Калибровка валков догибки при производстве прямошовных труб вальцевой формовки

Автор: Ильичв Владимир Гаврилович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Обработка металлов давлением. Технологии и машины обработки давлением
Статья в выпуске: 1 т.16, 2016 года.
Бесплатный доступ
Качество стыковых швов при монтаже магистральных газопроводов, а значит и показатели их эксплуатационной надежности в значительной мере зависят от степени отклонения поперечного сечения труб от окружности, особенно в их торцевых частях. Современные регламенты качества трубной продукции для транспортировки углеводородов, особенно для трубопроводов с подводными переходами, накладывают жесткие ограничения на отклонения профиля в поперечном сечении от окружности. Допуски в ряде случаев по этому показателю не превышают 3…5 мм, что соответствует 0,45…0,8 % от диаметра труб. В практике производства прямошовных труб в линии RBE-LSAW с использованием для догибки валков фирмы HAEUSLER не удается стабильно обеспечить качество геометрии зон догибки. Разработана методика калибровки валков клети догибки прикромочных участков заготовки для труб большого диаметра, которая обеспечивает монотонный, без локальных отклонений от геометрии окружности, переход зоны догибки к основному периметру, сформованному предварительно на вальцевой листогибочной машине.
Качество труб, геометрия периметра, догибка, калибровка, распружинивание
Короткий адрес: https://sciup.org/147156987
IDR: 147156987 | УДК: 621.771.013 | DOI: 10.14529/met160117
Calibration of hem rolls in the production of roller forming longitudinal welded pipes
The quality of butt joints during the installation of main gas pipelines and indicators of their operational reliability depend to a large extent on the degree of deviation of the cross section of the pipe from the circle, especially in their end parts. Modern regulations of the quality of tubular products for the transportation of hydrocarbons, especially for underwater pipeline crossings, impose severe restrictions on the deflection of profile cross section from the circle. Tolerances in some cases do not exceed 3...5 mm, which corresponds to 0.45...0.8 % of the pipe diameter. In practice, the production of longitudinally welded pipes in the RBE-LSAW line using hem rolls by the HAEUSLER company can not consistently provide the quality of the hem geometry zones. The technique of calibrating hem rolls for the marginal portion of the blank for large diameter pipes which provides monotone transition of the hem zone to the main perimeter molded earlier on the roller sheet bending machine without local deviations from the circular geometry.
Текст научной статьи Калибровка валков догибки при производстве прямошовных труб вальцевой формовки
Магистральные газопроводы с учётом характерной для России значительной удаленности мест добычи от потребителя являются самым эффективным, а в ряде случаев – единственным средством транспортировки углеводородов.
В ряду требований к показателям качества труб большого диаметра (ТБД) для газотранспортных систем следует, в числе основных, выделить следующие [1].
Рост рабочих давлений до 11,8 МПа, необходимый для обеспечения заданных параметров производительности, в сочетании с низкими температурами эксплуатации, высокой сейсмичностью в районах прокладки магистральных газопроводов требуют в числе первостепенных, обеспечить прочностные характеристики труб и, прежде всего, способность препятствовать протяженным разрушениям.
К другим важным показателям качества труб этого назначения необходимо отнести геометрические характеристики и, прежде всего, отклонение геометрии поперечного сечения от окружности.
Роль этого показателя возрастает с увеличением доли подводных переходов, особенно в контексте перспектив освоения месторождений на арктическом шельфе.
Для проектов такого рода требования к геометрическим характеристикам наиболее жесткие.
Как правило, за основу при назначении допусков на отклонение геометрии для труб под такие проекты принимают нормы «Стандарта на подводные сооружения – Подводные трубопроводные системы» DNV-OS-F101 (Det Norske Veritas).
К примеру, согласно нормам DNV, для труб 01153 х 30,9 мм по проекту Nord Stream овальность по концам труб должна быть не более 5,0 мм, в том числе для 50 % от общего объёма продукции это отклонение не должно превышать 3,0 мм, то есть 0,435 и 0,26 % от диаметра, соответственно.
Выполнение таких жестких требований геометрии достигается, прежде всего, в процессе формовки заготовки в переделе «лист – труба».
Технология формовки заготовки для ТБД в вальцах, в сравнении с иными технологиями, об- ладает рядом преимуществ, в числе основных из которых минимальная энергоемкость процесса и стабильность кривизны в основной части периметра, что весьма важно в контексте рассматриваемой задачи.
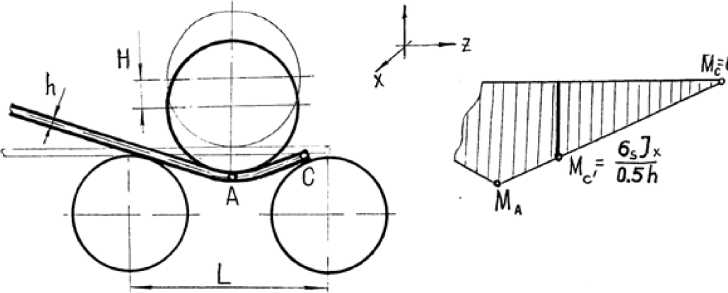
Поскольку деформация штрипса при формовке реализуется по схеме трехточечного изгиба (рис. 1), то в начале и в конце цикла формовки часть периметра заготовки, прилежащая к кромкам, имеет переменную кривизну K , которая для условий малых упругопластических деформаций связана с изгибающим моментом выражением к = M, EJx
где M и – действующий изгибающий момент;
E – модуль упругости материала штрипса; Jx – момент инерции сечения штрипса относительно нейтральной поверхности.
Известно [2], что применительно к геометрическим соотношениям, характерным для трубной заготовки рассматриваемого сортамента, удлине-
У
а) б)
Рис. 1. Очаг деформации (а) и эпюра изгибающих моментов (б) при погружении Н нажимного валка листогибочной машины (ЛГМ)
ние волокон в тангенциальном направлении при изгибе происходит по закону
ε z = R y , (2) где y – расстояние волокна от нейтральной поверхности; R – радиус кривизны нейтральной поверхности.
Изгибающий момент при этом
M x = σ z yd . (3) F
С учётом характера изменения изгибающего момента (рис. 1, б) на участке AC , распределение напряжений σ z на этом участке изменяется от нулевых в точке С до максимальных в интегральном исчислении в точке A (рис. 2).
При этом, поскольку целью изгиба является придание заготовке определенной остаточной кривизны радиуса R з , соответствующей заданному диаметру трубы, при формовке поверхностные слои должны претерпевать пластическую деформацию при изгибе до радиуса R ф в полюсе деформации А .
При формовке в вальцах участок С–С′ и симметричный ему участок С1–С1′ у второй кромки, на которых деформации не превысили упругих пределов, распружиниваются полностью, а на участ- ках A–C′ и A1–С1′ кривизна будет переменной с возрастанием от C′ к А и от С1′ к A1 по мере увеличения доли пластически деформированного металла в толщине заготовки.
В результате поперечное сечение заготовки после формовки в вальцах примет вид, представленный на рис. 3.
Догибка прикромочных участков как заключительная операция формовки трубной заготовки производится в двухвалковой клети, калибр которой должен обеспечить деформацию этих участков периметра заготовки до кривизны, соответствующей кривизне ρ = 1 R з основной части периметра.
Согласно теореме о разгрузке [4], остаточная деформация после снятия деформирующего внешнего усилия может быть определена как разность деформации под нагрузкой и деформации противоположного знака от фиктивной силы или фиктивного изгибающего момента, величина которых определяется упругими напряжениями, возникающими в результате действия активной нагрузки.
Поскольку длина трубной заготовки по ее образующей существенно больше толщины штрипса, деформацией в направлении образующей, которая возникает в процессе формовки, можно пренебречь.
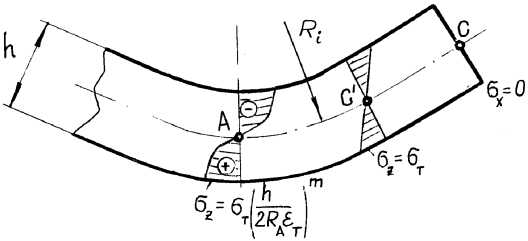
Рис. 2. Напряжения по толщине штрипса на участке AC при погружении нажимного валка
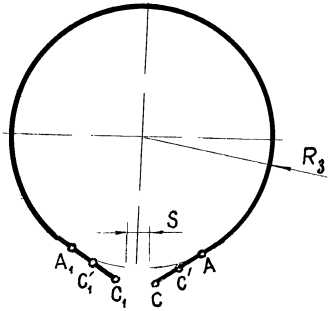
Рис. 3. Геометрия периметра трубной заготовки после формовки в вальцах ( AC и A 1 C 1 – зоны догибки)
( R ic = ”; R A * К ф ; К ф < R e <”)

Рис. 4. Дефект поверхности заготовки в области локализации высоких удельных давлений при догибке
В таком случае радиус калибра Rк может быть выражен через заданный радиус заготовки
R з с учетом распружинивания в виде
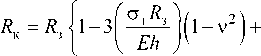
где О т = ( 2/ Л ) о s
– сопротивление для плоского деформированного состояния, оs - предел текучести при растяжении; E – модуль упругости; h - толщина штрипса; v - коэффициент Пуассона.
При догибке прикромочных участков в калибре, вертикальная плоскость симметрии которого совпадает с вертикальной плоскостью симметрии трубной заготовки, а радиус R к выполнен с поправкой на распружинивание, а именно такая калибровка была реализована на валках, изготовленных поставщиком оборудования, в зоне выпусков калибра нижнего валка возникает локальное увеличение контактных давлений.
В сочетании с наибольшими в пределах калибра скоростями скольжения на границе «инструмент – заготовка», обусловленными кинематикой процесса, такая локализация удельных давлений сопровождается травмированием поверхности заготовки в виде задиров (рис. 4), интенсивным износом инструмента, ростом энергопотребления из-за снижения КПД процесса.
В зоне K (рис. 5) возникает перегиб, величина которого растет с увеличением отношения толщины штрипса к радиусу догибки и характеризуется углом у . Угол у - это угол между касательной к окружности периметра, распружиненной после формовки на ЛГМ заготовки радиуса Rз , и аналогичной касательной к окружности радиуса Rк калибра догибки в точке сопряжения этих окружностей.
Повороту прикромочных участков под действием усилий со стороны инструмента в направлении уменьшения угла у препятствует момент от упругих сил остальной части периметра заготовки, через который прикромочные участки связаны в единую конструкцию.
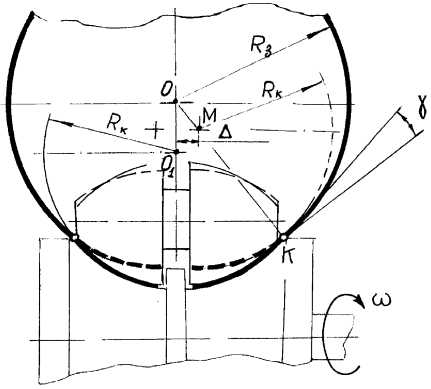
Рис. 5. Геометрия периметра трубной заготовки при догибке радиусом R к : – действующая калибровка; – разработанная калибровка
Если соединить центр О окружности распру-жиненной заготовки радиуса Rз с точкой K и отложить на этом отрезке от точки K расстояние, равное радиусу, по которому должна быть изогнута прикромочная область догибки, то окружность догибки с радиусом Rк и окружность рас- пружиненной заготовки радиуса Rз будут иметь в точке K общую касательную. В результате угол γ станет равным нулю, что приведет к устранению упомянутого ранее локального перегиба и сопутствующих негативных последствий.
Такая калибровка со смещением центров окружностей левого и правого калибров на величину ±Δ от вертикальной плоскости симметрии трубной заготовки (см. рис. 5) позволяет обеспечить естественный переход от зоны догибки к основному периметру без искажения кривизны в зоне этого перехода.
За счет смещения Δ при сборке трубы в зоне стыка кромок может формироваться некоторая вогнутость профиля поперечного сечения («яблоко»). Такой эффект может иметь место при изготовлении труб с небольшими, порядка 12…14, значениями отношения радиуса формовки к толщине стенки.
В ряде случаев этот эффект полезен, поскольку термоусадка внутреннего сварного шва, который выполняется первым из основных швов, приводит к компенсации упомянутой вогнутости.
Если же усадочной деформации недостаточно для устранения вогнутости, то этот дефект устраняется в процессе экспандирования со степенями деформации, принятыми в действующей технологии.
Для случаев, когда дефект не устраняется экспандированием, что может быть характерным для заготовок с наибольшими отношениями толщины стенки трубы к ее диаметру, задача решается уменьшением длины бочки верхних валков со стороны разделительного кольца на нижнем валке.
Поскольку калибровка валков и их комплектование производится как по диаметрам труб, так и по толщинам стенки в пределах одного и того же диаметра, то, очевидно, это должен быть ряд комплектов для такого сегмента профилеразмеров.
Граница возникновения необходимости такой корректировки длины бочки верхних валков до-гибки, с учетом упомянутых выше обстоятельств, определяется расчетом для каждой из групп профи-леразмеров труб с использованием уравнения (4) и простейших геометрических зависимостей для кругового сегмента.
Список литературы Калибровка валков догибки при производстве прямошовных труб вальцевой формовки
- Аладинский, В.В. Обеспечение надежности газопроводов нового поколения/В.В. Аладинский, А.В. Мельникова//Труды МНТК «Трубы 2009». -Челябинск, 2009.
- Степин, П.А. Сопротивление материалов/П.А. Степин. -М.: Высшая школа, 1979.
- Безухов, Н.И. Основы теории упругости, пластичности и ползучести/Н.И.Безухов. -М.: Высшая школа, 1961.
- Ильюшин, А.А. Механика сплошной среды/А.А. Ильюшин. -М.: Изд-во МГУ, 1971.
