К вопросу производства панелей пола из пкм для летательных аппаратов (обзорная статья)
")
Автор: Баранников Александр Александрович, Вешкин Евгений Алексеевич, Постнов Вячеслав Иванович, Стрельников Сергей Васильевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Авиационная и ракетно-космическая техника
Статья в выпуске: 4-2 т.19, 2017 года.
Бесплатный доступ
В рамках данной работы был проведен сравнительный анализ панелей пола как отечественных, так и иностранных производителей. Были отмечены их основные недостатки и причины их появления. Рассмотрены основные поставщики панелей пола и их компонентов для отечественных производителей самолетов. Проведен анализ их конструкции. Выделены четыре основных типа панелей пола, предназначенных для различных зон пола самолета. Проведен их анализ по назначению и конструктивным составляющим. Так же был проведен сравнительный анализ отечественных и зарубежных материалов для изготовления панелей пола интерьера пассажирского самолета. Произведен анализ схем и методов формования.
Трехслойные сотовые конструкции из пкм, сандвич панели, армирующий наполнитель, полимерное связующее, пленочный клей, сотовый заполнитель, полимерный заполнитель - сферопласт, синтактики
Короткий адрес: https://sciup.org/148205298
IDR: 148205298 | УДК: 678.8
On the issue of production of the floor panels made of pсm for aircraft (review article)
In the framework of this work, a comparative analysis of the floor panels of both domestic and foreign manufacturers was carried out. They noted their main shortcomings and the reasons for their appearance. The main suppliers of floor panels and their components for domestic aircraft manufacturers are considered. The analysis of their construction is carried out. There are four main types of floor panels designed for different areas of the aircraft floor. Their analysis by designation and constructive components was carried out. Also, a comparative analysis of domestic and foreign materials for the production of floor panels for the interior of a passenger aircraft was carried out. The analysis of schemes and methods of molding is made.
Текст обзорной статьи К вопросу производства панелей пола из пкм для летательных аппаратов (обзорная статья)
В настоящее время современное авиа-, машиностроение и другие отрасли промышленности немыслимы без композиционных материалов [1]. В последние десятилетия интенсивно развивается наука о композиционных материалах, и современное материаловедение в значительной мере посвящено изучению композиционных материалов [2, 3]. Интенсивный рост развития науки о композиционных материалах позволяет разрабатывать и внедрять, в различные образцы перспективной техники композиционные материалы нового поколения, отвечающие современным авиационным правилам, международным требования, стандартам и т.д.
связующие на основе жесткосцепных полифе-ниленсульфидов, полиэфиркетонов, полисуль-фонов, полиэфиримидов)[4]. Широкое внедрение ПКМ нового поколения не ограничивается только силовыми, особо ответственными элементами конструкции, но и находит свое применение в интерьере самолета, например для панелей пола.
Панели пола – это трехслойная сотовая конструкция рис. 1. Она представляет собой конструкцию, состоящую из двух несущих слоев (обшивок) и сотового заполнителя, расположенного между обшивками, адгезионных слоев (клеевая пленка), связывающих обшивки с сотовым заполнителем и передающих нагрузку от сотового заполнителя к обшивкам и обратно, полимерного заполнителя– сферопласта (синтактика), применяемого для заделки торцов панелей пола и заполнения мест установки крепежа.
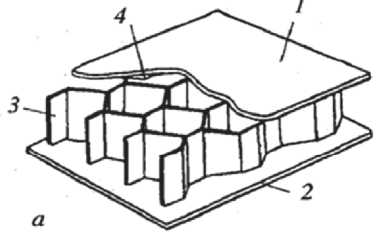
Рис. 1. Состав трехслойной сотовой панели:
1 – обшивка; 2 – клеевая пленка;
3 – сотовый заполнитель;
4 – полимерный заполнитель– сферопласт
Начиная с 70-х годов прошлого столетия основными причинами внедрения ПКМ в конструкцию панелей пола самолета являлось снижение массы и обеспечение прочностных и эксплуатационных показателей, так как их площадь (а, значит, и масса), особенно в широкофюзеляжных самолетах, составляет значительную величину. Так у магистральных самолетов с числом мест от 200 и выше площадь пола превышает 100 м2, а у самолетов местных воздушных линий с числом мест от 24 до 80 площадь составляет 14 – 45м2. Применяемые в большинстве ранее выпускаемых отечественных самолетов (Ил–18, Ил-62, Ан–24, Ту–144, Як–40, Ту–154 и др.) панели пола, изготавливались в виде трехслойной конструкции с фанерными, стеклопластиковыми (КАСТ-В), алюминиевыми обшивками и заполнителями из пенопласта и алюминиевых сот. Средняя масса 1 м2 применяемых панелей пола из указанных материалов колебалась в пределах 4,2 - 5,6 кг в зависимости от места установки в салоне самолета [5]. Проведенные научные работы показали, что масса панелей пола может быть снижена примерно на 25 – 35%, при сохранении несущей способности и жесткостных характеристик за счет замены обшивок трехслойных конструкций на стеклопластиковые и углепластиковые. А при комплексном подходе, с внедрением материалов нового поколения, среднее снижение массы 1 м2 панелей пола составит приблизительно 1,8-2,1 кг, что подтверждается данными приведенными в работе [5]. Полученные результаты позволили создать трехслойную конструкцию панелей пола и внедрить ее в самолетах Ил-86 и Як-40. В созданной конструкции панели пола были применены следующие материалы: стеклотекстолит КАСТ-ВС в качестве верхней обшивки, трудносгорающий углепластик КМУ-3лн в качестве нижней обшивки, сотопласт ПСП-1 в качестве заполнителя, пленочный клей ВК-24М, заливочная паста ВПЗ-1. Применение данных материалов позволило снизить общую массу панелей пола в самолетах Ил-86 на 400 кг, а Як-40 на 100 кг [5].
Аналогичные работы по внедрению современных материалов в конструкцию панелей пола проводились и за рубежом. Например, фирма «Роллс – Ройс» (Англия) изготовила и установила на самолете «Boeing 747» образцы панелей пола размером 3,05×1,22 м, в которых обшивки выполнены из двухслойного углепластика толщиной 0,25 мм, а бальзовый заполнитель заменен найлоновым сотовым заполнителем. Масса 1 м2 углепластиковых панелей составила 2,67 кг против 4 кг – для панелей с алюминиевыми обшивками и бальзовым заполнителем. При этом долговечность панелей увеличилась с 3000 до 20000 л.ч. При среднегодовом налете самолета «Boeing 747» 4200 ч. время эксплуатации углепластиковых панелей пола составляет приблизительно 5 лет [5].
В 1983 г. АНТК им. О. К. Антонова начал выпуск ближнемагистрального узкофюзеляжного пассажирского самолета Ан–74. В производстве пола салона самолета использовали заготовки панелей пола на основе стеклоткани Т-10-14, связующего 5-211БН и продольных и поперечных рифтов из пенопласта ЭТ-Р1. Данные панели в полной мере удовлетворяли как весовые, так прочностные и эксплуатационные показатели.
Начиная с 90-х годов авиационные правила АП-25, приложение F, Часть 1 (FAR25) ужесточили требования по обеспечению эксплуатационных показателей. В это время был разработан ряд материалов внедренных в производство панелей пола.
Для пассажирских самолетов семейства Ту–204, была разработана и запатентована конструкция сотовой панели пола (патент РФ 2250830 «Конструкция панели сотовой»), состоящая из верхней и нижней обшивок из органита 7ТЛ-Б(0)-2-Ш, приклеенных к сотовому заполнителю клеевой пленкой ВК-46, при этом торцы панели заполняются пастой ВПЗ-1-55. Основными недостатками данных панелей пола являлись использование раздельного формования, ограниченный круг применения, чрезвычайно дорогостоящи из-за применения вышеуказанных материалов, способ изготовления многоцикловый, трудоемкий и энергоемкий, готовые изделия обладали высоким короблением, органит сильно впитывал влагу[6]. Вследствие чего данные панели пола не нашли широкого применения и были заменены на панели пола изготовленные на основе гибридной ткани Т-42/1-76, сотового заполнителя ПСП/ССП и связующего ЭП-2МК. Данные панели пола обеспечивали, к тому времени, отличное соотношение массы к прочностным показателям, а также обеспечивали требования авиационных правил АП-25, приложение F, Часть 1 (FAR25) (табл. 1). Основными недостатками данных панелей пола являлись ограниченный круг применения, чрезвычайно дорогостоящи из-за применения гибридной ткани Т-42/1-76.
В ОНПП «Технология» по ТУ 1-596-417-01 изготавливались панели пола со стеклопластиковыми обшивками на основе стеклоткани Т-10-80 и связующего ЭП-2МК. Недостатком данных панелей являются высокая масса и низкая прочность при изгибе и чрезвычайно высокий прогиб при изгибе длинной балки по ОСТ 1.90265-78. Препреги на основе используемого связующего ЭП-2МК нетехнологичны в переработке (слишком высокая липкость и низкая жизнеспособность), а также требуют длительной, высокотемпературной термообработки: 4-6 часа при Т=160-170°С [6].
До 1993 года отечественные самолетостроительные предприятия являлись ведущими в мире организациями по созданию и внедрению в транспортные и пассажирские самолеты конструкций из ПКМ. Однако с развалом СССР начались процессы которые привели к тому, что были разрушены многолетние налаженные связи «предприятие-производитель – поставщик», многие предприятия-поставщики относились
Таблица 1. Панелей пола на основе гибридной ткани Т-42/1-76, сотового заполнителя ПСП/ССП и связующего ЭП-2МК
На сегодняшний день основными поставщиками панелей пола и материалов для их изготовления для современных отечественных пассажирских самолетов, являются компании: «Hexcel» (заготовки панелей пола, препреги, сотовый заполнитель, связующее, клеи), «B/E Aerospace» (заготовки панелей пола), «EADS-EFW» (заготовки панелей пола), «Сell Components» (заготовки панелей пола), «TRB Lightweight Structures» (заготовки панелей пола), «Cytec» (связующее, препреги, полимерные заполнители – сферопласты), «Huntsman» (связующее, полимерные заполнители – сферопласты), «Gurit» (препреги), «Dupont» (сотовый заполнитель), Aim Composite Ltd (заготовки панелей пола), «3М» (клеи) и др [7]. Однако учитывая появление санкций на поставку импортных материалов в Россию и инициативу Президента Российской Федерации по импортза-мещению, появляется необходимость в разработке отечественных заготовок панелей пола для самолетов, отвечающих современным требованиям.
Для решения этой проблемы требуется комплексный подход по разработке материалов, отвечающих современным прочностным и эксплуатационным требованиям, энергоэффективных технологий и оптимальной конструкции, для увеличения весовой эффективности ЛА.
Работа выполнена в рамках реализации комплексного научного направлении 13.2 «Конструкционные ПКМ» («Стратегические направления развития материалов и технологий их переработки на период до 2030 года») [8].

а б в
Рис. 2. Общий вид пассажирской кабины самолета с установленными панелями пола: а – панели пола подкресельной зоны; б - панели пола проходов;
в - панели входов-выходов и кухни, высоконагруженные панели и панели БГО
МЕТОДИКА ИССЛЕДОВАНИЙ
В конструкции современного пассажирского самолета используется четыре типа панелей пола: подкресельные панели рис.2а, панели проходов рис. 2б, панели входов-выходов и кухни рис. 2в, высоконагруженные панели и панели богажно-грузового отсека (БГО) рис. 2в. Наличие зон и использование в них соответствующих типов панелей пола обуславливается нагрузками воспринимаемыми панелями пола в процессе эксплуатации самолета. В результате чего панели пола в различных зонах имеют разные физикомеханические и весовые характеристики. В табл. 2 приведен пример использования различных типов панелей пола в конструкции самолета Ту-204.
Таблица 2. Различные типы панелей пола применяемые в самолете Ту-204
|
Свойства |
Панели входов-выходов и кухни |
Панели пола проходов |
Панели пола подкресельной зоны |
Высоконагруженные панели и панели БГО |
|
Наименование |
Fibrelam Grade 1-3/3 Hexcel Composite |
Fibrelam Grade 1 Hexcel Composite |
Fibrelam Grade 5 Hexcel Composite |
Fibrelam Grade 12 Hexcel Composite |
|
Толщина, мм |
10,16±0,25 |
|||
|
Масса, кг/м2, не более |
3,8 |
3,12 |
2,53 |
5,36 |
|
Предел прочности при сжатии, МПа, не менее |
11,03 |
11,03 |
4,13 |
17,24 |
|
Разрушающие усилие при изгибе длинной балки, Н, не менее |
1424 |
1023 |
1023 |
2002 |
|
Прогиб при усилии 445 Н, мм, не более |
21,6 |
21,6 |
21,6 |
12,7 |
|
Разрушающие усилие при изгибе короткой балки, Н, не менее |
2603 |
2603 |
1602 |
3782 |
|
Усилие отслаивания обшивки от сотового заполнителя, Н/76 мм, не менее |
222 |
|||
|
Испытания роликом на износ |
120000 циклов |
120000 циклов |
80000 циклов |
125000 циклов |
|
Коробление на 1000 мм, мм не более |
2 |
|||
|
Температура эксплуатации |
От -60’С до + 60’С |
|||
|
Горючесть |
В соответствие с АП 25 или FAR 25.853 (a) приложение (F) (а) (1) (i) |
|||
|
Материал обшивки |
Высокомодульное однонаправленное стекловолокно |
|||
|
Сотовый заполнитель |
Бумага номекс |
|||
При этом остается важным значение снижения веса панелей пола. Важно производить панели пола настолько легкими, насколько это возможно, одновременно сохраняя различные конструкционные характеристики, которые требуется для конкретного типа панели пола. Даже небольшое изменение в поверхностной плотности панели пола повлияет на относительное изменение общей взлетной массы самолета. Таким образом, необходимо изготавливать панели пола легкими по весу и с конструкционными требованиями, обеспечивающими их использование в различных видах самолетов и их конкретных участках [7].
На сегодняшний день существует два способа изготовления панелей пола: по последовательной и по интегральной схемам. В первом случае сначала формуются обшивки, а затем идет их склейка с сотовым заполнителем рис 3. Обшивка может изготавливаться как вакуумным, вакуумно-автоклавным так и прессовым методом из препрегов. Сегодня чаще всего обшивки панелей пола изготавливаются из препрегов, представляющие собой тканый на-

Рис. 3. Образцы панели пола, изготовленные по последовательной схеме формования полнитель (стеклоткань, ткань на основе углеродного волокна) пропитанного связующим на основе фенолоформальдегидных олигомеров.
Использование фенолоформальдегидного связующего обуславливается тем, что одним из требований, предъявляемых к панелям пола, является обеспечение требований АП-25, приложение F, Часть 1, п. 853, 855 (FAR25) табл. 3 [9]. Для обеспечения этих требований во ФГУП «ВИАМ» создано новое поколение пожаробезопасных теплостойких связующих (марок РС-Н, ВСФ-16М) [10]. Данные марки связующих, ха-
Таблица 3. Требования пожаробезопасности предъявляемые к панелям пола
Сравнительные показатели представлены в табл. 4 [11-16].
Сравнительный анализ образцов стеклопластика на основе Т-15(П)-76 и связующих РС-Н и ВСФ-16М по показателям предела прочности при растяжении, сжатии, температуры стеклования, горючести и дымовыделению показывает, что
Таблица 4. Характеристики пожаробезопасных теплостойких связующих марок РС-Н, ВСФ-16М в сравнении с зарубежными аналогами
Чаще всего препреги изготавливаются на основе стеклянных армирующих наполнителей. Это объясняется доступностью, дешевизной материала, его инертностью к агрессивным средам, по сравнению с другими видами армирующего наполнителя. Однако наполнитель из углеродного волокна легче, прочнее, обладает стабильностью размеров и форм при изменениях температуры, а главное, наполнитель из углеродного волокна обладает высоким модулем упругости, что обеспечивает жесткость конструкции. Но зачастую возможность использования того или иного материала диктуется его ценой. При сравнении использования наполнителя на основе углеродных волокон вида тканей или однонаправленного материала, наиболее предпочтительней использовать в конструкциях обшивок панелей пола однонаправленный материал, так как он дешевле, а прочность не значительно уступает тканям на основе углеродного волокна [5]. Сравнивая между собой стеклянный армирующий наполнитель и наполнитель на основе углеродного волокна по показателю цены, можно сделать вывод, что стеклянный армирующий наполнитель более предпочтителен хоть он и проигрывает по прочностным и эксплуатационным показателям, что нашло широкое отражение в массовом использовании, как в РФ так и за рубежом.
В табл. 5 и 6 представлены сравнительные характеристики препрегов на основе стеклян-
Таблица 5. Сравнительные характеристики препрегов на основе наполнителя из углеродного волокна
|
Свойства |
PF807-C08-45 |
G803 |
ПУ-4Л-2М |
|
Армирующий наполнитель |
Carbon (449T) |
High Strength 3K carbon, 5H satin |
Однонаправленная углеродная лента |
|
Вес армирующего наполнителя, г/м2 |
193 |
200 |
130 |
|
Связующие |
Фенолформальдегидное |
Фенолформальдегидное HexPly 200 |
Модифицированная эпоксидная |
|
Вес препрега, г/м2 |
350 |
285 |
309 |
|
Липкость |
От сухого до среднего |
От сухого до среднего |
От сухого до среднего |
|
Содержание связующего, % |
45 |
40 |
48 |
|
Содержание летучих, % |
<8 |
<8 |
<1,5 |
|
Ширина рулона, м |
1-1,5 |
1 |
0,3 |
|
Горючесть |
В соответствие с АП 25 или FAR 25.853 (a) приложение (F) (а) (1) (i) |
В соответствие с АП 25 или FAR 25.853 (a) приложение (F) (а) (1) (i) |
- |
|
Производитель |
Gurit |
Hexcel |
ВИАМ |
Таблица 6. Сравнительные характеристики препрегов на основе наполнителя из стекловолокна
Важным моментом при изготовлении панелей пола является то, каким образом обшивка приклеивается к сотовому заполнителю. Обычно используют адгезивные способы соединения обшивки с сотовым заполнителем. Адгезив является одной из критических составных частей панели пола, в которой используется сотовый заполнитель, поскольку соты имеют относительно маленькую площадь контакта в области стыка с обшивкой [7]. Поэтому на первый план выходят получение качественных клеевых галтелей и обеспечение требований АП-25, приложение F, Часть 1, п. 853, 855 (FAR25). Во ФГУП «ВИАМ» разработан и модифицирован пленочный высокопрочный клей ВК-46Б с пониженной горючестью. Модификацию состава клеевой композиции проводили для повышения проч- ностных свойств, снижения горючести и дымо-выделения клеевой композиции путем изменения соотношения ее основных компонентов: бромосодержащей эпоксидной смолы и полигидроксиэфира, а также модифицированной бисмалеимидом эпоксидной смола. Уменьшение содержания бромосодержащей смолы (38% вместо 53% для клея ВК-46, и введение в состав клеевой композиции бисмалеимида позволило снизить дымообразование (группа 3 вместо группы 5), повысить теплостойкость (Тст=100'С вместо 85”С для клея ВК-46 [26]. В табл. 7 представлены сравнительные характеристики клея ВК-46Б с зарубежным аналогом [27, 28].
Соты являются очень популярным заполнителем из-за таких показателей, как отношение высокой прочности к малому весу и высокому сопротивлению к усталостным нагрузкам. Основная функция сот – придание устойчивости несущим обшивкам и обеспечение передачи
Таблица 7. Сравнительные характеристики пленочного клея ВК-46Б с зарубежными аналогами
Последовательная схема изготовления панелей пола обеспечивает хорошее качество лицевой поверхности панелей, но проигрывает по продолжительности и трудоёмкости интегральной схеме, где идет единовременное формование обшивок в конструкции рис. 4. При этом обшивки могут быть как из препрега так и клеевого препрега.
Сегодня одним из перспективных направлений является создание ПКМ на основе клеевых препрегов с использованием однонаправленных угле и стеклонаполнителей, а в качестве связующего высокопрочные пленочные клеи с пониженной горючестью рис. 5.
Отличительной способностью клеевых препрегов является возможность реализации высокоэффективной технологии сборки конструкций из неметаллических материалов одинарной и двойной кривизны, когда формирование обшивки и приклеивание ее к сотовому заполнителю происходит за одну технологическую

Рис. 4. Сборка образца панели пола по интегральной схеме формования в прессе
Таблица 8. Характеристики сотового заполнителя
Рис. 5. Клеевой препрег на основе однонаправленной стеклоткани Т-60(ВМП)-14 и пленочного клея ВК-46Б с обычными клееными панелями. При этом число технологических операций сокращается в 3 раза, количество оснастки в 1,5-2 раза и вес конструкции (особенно с сотовым заполнителем) на 30-50% [19].
На Российском рынке и странах Таможенного союза имеется ряд производителей способные выпускать однонаправленный материал на основе углеродного волокна и стекловолокна и высокопрочные пленочные клеи с пониженной горючестью. В табл. 9, 10 представлены ряд материалов, производимые на Российском рынке и странах Таможенного союза в сравнении с зарубежными аналогоми [20 – 25].
Как в первом, так и во втором способе заделка торцов и мест установки крепежа осуществляется полимерным заполнителем – сферопла-стом, основная функция которого исключение попадания влаги и упрочнения неметаллических сот в зонах установки крепежа. В табл. 11 представлены сравнительные характеристики отечественного полимерного заполнителя и зарубежных аналогов [30,31]
Таблица 9. Характеристики однонаправленного наполнителя на основе углеродного волокна
|
Свойства |
Аспро А-160 |
Porcher 4509 |
Porcher 3673 |
Porcher 4510 |
UD 200 |
УОЛ-300Р |
UDPW 43185 |
|
Тип волокна |
UTS 50 24К |
12К HS |
6К HS |
12K HS |
- |
2,5К |
3K HS |
|
Диаметр волокна, рм |
7 |
5 |
7 |
5 |
- |
- |
7 |
|
Плотность, г/см 3 |
1,79 |
1,85 |
1,82 |
1,85 |
- |
- |
1,82 |
|
Прочность при растяжении, МПа |
5100 |
4600 |
4900 |
4600 |
- |
- |
4900 |
|
Модуль при растяжении, ГПа |
245 |
455 |
240 |
455 |
- |
- |
240 |
|
Предельное удлинение, % |
2,1 |
1,0 |
2,0 |
1,0 |
- |
- |
2.0 |
|
Переплетение |
полотно |
2Х2саржа |
полотно |
полотно |
- |
полотно |
полотно |
|
Поверхностная плотность, г/м2 |
160 |
180 |
200 |
205 |
200 |
190 |
185 |
|
Примерная толщина монослоя, мм |
0,16 |
0,18 |
0,2 |
0.205 |
0,22 |
0,19 |
0,19 |
|
Нить основы |
UTS 50 |
12К HS |
6К HS |
12К HS |
- |
- |
3K HS |
|
Нить утка |
Твердая эпоксидная смола 9 г/м2 |
Стеклянная нить с термопластичной пропиткой |
EC9 34 1383 |
Стеклянная нить с термопластичной пропиткой |
Стекловолокно пропитанное термопластичной смолой |
Стеклонить |
EC5 11 |
|
Количество нитей по основе/утку, нитей/см |
- |
2,0×2,5 |
4,9×2,0 |
2,4×1.0 |
2,5×1,3 |
6,2×1,0 |
8.4×6.9 |
|
Ширина, мм |
1000 |
1000 |
1000 |
1000 |
1000 |
300 |
1360 |
|
Производитель |
«Аспро углеродные материалы» |
«Порше современные материалы» |
«Порше современные материалы» |
«Порше современные материалы» |
М-Карбо (Минск) |
ООО «АРГОН» |
Hexcel |
При этом данные схемы реализуемы как ва-куум-автоклавным, вакуумным, так и прессовыми методами формования. Анализ производителей панелей пола показывает, что наиболее распространенным способом изготовления панелей пола является прессовый метод. Данный метод более дешевый, менее энергоемок, менее трудоемок по сравнению с вакуум и вакуум-ав-токлавным методом, не требует наличия большого количества вспомогательных материалов (дренажные слои, разделительные пленки, вакуумные пленки, герметизирующие ленты и т.д.), не требует высококвалифицированного персонала. Наличие дешевого функционально- го оборудования, к примеру, таких как многоэтажные пресса (рис. 6), позволяющее повысить производительность и эффективность изготовления панелей пола, делают его наиболее привлекательным.
РЕЗУЛЬТАТЫ И ИХ ОБСУЖДЕНИЕ
В рамках данной работы был проведен сравнительный анализ панелей пола как отечественных, так и иностранных производителей. Анализ показал, что начиная с 1970 по 1993 гг. отечественные панели пола, по своим основным характеристикам ни в чем не уступали зарубеж-
Таблица 10. Характеристики однонаправленного наполнителя на основе стеклянного волокна
|
Свойства |
Porcher 7630 |
Porcher 3212 |
Стеклоткань Т-60(ВМП)-14 |
1543 |
|
Тип волокна |
EC9 68 |
EC9 136 |
EC9 68 |
|
|
Переплетение |
полотно |
полотно |
полотно |
сатин |
|
Поверхностная плотность, г/м2 |
163 |
200 |
215 |
290 |
|
Примерная толщина монослоя, мм |
0,16 |
0,2 |
0,22 |
0,22 |
|
Нить основы |
EC9 68 |
EC9 136 |
- |
EC9 68 |
|
Нить утка |
EC9 68 |
EC9 136 |
- |
EC7 |
|
Количество нитей по основе/утку, нитей/см |
11.8×11.8 |
8.1×6.5 |
24×6 |
19×11,8 |
|
Ширина, мм |
1250 |
1000 |
900 |
1000 |
|
Производитель |
«Порше современные материалы» |
«Порше современные материалы» |
ООО «Спецтехноткань» |
Hexcel |

Рис. 6. Многоэтажный пресс
ным аналогам. Были отмечены их основные недостатки и причины их появления. Рассмотрены основные поставщики панелей пола и их компонентов для отечественных производителей самолетов. Проведен анализ конструкции пола отечественных и зарубежных авиалайнеров. Выделены четыре основных типа панелей пола, предназначенных для различных зон пола самолета. Проведен анализ всех четырех типов панелей пола по назначению и конструктивным составляющим. Анализ показывает, что сегодня, при изготовлении панелей пола в зоне входов-выходов и кухни, проходов чаще всего исполь- зуется сотовый заполнитель с плотностью 144 кг/м3 и толщиной обшивок в среднем 0,38 мм; в высоконагруженных панелях и панелях БГО используется сотовый заполнитель с плотностью 144 кг/м3 и толщиной обшивок в среднем 0,56 мм; в подкресельной зоне используется сотовый заполнитель с плотностью 80 кг/м3 и толщиной обшивок в среднем 0,38 мм. В табл. 12, как пример, представлены технические характеристики панелей пола «ПАНПОЛ» отечественной компании ЦАТИ [32].
Также в рамках данной работы было проведен сравнительный анализ отечественных и за-
Таблица 11. Сравнительные характеристики отечественного полимерного заполнителя и зарубежных аналогов
|
Свойства |
ВПЗ-16 |
Epocast 1629-A/B |
Araldite 1641-A/B |
|
Внешний вид |
однородная пастообразная масса светло-розового или светло-кремового цвета |
- |
- |
|
Жизнеспособность, ч |
240 |
1.16 |
3 |
|
Плотность в отвержденном состоянии, кг/м3 |
695 |
480 |
500 |
|
Разрушающее напряжение при сжатии в отвержденном состоянии при температуре не менее (22±3)°С, Мпа |
32 |
20 |
15 |
|
Производитель |
ВИАМ |
Huntsman |
|
Таблица 12. Панели пола «ПАНПОЛ»
Анализ схем и методов формования, производителей панелей пола показал, что наиболее привлекательным является прессовый метод формования по интегральной схеме.
Таблица 13. Технические характеристики панелей пола нового покаления
|
Свойства |
Разрабатываемые заготовки панелей пола |
|||
|
Зона входа/выхода |
Зона проходов |
Зона под креслами |
Зона БГО |
|
|
1 |
2 |
3 |
4 |
5 |
|
Толщина, мм |
10,16±0,15 |
10,16±0,15, 12,6±0,15 |
||
|
Масса, кг/м2, не более |
3,5 |
2,3 |
2 |
3,8 |
|
Предел прочности при сжатии, МПа, не менее |
12 |
13 |
5,2 |
12 |
|
Разрушающие усилие при изгибе длинной балки, Н, не менее |
2500 |
1868 |
1610 |
4248 |
|
Прогиб при усилии 445 Н, мм, не более |
6 |
7,4 |
10,4 |
12 |
|
Разрушающие усилие при изгибе короткой балки, Н, не менее |
3400 |
3500 |
2800 |
4800 |
|
Усилие отслаивания обшивки от сотового заполнителя, Н/76 мм, не менее |
300 |
340 |
300 |
500 |
|
Предел прочности при сдвиге в плоскости листа кгм |
95 |
75 |
72 |
150 |
|
Испытания роликом на износ |
120000 циклов |
160000 циклов |
80000 циклов |
120000 циклов |
|
Коробление на 300 мм мм, не более |
1 |
|||
|
Температура эксплуатации |
От -60”С до + 80”С |
|||
|
Горючесть |
В соответствие с АП 25 или FAR 25.853 (a) приложение (F) (а) (1) (i) |
|||
|
Испытание на вырыв втулки в трех направлениях, Н, не менее |
2000 |
|||
|
Материал обшивки |
Углеволокно |
Стекловолокно |
||
|
Сотовый заполнитель |
Параарамид или номекс |
Параарамид, номекс или алюминий |
||
Список литературы К вопросу производства панелей пола из пкм для летательных аппаратов (обзорная статья)
- Гуняев Г.М., Каблов Е.Н. Конструкционные углепластики на рубеже веков/В кн. Авиационные материалы. Избранные труды «ВИАМ» 1932 -2002: юбилейный науч.-технич. сб. М.: МИСИС -ВИАМ, 2002. С. 242-247.
- Каблов Е.Н. Композиты: сегодня и завтра//Металлы Евразии. 2015. №1. С.36-39.
- Каблов Е.Н. России нужны материалы нового поколения//Редкие земли. 2014. №3. С. 8-13.
- Михайлин Ю.А. Конструкционные полимерные композиционные материалы. 2-е изд. СПб.: Научные основы и технологии, 2010. 822 с.,
- Душин М.И., Ермолаев А.М., Катырев И.Я., Недойнов П.Н., Павлова М.А., Перов Б.В., Суворов Б.Д., Толстобров Е.П. Углепластики в панелях пола трехслойной конструкции//Авиационная промышленность, №6. 1978. С. 8-12.
- Состав и способ изготовления связующего, препрега и сотовой панели: пат. 2460745 Рос. Федерация №2010150362/05 заявл. 29.12.2010; опубл. 10.09.2012. Бюл. №25 14 с.
- Стрельников С.В., Петухов В.И., Постнов В.И., Швец Н.И. Новые решения в технологии изготовления препрегов для панелей интерьера//Известия Самарского научного центра РАН. 2011. Т. 13. № 4(2). С. 498-507.
- Каблов Е.Н. Инновационные разработки ФГУП «ВИАМ» ГНЦ РФ по реализации «Стратегических направлений развития материалов и технологий их переработки на период до 2030 года»//Авиационные материалы и технологии, 2015. №1 (34). С. 3-33 DOI: 10.18577/2071-9140-2015-0-1-3-33
- Барботько С.Л. Пажаробезопасность авиационных материалов//Авиационные материалы и технологии. 2012. №S. С. 431-439.
- Застрогина О.Б., Швец Н.И., Постнов В.И., Серкова Е.А. Фенолформальдегидные связующие нового поколения для материалов интерьера//Авиационные материалы и технологии. 2012. № S. С. 265-272.
- Курносов А.О., Соколов И.И., Мельников Д.А., Топунова Т.Э. Пожаробезопасные стеклопластики для интерьера пассажирских самолетов (обзор)//Труды ВИАМ: электрон. науч.-технич. журн., 2015. №11. Ст. 07. URL: http://www.viam-works.ru (дата обращения 05.06.2016) DOI: 10.18577/2307-6046-2015-0-11-7-7
- Вешкин Е.А., Постнов В.И., Застрогина О.Б., Сатдинов Р.А. Технология ускоренного формования трехслойных сотовых панелей интерьера самолета//Известия Самарского научного центра РАН, 2013. Т. 15 № 4(4). С. 799-805.
- Technical data sheet CYCOM® 2265 PHENOLIC RESIN. URL: http://www.cytec.com/products/cycom-2265?sp=eNpLsjVUS7Y1NDExU8u1NTIwsQAAJaEEBA%3D%3D (Дата обращения 05.06.2016).
- Стрельников С.В., Застрогина О.Б., Вешкин Е.А., Швец Н.И. К вопросу о создании высокоэффективных технологий изготовления панелей интерьера в крупносерийном производстве//Авиационные материалы и технологии, 2011. №4. С. 265-272.
- Technical data sheet QC 2550 126-40-146. URL: http://dev2.pemtex.com/products/phenolic/(дата обращения 05.06.2016).
- Technical data sheet PF807-C08-45. URL: http://www.gurit.com/Our-Business/Composite-Materials/Prepregs (дата обращения 05.06.2016).
- Product data sheet HexPly 200. URL: http://www.hexcel.com/user_area/content_media/raw/HexPly_200_DataSheet_eu.pdf (дата обращения 05.06.2016).
- Technical data sheet PF812-G226-40. URL: http://www.gurit.com/Our-Business/Composite-Materials/Prepregs (дата обращения 05.06.2016).
- Лукина Н.Ф., Дементьева Л.А., Сереженков А.А., Котова Е.В. Клеевые препреги и композиционные материалы на их основе//Российский химический журнал. 2010. Т. LIV. № 1. С. 53-56.
- Характеристики углеродых тканей А-серии. URL: http://www.asprotec.ru/product/(дата обращения 05.06.2016).
- Каталоги продукции. URL: http://www.porcher-ind.com/ru/activity/-_2_4_14.html
- Лента углеродная УОЛ -300Р URL: http://rus-carbon.ru/main/catalog/CarbonLt/catpage/1.aspx (дата обращения 05.06.2016).
- Selector guide industry. http://www.hexcel.com/Site/Resources/Product-Selector-Guides/(Дата обращения 05.06.2016).
- М-Карбо. Каталог материалов. URL: http://m-carbo.ru/catalog/pan-uglevolokno/odnonapravlennye-ud-tkani (дата обращения 05.06.2016).
- Каталог материалов. URL: http://izol.pro/tkani/steklotkan-konstrukcionaya (дата обращения 05.06.2016).
- Дементьева Л.А., Тюменева Т.Ю., Шарова И.А. Клеи с пониженной горючестью для авиационной техники//Сб. докладов VI Международной конф. «Полимерные материалы пониженной горючести». ВоГТУ. 2011. С.127-128.
- Technical data sheet AF 3070 FST. URL: http://www.3m.co.uk/3M/en_GB/company-uk/3m-products/~/3M-Scotch-Weld-Structural-Core-Splice-Adhesive-Film-AF-3070-FST-560mm-x-300mm-Sheets-50?N=5002385+8709962+8710645+8711017+8711736+3293266501&rt=rud (дата обращения 05.06.2016).
- Technical data sheet EPOCAST 1622 FST. URL: http://www.huntsman.com/corporate/a/Innovation/New%20High-Performance%20Epoxy%20Products%20for%20Aerospace (дата обращения 05.06.2016).
- Сотовые заполнители. URL: https://technologiya.ru/section.aspx?section=64&lang=rus (дата обращения 05.06.2016).
- Каталог продукции. URL: http://catalog.viam.ru/(дата обращения 05.06.2016).
- Advanced Materials Adhesives, syntactics and laminating solutions for high performance. URL: http://www.huntsman.com/corporate/a/Innovation/New%20High-Performance%20Epoxy%20Products%20for%20Aerospace (дата обращения 05.06.2016).
- Панели пола. URL: http://www.cati.aero/floor-panel/(дата обращения 05.06.2016).
