Камерная обработка поверхности деталей незакрепленным шлифовальным материалов

Автор: Скрябин Владимир Александрович
Журнал: Инженерные технологии и системы @vestnik-mrsu
Рубрика: Технические науки
Статья в выпуске: 1, 2017 года.
Бесплатный доступ
Введение. При финишной обработке деталей типа тел вращения со сложным контуром поверхности мелкодисперсными незакрепленными абразивными частицами во время уплотнения сжатым воздухом через эластичную оболочку в специальной камере в съеме металла принимает участие достаточно большое количество абразивных зерен. Материалы и методы. Характер контактного взаимодействия уплотненного слоя с обрабатываемой поверхностью детали главным образом определяется формой абразивных зерен и их режущих элементов, которая является весьма разнообразной. Однако изучение многочисленных теневых отпечатков абразивных частиц показало, что все они вписываются в эллипс и в первом приближении могут быть смоделированы в виде эллипсоида вращения. Результаты исследования. Был определен съем материала с поверхности детали абразивными режущими зернами в процессе обработки. Обсуждение и заключения. В статье показаны особенности обработки поверхностей деталей незакрепленным абразивным материалом. Приведены методы обработки, модели абразивных зерен и математические зависимости, позволяющие прогнозировать съем материала и производительность процесса микрорезания.
Поверхность деталей, тела вращения, незакрепленный шлифовальный материал, модель абразивных частиц, производительность обработки
Короткий адрес: https://sciup.org/14720242
IDR: 14720242 | УДК: 621.81:621.921 | DOI: 10.15507/0236-2910.027.201701.041-051
Chamber treatment of detail surfaces by unfixed polishing material
Introduction. For finish treating the details like bodies of rotation with the complex external contour trough fine-dispersed unfixed abrasive particles, many abrasive grains are used for removing metal in sealing by compressed air through elastic shell in special chamber Materials and Methods. Character of pin intraction of close-settled layer with the processed detail surface is determined by the form of abrasive grains and their cutting elements. The form of grains is different. The study of many shadow imprints of abrasive particles demonstrates what all of them are fitted into an ellipse. All particles can be shaped as rotation ellipsoid in first approaching. Results. The information provided by the study is used for determining the removal of material from detail surface by abrasive cutting grains in processing. Discussion and Conclusions. The article presents the processing methods, the grain models and mathematical dependences used for predicting the productivity of the micro-cutting process.
Текст научной статьи Камерная обработка поверхности деталей незакрепленным шлифовальным материалов
При обработке наружной поверхности деталей незакрепленным абразивом при статическом уплотнении абразивной среды в специальной камере [1–2] в съеме металла с поверхности обрабатываемой детали принимает участие достаточно большое количество абразивных частиц.
Материалы и методы
Плотность контактирования рабочей среды с поверхностью детали при ее обработке статически уплотненными абразивными частицами достаточно высока. Способ финишной абразивной обработки статически уплотненными абразивными суспензиями осуществлялся в соответствии с рис. 1, а–б.
На рис. 1, а показано, как цилиндрические изделия 1 закрепляются на оси 2 и помещаются в абразивную суспензию 3 , находящуюся в специальном контейнере 4 , в котором смонтирована цилиндрическая оболочка 5 , изготовленная из специальной резины. Рабочая суспензия сжимается при подаче на периметр оболочки сжатого воздуха. Обработка происходит при вращении оси с деталями со скоростью V д. На рис. 1, б видно, что при обработке плоская деталь перемещается со скоростью V д.
При обработке деталей образуются микроскопические стружки, по характеристикам которых затруднительно оценить производительность процесса обработки деталей [Там же].
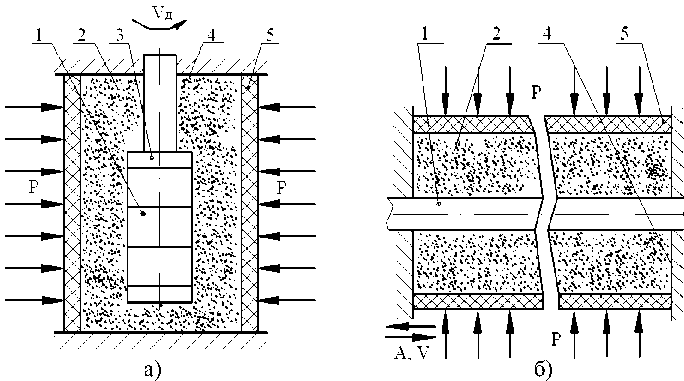
Р и с. 1. Обработка деталей статически уплотненным абразивом: а) обработка цилиндрических деталей; б) обработка плоских деталей
F i g. 1. Processing with static sealing abrasive: a) processing of cylindrical parts;
-
б) processing of flat parts
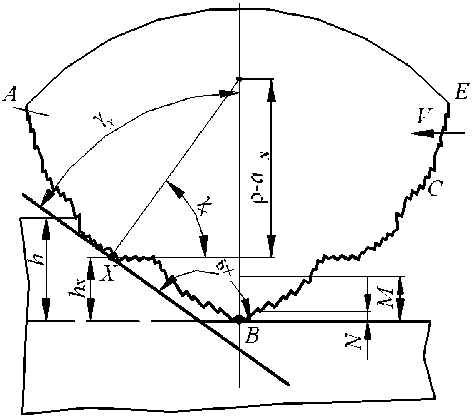
Р и с. 2. Удаление материала абразивным зерном: M ‒ микровыступы вершины абразивного зерна; N ‒ субмикровыступы, находящиеся на микровыступах вершин абразивных зерен; h ‒ глубина внедрения абразивного зерна в поверхность обрабатываемой детали; V – скорость перемещения абразивного зерна; γ х ‒ передний угол абразивного зерна; δ х ‒ угол резания F i g. 2. Removing the material with abrasive grains: M ‒ top abrasive grain microprotrusions;
N ‒ submicroprotrusions located on the tops of abrasive grains microtips; h ‒ depth of abrasive grains penetration in surface of workpieces; V ‒ movement velocity of abrasive grains; γ х ‒ front corner of the abrasive grain; δ х ‒ angle of cutting
При обработке деталей статически уплотненной абразивной суспензией с глубиной резания до 1 мкм в процессе удаления материала участвуют микровыступы абразивных частиц.
Результаты исследования
На рис. 2 приведена реализация процесса удаления материала с поверхности обрабатываемой детали различными режущими элементами абразивного зерна.
Характер контактного взаимодействия уплотненного слоя с обрабатываемой поверхностью детали во многом определяется формой абразивных зерен, которая является весьма разнообразной, и их режущих элементов. Изучение мно-численных теневых отпечатков показало, что все они вписываются в эллипс [2–4]. Учитывая это, а также результаты исследований топографии зерен на сканирующем микроскопе [Там же], их форму в первом приближении можно смоделировать эллипсоидом вращения, на поверхности которого в виде прерывистых кольцевых выступов находятся микронеровности с расположенными на них субмикронеровностями (рис. 3).
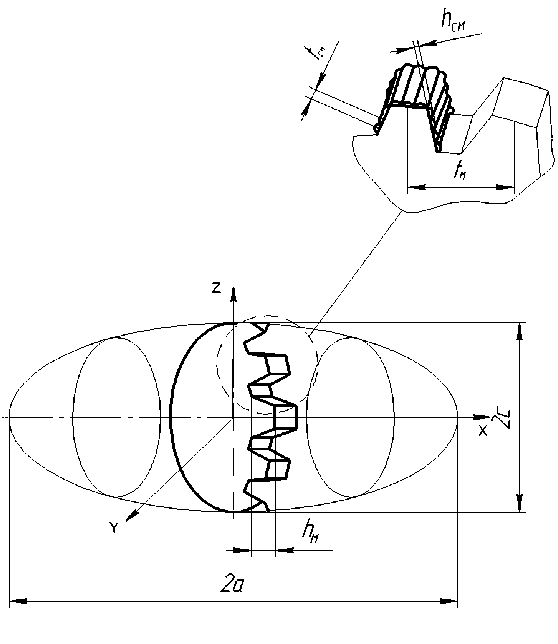
Р и с. 3. Модель абразивного зерна: a и c – полуоси эллипсоида вращения; h м ‒ высота выступа микрорельефа; h см ‒ высота выступа субмикрорельефа; t м ‒ средний шаг выступов микрорельефа; t см ‒ средний шаг выступов cубмикрорельефа
F i g. 3. Abrasive grain model: a and c ‒ semiaxes of the rotation ellipsoid; hм ‒ height of submicrorelief protrusion; hcm ‒ height of submicrorelief protrusion; t ‒ average pitch of microrelief protrusion; t ‒ average pitch м см of submicrorelief protrusions
Известно, что эллипсоид образу- ется вращением эллипса вокруг оси x
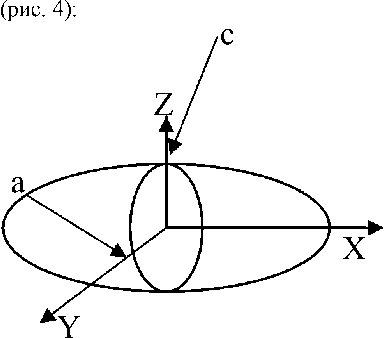
Р и с. 4. Модель абразивного зерна; a и c – полуоси эллипсоида вращения F i g. 4. Model of an abrasive grain; a and c ‒ semiaxes of the rotation ellipsoid
a эдSм = 2п J VZ + (Z1)2 • dx +
a
+ 2 п | 2V Z 2 + ( Z • Z *)2 • dx .
0 (3)
Используя уравнение эллипса (1) при ( a ≥ c ), произведем дифференцирование по x его общих частей, в результате чего определим Z·Z1 :
Z·Z1 = c 2 ⋅ x . (4)
a
Из уравнения эллипса определим Z 2 следующим образом:
2 c 2
Z 2 = c - 2 ⋅ x .
a 2
Подставив Z 2 и Z·Z1 в формулу (3), получим выражение следующего вида:
Запишем уравнение эллипса:
X 2 Z 2
—+— = 1;
ac
У = 0.
После преобразования получим:
22 X
Z = c l 1 — г I ;
I a )
у 2 = 0.
Сложив Z 2 и y2, найдем исходное уравнение эллипсоида:
222 X 2 y 2 Z 2
~Т + — + — = 1, acc где a и с – полуоси эллипсоида вращения.
Площадь эллипсоида вращения определяется известной зависимостью:
4 n ca П ( а2 - c 2)• x2 ,
S =----I a--^
a * V
= Дяс । ^(a2 - e 2 ^ x2 ^ dx,(5)
a где ε – эксцентриситет эллипсоида вращения.
Таким образом, e =------ a
Количество микро- и субмикровыступов на поверхности абразивного зерна можно определить по созданным впервые аналитическим зависимостям.
Для микровыступов абразивных зерен с учетом их поворота в процессе обработки запишем:
nM
NM = ∑ π ⋅ ci ⋅ K Π , (6)
i = 1
где i ‒ количество окружностей в сечении эллипсоида, моделирующего форму абразивного зерна, на которых располагаются выступы микропрофиля с определенным шагом t м;
K п ‒ коэффициент, учитывающий прерывистость микронеровностей (в соответствии с законом равной вероятности K п = 0,5); n м ‒ количество следов контакта выступов микропрофиля со средним шагом t м и длиной li в пределах эллипса отпечатка незакрепленной абразивной частицей, обрабатывающей деталь.
Суммарное количество субмикронеровностей, расположенных на микровыступах поверхности абразивного зерна определяется по следующей аналитической зависимости (рис. 5):
N = 2∙ h CT - f + π ⋅ ρ M ⋅ α / , см b CM ⋅ cos γ 180 ⋅ b CM
где hст ‒ статическая глубина внедрения субмикронеровностей; f – параметр выступа микрорельефа абра- а/ зивной частицы (f = рM • (1 - cos —)) ;
b см – ширина единичной субмикронеровности; γ – передний угол единичной микронеровности; ρм – радиус округления выступа микропрофиля абразивного зерна; α/ ‒ центральный угол выступа микрорельефа.
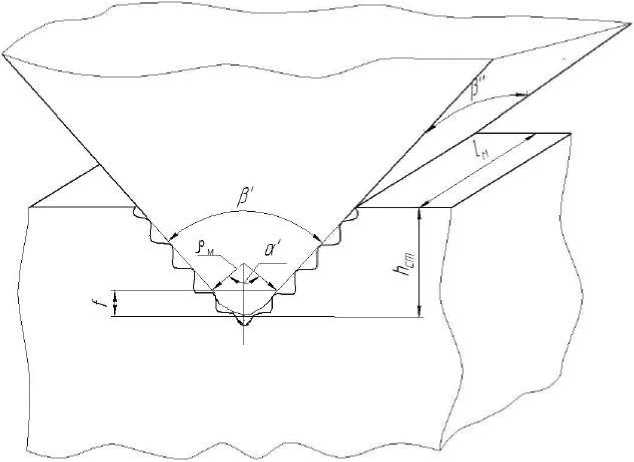
Р и с. 5. Взаимодействие абразивного зерна с поверхностью обрабатываемой детали: l м ‒ параметр выступов микрорельефа абразивной частицы; β/ и β// ‒ углы выступов микрорельефа, имеющих форму усеченной правильной пирамиды с радиусом округления ρм и суммарной длиной, изменяющейся от 0 до 2 c
F i g. 5. The abrasive grain interaction with surface of workpiece: l м ‒ parameter of microrelief protrusion of the abrasive particle; β/ and β// ‒ microrelief protrusion corners shaped of a truncated regular pyramid with a radius of rounding ρм and total length which varies from 0 to 2 c
Одним из наиболее важных показателей процесса финишной обработки является его производительность [1–5]. Съем может быть представлен определенной математической моделью.
В связи со сложностью проведения анализа процесса резания поверхности обрабатываемой детали всей совокупностью абразивных зерен для определения производительности обработки, рассмотрим механизм удаления материала единичной абразивной частицей.
Заметим, что удаление материала с поверхности обрабатываемой детали микро- и субмикровыступами абразивных частиц шлифованием и другими методами финишной обработки связанным абразивом не принималось во внимание.
В фундаментальных исследованиях микропрофиля частиц незакрепленной абразивной суспензии определены численные значения ширины и высоты микро- и субмикропрофиля абразивных частиц [1–10]. Новыми исследованиями установлено, что радиус округления вершин микрорельефа абразивных частиц находится в диапазоне 0,1–0,5 мкм, а радиус округления вершин субмикровыступов изменяется в пределах 0,08–0,10 мкм. Кроме этого, в них показано, что параметры микро- и субмикрорельефа практически не связаны с размерами абразивных зерен.
Исследованиями установлено, что в начальный момент обработки поверхности детали (t = 0,5–1,0 мин) при общем времени обработки t = 6–8 мин удаление материала происходит преимущественно с помощью субмикронеровностей, расположенных на микровыступах абразивных зерен. По мере заполнения впадин субмикропрофиля субмикростружкой съем материала практически прекращается, и дальнейшее удаление материала с поверхности обрабатываемой детали осуществляется микропрофилем абразивных зерен. Многочисленные исследования показали, что съем материала с поверхности детали субмикронеровностями составляет 1–3 %, что пренебрежимо мало по сравнению со съемом материала, приходящимся на микропрофиль абразивных зерен (97–99 %). Таким образом, в дальнейшем с полным основанием можно считать, что удаление материала с поверхности детали осуществляется преимущественно микропрофилем абразивных частиц. Суммарный объем деформированного материала единичным микровыступом абразивного зерна определяется следующим образом:
V = K C • V & =2 n r ■ 0,5 ■
• К b + 2 P m ) ■ ( hj - P m ) + n P MM ],
где n 0 – частота вращения обрабатываемой детали, мин–1; r 0 – радиус обрабатываемой детали, м∙10–3; K с ‒ коэффициент стружкообразования; K с = 1 – εн (ε2 – коэффициент навалов деформированного материала); ρм – радиус округления выступа единичного зерна, м∙10–6; ρ – плотность обрабатываемого материала, кг/м3; bj и hj – ширина и глубина царапины, оставляемой единичным выступом микропрофиля абразивного зерна на поверхности обрабатываемой детали соответственно, м∙10–6 (рис. 6).
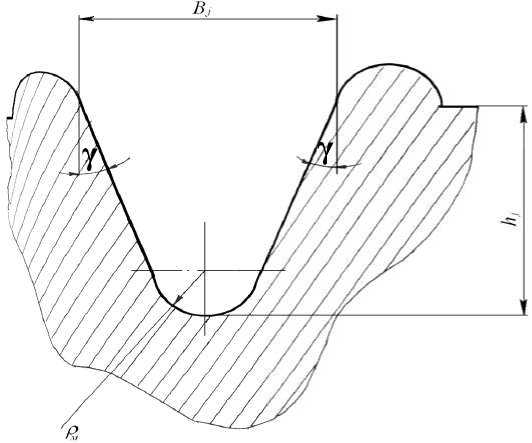
Р и с. 6. Сечение царапины от резания микровыступом единичного абразивного зерна
F i g. 6. Cross-section of scratches from cutting with the microprotrusion of a single abrasive grain
В ходе предварительных расчетов было установлено, что погрешность суммарного объема по зависимостям (8) и (9) не превышает 5 % по сравнению с предварительно проведенными экспериментальными исследованиями, где масса полученной микростружки определялась на специальных микроаналитических весах с точностью до 0,0001 г.
Данный факт свидетельствует о достаточной точности предложенной методики расчета объема царапины от единичного микровыступа абразивного зерна с учетом коэффициента стружкообразования.
Запишем формулу для нахождения площади царапины:
S ц = 0,5 • [( bj + 2 P m ) ■ ( h j - P m ) + П ■ p M ];
b 0 = 2∙ρм + 2∙( hj ‒ ρм)∙sinγ = 2∙ hj ∙sinγ, (9)
где γ ‒ передний угол выступа микрорельефа (γ = -500).
По известным параметрам процесса микрорезания различными элемен- тами абразивных зерен можно дать оценку съема металла множеством незакрепленных абразивных частиц.
При финишной обработке наружных поверхностей цилиндрических деталей статически уплотненной абразивной суспензией съем материала определяется по приведенной математической зависимости, в которой плотность удаляемого материала с учетом коэффициента стружкообразования умножается на объем царапины, длину окружности по диаметру обрабатываемой детали, частоту ее вращения и время обработки t . При этом в математическую зависимость также входит ряд коэффициентов, учитывающих определенные условия обработки.
Суммарное количество абразивных зерен N Σ по поверхности контакта с обрабатывамой деталью определяется следующим образом:
N ∑ = 2 π r 0 B Д(3 n 1 ρ h )2 , (10)
где r 0 – радиус детали; В д – длина (ширина) обрабатываемой детали;
n 1 – количество зерен в единице массы уплотненного абразивного слоя; ρ h – плотность абразива.
При внедрении абразивных зерен в обрабатываемую поверхность и их относительном движении возникают силы резания, определяющие характер относительного положения абразивных зерен. Если данные силы превысят силу нормального давления абразивного зерна на обрабатываемую поверхность, то оно повернется к этой поверхности другой гранью или вершиной.
Поворот абразивных частиц способствует увеличению съема металла при обработке, которое учитывается коэффициентом поворота K п.
В результате исследований было установлено, что при обработке детали происходит увеличение режущей способности абразивных частиц за счет мельчайших сколов микрорельефа на 30 %; это учитывается коэффициентом Ky. В зависимости от условий обра-боyтки, состава абразивной суспензии и материала обрабатываемой поверхности детали значения коэффициента K , учитывающего влияние жидкой ж составляющей абразивной суспензии, изменяются в диапазоне 1,2–1,5, а значения коэффициента поворота Kп – в пределах 1,2–1,3. Кроме этого, в зависимости от шероховатости обрабатываемой поверхности, коэффициент KRa изменяется в диапазоне 1,15–1,50.
В этом случае расчетная зависимость для определения величины съема металла при обработке наружных поверхностей деталей в уплотненной абразивной среде примет следующий вид :
Q Е = Р • (1 - Е н ) • 2 п п о • r o •
• • 0,5 • [( bj + 2 р ) • ( hj - р м ) + + пр М ] • N ; • K п - K y • K Ra • K ж .
Удельный съем материала ( q , мг/см2) определяется по формуле:
Q Е q = —
S где S – площадь обрабатываемой поверхности детали.
Также запишем формулу минутной производительности Q мин, мг/мин:
Q мин
Q t
Обсуждение и заключения
После 2–3 мин обработки детали исходный микрорельеф за счет износа абразивных частиц переходит в более сглаженный рабочий, который в итоге определяет величину съема материала с поверхности детали, заданную шероховатость поверхности, точностные параметры процесса обработки и физико-механические свойства обрабатываемой поверхности детали.
Поступила 21.01.2016; принята к публикации 24.01.2017; опубликована онлайн 31.03.2017
Об авторе:
Автор прочитал и одобрил окончательный вариант рукописи.
S ubmitted 21.12.2016; revised 24.01.2017; published online 31.03.2017
The author have read and approved the final manuscript.
Список литературы Камерная обработка поверхности деталей незакрепленным шлифовальным материалов
- Скрябин В. А., Пшеничный О. Ф. Моделирование процесса микрорезания при обработке деталей уплотненным слоем незакрепленного абразива//Машиностроение. 1988. Вып. 13. С. 33-37.
- Скрябин В. А. Основы процесса субмикрорезания при обработке деталей незакрепленным абразивом: монография. Пенза: Изд-во ПВАИУ, 1992. 120 с.
- Скрябин В. А. Производительность процесса обработки деталей статически уплотненным слоем абразивного микропорошка//Известия вузов (Сер. «Машиностроение»). 1994. № 4-6. С. 128-130.
- Мартынов А. Н. Основы метода обработки деталей свободным абразивом, уплотненным инерционными силами: монография. Саратов: Изд-во Сарат. гос. техн. ун-та, 1981. 212 с.
- Скрябин В. А., схиртладзе А. г. Технологическое обеспечение качества обработки сложнопрофильных деталей уплотненными мелкодисперсными средами: монография. Старый Оскол: Тонкие наукоемкие технологии, 2015. 240 с. URL: http://elibrary.ru/item. asp?id=25306901
- Скрябин В. А., рыбаков Ю. в. Новый метод финишной обработки деталей свободными мелкодисперсными средами. Машиностроитель. 2000. № 2. С. 16-17.
- Скрябин В. А., свечникова г. и. Экспериментальные исследования производительности финишной абразивной обработки деталей с различным профилем//Машиностроитель. 2011. № 4. С. 18-22. URL: http://elibrary.ru/item.asp?id=22985053
- Патент 1803308 (РФ), МКИ: В24В 31/104. Способ обработки деталей/В. А. Скрябин. Опубл. 23.03.93, Бюл. №11.
- А. с. 1579740 СССР, МКИ В24В 31/08. Способ абразивной обработки деталей/А. Н. Мартынов, В. А. Скрябин, В. М. Федосеев. Опубл. 23.07.90, Бюл. № 27.
- Скрябин В. А. Особенности обработки сложнопрофильных деталей уплотненными мелкодисперсными абразивными средами//Вестник Мордовского университета. 2015. Т. 25, № 4. С. 72-89. URL: http://vestnik.mrsu.ru/index.php/en/articles-en/40-15-4/237-10-15507-vmu-025-201504-6
