38 °С/м.
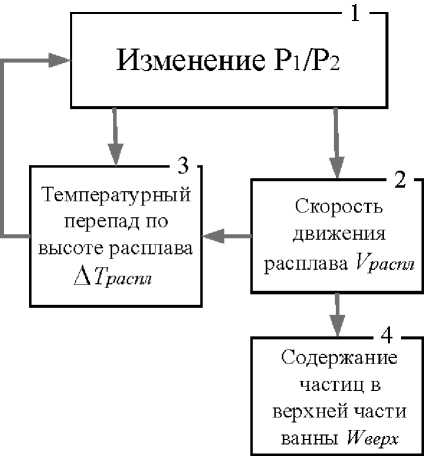
Рис. 6. Алгоритм управления режимами работы системы нагрева на стадиях нагрева, выдержки и литья
