Качество поверхности и долговечность подшипников после дробеструйных способов обработки

Автор: Дмитриев В.А.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 3 т.23, 2021 года.
Бесплатный доступ
Изложены и уточнены результаты исследований параметров качества поверхности и точности колец подшипников после финишной абразивной обработки дорожек качения (шлифования и суперфиниша) и после гидродробеструйного (ГДУ) упрочнения или упрочнения микрошариками (УМШ) с применением смазочно-охлаждающих жидкостей.
Качество, долговечность, подшипники, дробеструйная обработка
Короткий адрес: https://sciup.org/148322166
IDR: 148322166 | УДК: 621.923.2 | DOI: 10.37313/1990-5378-2021-23-3-24-28
Surface quality and durability of bearings after shot blasting
The results of studies of surface quality parameters and accuracy of bearing rings after finishing abrasive machining of raceways (grinding and superfinishing) and after hydroblasting (HDB) hardening or microbead hardening with the use of cutting fluids are presented and refined.
Текст научной статьи Качество поверхности и долговечность подшипников после дробеструйных способов обработки
Повышение надежности и долговечности опор качения наряду с конструкторскими решениями может быть достигнуто путем рационального воздействия на поверхностные слои деталей технологическими методами. Использование традиционных способов ППД, основанных на вдавливании деформирующего инструмента в обрабатываемую поверхность (обкатывание шариком, роликом, алмазное выглаживание) нетехнологично при обработке маложестких тонкостенных кольцевых деталей со сложной конфигурацией поверхности, имеющих малоразмерные конструктивные элементы в виде галтелей и канавок. Поэтому получила распространение схема обработки, при которой отсутствует жесткая кинематическая связь деформирующего инструмента с обрабатываемой поверхностью. К подобной схеме относятся способы дробеструйной обработки с применением СОЖ на пневмодробеструйных и гидродробе-струйных установках [1, 2].
зависимости шероховатости поверхности от режимов обработки:
к.-с^цр^кТ. , мкм где p – рабочее давление на выходе сопла-эжектора, МПа; d – диаметр дроби, мм; t – время обработки участка поверхности, с; R a исх – параметр исходной шероховатости, мкм.
После логарифмирования получим линейное уравнение регрессии в виде:
У = lgRa = ^0 + РгХу + ^2^2 + №+М, где Y – истинное значение шероховатости поверхности в логарифмическом масштабе; X1, X2, X3, X4 – логарифмы соответственно p, d, t, Ra исх; Ро —Р* ~ искомые коэффициенты, оценка которых должна быть определена.
В результате эксперимента будет получена эмпирическая модель вида:
У = Ьо I Ь^ + Ь2Х2 + Ь3Х3 + Ь4Х4 , где У – оценка V = lgRa , b0 … b4 – оценки коэффициентов Ро — Ра .
В табл. 1 указаны основные уровни и интервалы варьирования контролируемых факторов режима при обработке дорожек качения колец радиальных роликоподшипников по плану ДФЭ 24-1.
Используя встроенные статистические функции пакета MS Excel, в табл.2 приведены результаты статистического оценивания линейного уравнения регрессии и его коэффициентов.
Из анализа уравнения следует, что в принятой локальной области определения факторов (см. табл.1) фактор Х3 – время обработки поверхности – оказался статистически незначим, что не получило отражения в ранее выполненной работе [3]; повышение рабочего давления и, следовательно, возрастание кинетической энергии деформирующего тела приводит к увеличению шероховатости обработанной поверхности вследствие увеличения глубины остаточного отпечатка; увеличение диаметра дроби способствует уменьшению
Таблица 1. Уровни факторов и интервалы их варьирования
|
Уровни факторов |
Обозначение |
p, МПа |
d, мм |
t, c |
R a исх |
|
Основной |
0 |
0,28 |
1,25 |
37,5 |
0,29 |
|
Интервал варьирования |
Axi |
0,12 |
1,15 |
22,5 |
0,21 |
|
Верхний |
1 |
0,4 |
2,4 |
60 |
0,5 |
|
Нижний |
-1 |
0,16 |
0,1 |
15 |
0,085 |
Таблица 2. Оценка параметров уравнения регрессии
Переходя от уравнения регрессии в кодированном виде к выражению с натуральными значениями переменных и потенцируя, получим искомую зависимость:
. „(o-M-nSstop) ^(O.B9+1.1 bFsp)
, мкм.
Я p2,02,^0,143
Приведенные на рис. 1 графики изменения параметра шероховатости поверхности дорожки качения колец показывают, что в пределах применяемых режимов упрочняющей обработки достигается уменьшение шероховатости лишь шлифованных поверхностей с Raисх=0,32…0,63 мкм. Минимальные значения параметра Ra составляют 0,17…0,19 мкм после УМШ и 0,11…0,13 мкм после ГДУ.
Результаты измерений (табл.3) высотных и шаговых параметров шероховатости Rmax, Rz, Ra, волнистости Нв, огранки Ног, отклонений от прямолинейности образующей дорожки качения h, а также значений параметров начального участка опорной кривой свидетельствуют о том, что чем ниже исходная шероховатость и интенсивнее режимы дробеструйной обработки, тем в большей степени возрастают высотные параметры шероховатости обработанной поверхности и погрешности формы в поперечном и продольном сечениях кольца.
При переходе от шлифования к суперфинишированию наряду с уменьшением высотных параметров шероховатости наблюдается снижение относительной опорной длины профиля поверхности дорожки качения на начальных уровнях сближения, особенно характерное для Ra ≤ 0,08 мкм. Известно, что такие поверхности с остроконечными вершинами выступов и низкой опорной способностью слабо сопротивляются контактным нагрузкам,
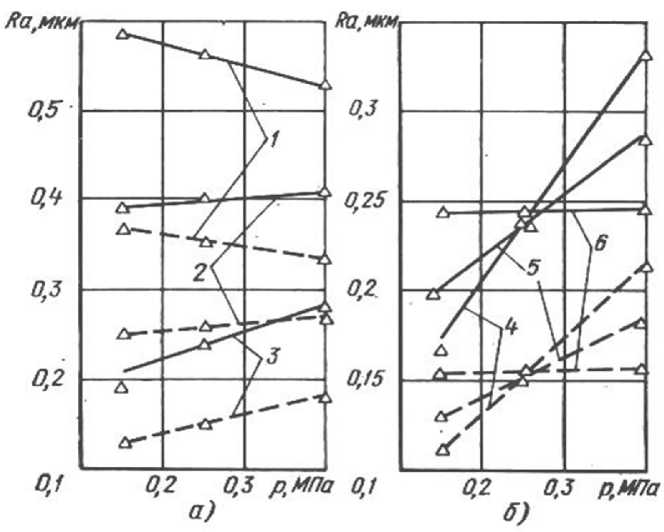
Рис. 1. Зависимости параметра Ra после УМШ (сплошные линии) и ГДУ (штриховые линии) от давления p на выходе сопла-эжектора:
а – при t = 30 c и Raисх= 0,5 мкм (1); Raисх= 0,25 мкм (2); Raисх= 0,08 мкм (3); б – при Raисх= 0,08 мкм и t = 60 c (4); t=30 с (5); t = 15 с (6)
плохо удерживают смазку и характеризуются повышенным износом приработки. Применение для этих поверхностей УМШ или ГДУ, несмотря на некоторое увеличение высотных параметров шероховатости, значительно уменьшает следы абразивной обработки, формирует характерный микрорельеф с наличием масляных карманов, удерживающих смазку, повышает опорную способность профиля и контактную жесткость поверхности качения, что способствует увеличению сопротивляемости различным видам износа и сохранению заданных зазоров в подшипнике.
На рис. 2 приведены результаты исследований микротвердости Н0,981 и остаточных напряжений ( о6 -цо5) в ,поверхностном слое дорожек качения внутренних колец подшипников 6-32205Д1 в зависимости от способов обработки и длительности стендовых испытаний при максимальных контактных напряжениях □zmQX = 2200 МПа. При исследовании остаточных напряжений использовался метод колец и полосок, а напряжения в кольцах подшипников рассчитывали по формулам, приведенным в работе [4], полученным на основе авторского свидетельства [5]; здесь ( Об - ^ – компо-
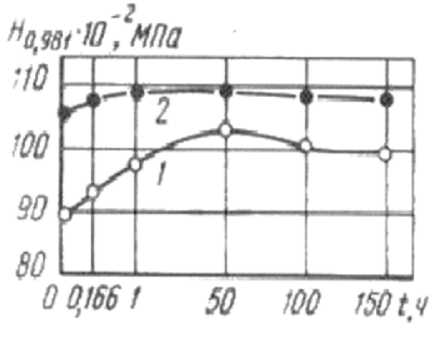
Рис. 2. Влияние способов обработки и продолжительности стендовых испытаний подшипника на изменение физико-механических характеристик:
1 – суперфиниширование; 2 – суперфиниширование + УМШ (р=0,2 МПа; t=40с);
3 – суперфиниширование + УМШ + 50 ч стендовых испытаний
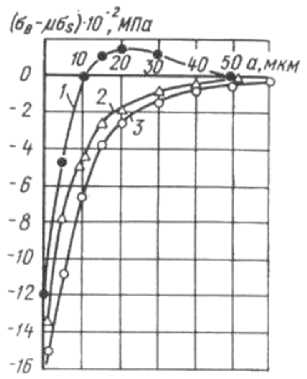
Таблица 3. Параметры шероховатости поверхности дорожки качения колец
Из приведенных данных следует, что величина и градиент остаточных напряжений и микротвердости, возникающих при упрочняющей обработке, не претерпевают существенных изменений в процессе многократных циклических нагружений при качении. Стабилизация напряжений и микротвердости происходит вследствие ограничения дополнительного наклепа во время испытаний в связи с интенсив- ной пластической деформацией при предварительном упрочнении. При этом достигается эффект «тренировки» рабочих поверхностей, приводящий к сокращению продолжительности приработки и уменьшению её негативного влияния на работу опоры.
Критерием эффективности выбранного способа и режима обработки являются результаты стендовых испытаний подшипников. Приведенные в табл.4 результаты сравнительных стендовых испытаний роликоподшипников типа 32118Р2 после суперфиниша и дополнительного упрочнения микрошариками показывают, что
Таблица 4. Результаты стендовых испытаний подшипников 32118Р2
ВЫВОДЫ
Выбор способа и режимов упрочняющей обработки маложестких кольцевых деталей следует осуществлять с учетом их конструктивных особенностей, технологических требований к параметрам микрогеометрии, точности размеров и формы.
Стабилизация качества поверхности дорожек качения колец, достигаемая дополнительной упрочняющей обработкой, обусловливает повышение и стабилизацию эксплуатационных характеристик опор качения.
Список литературы Качество поверхности и долговечность подшипников после дробеструйных способов обработки
- Кузнецов Н.Д., Цейтлин В.И. Эквивалентные испытания газотурбинных двигателей. М.: Машиностроение, 1976. 216 с.
- Петросов В.В. Гидродробеструйное упрочнение деталей и инструмента. М.: Машиностроение,1977.168 с.
- Кузнецов Н.Д., Волков В.И., Дмитриев В.А. Влияние дробеструйных способов обработки на качество поверхности и долговечность подшипников // Вестник машиностроения. - 1984. №3. - С. 14-18.
- Букатый С.А., Дмитриев В.А. Определение остаточных напряжений в кольцах подшипников качения после механической обработки // В кн.: Прогрессивные технологические методы повышения надежности и долговечности деталей машин и инструментов: Межвуз. сб., Куйбышев: КпТИ, 1980. С. 99-103.
- А. с. 996855 СССР, МКИ3 G 01 B 5/30. Способ определения остаточных напряжений в кольцевых деталях / С.А. Букатый, В.А. Дмитриев, Д.Д. Папшев (СССР). - № 3332266/25-28; эаявл. 19.08.81; опубл. 15.02.83, Бюл. № 6. - 4 с.
