К вопросу влияния погонной энергии сварки на скорость охлаждения металла шва

Автор: Иванов Михаил Александрович, Уланов Алексей Михайлович, Роде Владимир Владимирович, Данилкин Павел Алексеевич
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Краткие сообщения
Статья в выпуске: 39 (298), 2012 года.
Бесплатный доступ
Представлены материалы по обоснованию и необходимости автоматизации расчета режимов дуговой сварки под слоем флюса. Разработан программный комплекс по расчету параметров режима дуговой сварки под слоем флюса для низко-углеродистых сталей. Для расчета режима сварки установлены зависимости влияния погонной энергии сварки на скорость охлаждения металла шва.
Сварка, погонная энергия, скорость охлаждения
Короткий адрес: https://sciup.org/147156750
IDR: 147156750 | УДК: 621.793
To the question of the influence of welding heat on cooling rate of the weld seam metal
Materials on substantiation and necessity of automation of calculation of the arc welding modes under a layer of flux are presented. The software complex for calculating the parameters of the arc welding mode under a layer of flux for low-carbon steels is developed. Dependences of welding heat effect on the cooling rate of the weld seam metal in order to calculate the welding mode are established.
Текст краткого сообщения К вопросу влияния погонной энергии сварки на скорость охлаждения металла шва
Металлургическому и машиностроительному секторам промышленности требуется получение сложных сварных металлоконструкций с протяженными сварными швами. Для гарантированного получения качественного сварного соединения необходимо задать режим сварки, который определяет структуру и свойства сварного шва, и зоны термического влияния.
Расчет оптимального режима дуговой сварки под слоем флюса, а также скоростей охлаждения является актуальным и определяет как качество сварного шва, так и период проведения пусконаладочных работ для изготовления новой детали или изделия, что, в свою очередь, повышает производительность труда, способствует ресурсосбережению [1].
В целях ускорения проектирования технологии сварки и формирования технологических основ расчета дуговой сварки под слоем флюса, анализа и развития существующих подходов в данном направлении необходимо дополнить существующие методики математическим алгоритмом зависимости скоростей охлаждения от погонной энергии сварки и толщины свариваемой пластины.
Разработанный на кафедре «Оборудования и технологии сварочного производства» программный комплекс [2] по расчету параметров режима дуговой сварки позволяет на сегодняшний день получить оптимальные технологические параметры процесса дуговой сварки: сила тока, напряжение на дуге, скорость сварки для низкоуглеродистых сталей.
Чтобы использовать указанный программный комплекс для расчета режима дуговой сварки легированных и среднеуглеродистых сталей, необходимо в алгоритм расчета режима дуговой сварки внести математический аппарат, позволяющий учитывать скорость охлаждения в зависимости от погонной энергии сварки. Скорости охлаждения определяют структуру сварного металла шва и зоны термического влияния, а также оказывают влияние на уровень остаточных напряжений [3].
Графики для определения скорости охлаждения околошовной зоны при сварке первого слоя стыкового шва в зависимости от погонной энергии приведены в виде номограмм [4]. С использованием математического программного комплекса MathСad построили математическую модель, учитывающую зависимости мгновенной скорости охлаждения от погонной энергии для разных толщин свариваемых деталей (см. рисунок) при условии температурного перепада в 600 °С без подогрева. Данные зависимости имеют вид кривых, описываемых следующими функциями:
|
/ \-1,95 « 5 = 37,652 ( q р - 0,09 ) ; |
(1) |
|
« 8 = 117,828 • ( q p + 0,1 )- 2,01 ; |
(2) |
|
— 2,15 Ю 1о = 226,696 ( q p + 0,05 ) + 0,03; |
(3) |
|
« 14 = 426,936 ( q p + 0,008 )" 2,1 - 0,01; |
(4) |
|
- 2,1 « 16 = 478,692 ( q p - 0,2 ) + 0,02; |
(5) |
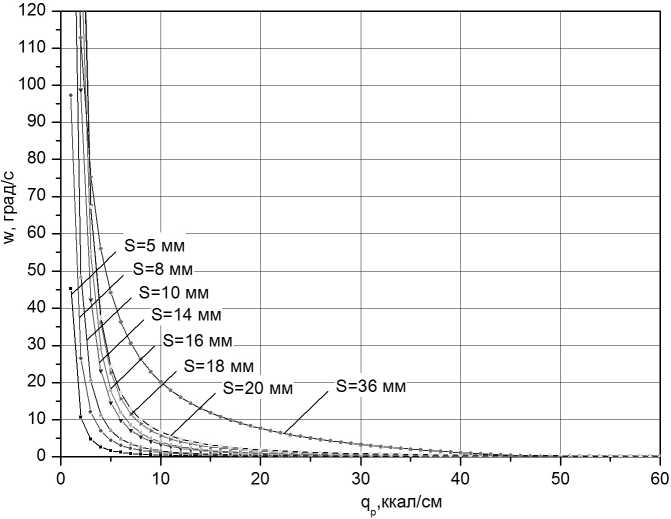
Рис. 1. Номограмма для определения скорости охлаждения околошовной зоны при сварке первого слоя стыкового шва T m – T 0 = 600 °С для толщины свариваемых деталей S = 5, 8, 10, 14, 16, 18, 20, 36 мм
018 = 327,756(qp -0,6) 1,8 -0,07;(6)
1,67
020 = 291,206(qp -0,6) , -0,2;(7)
- 0,94
036 = 227,93 8(qp -0) , -6,0,(8)
где 0 5 , 0 8 , O 10 , 0 14 , O 16 , o 18 , o 20 , o 36 - мгновенные скорости охлаждения град/с для толщин стенок соответственно 5, 8, 10, 14, 16, 18, 20, 36 мм; q пог – погонная энергия сварки, ккал/см.
Скорости охлаждения околошовной зоны снижаются при увеличении погонной энергии сварки в связи с ее быстрым прогревом и медленным остыванием. С увеличением толщины свариваемых деталей при неизменной погонной энергии сварки скорость охлаждения растет за счет более медленного прогрева металла зоны термического влияния и большей металлоемкости сварного шва.
Список литературы К вопросу влияния погонной энергии сварки на скорость охлаждения металла шва
- Ердаков И.Н. Ресурсосберегающий аспект в производстве литых плит из стали Гадфильда/И.Н. Ердаков//Заготовительные производства в машиностроении. -2011. -№ 11. -С. 3-5.
- Свидетельство о государственной регистрации программы для ЭВМ 2011613354 Российская Федерация. Расчет режима дуговой сварки Welding Rate Calculation/М.А. Иванов, А.М. Уланов (RU); правообладатель Государственное образовательное учреждение высшего профессионального образования «Южно-Уральский государственный университет» (ГОУ ВПО «ЮУрГУ» (RU)) -№ 2011611511; заявл. 9.03.11; опубл. 28.04.11.
- Пашков Ю.И. Остаточные сварочные напряжения и пути снижения стресс-коррозионных разрушений магистральных газопроводов/Ю.И. Пашков, М.А. Иванов, Р.Г. Губайдулин//Вестник ЮУрГУ. Серия «Металлургия». -2012. -Вып. 18. -№ 1 5(274). -С. 28-30.
- Шахматов М.В. Технология изготовления и расчет сварных оболочек/М.В. Шахматов, В.В. Ерофеев, В.В. Коваленко. -Уфа: Полиграф-комбинат. -1999. -272 с.
