Кавитационная топливоподготовка на базе отработанных масел различного состава

Автор: Кулагина Т.А., Зайцева Е.Н.,Матюшенко А.И.
Журнал: Журнал Сибирского федерального университета. Серия: Техника и технологии @technologies-sfu
Рубрика: Исследования. Проектирование. Опыт эксплуатации
Статья в выпуске: 3 т.19, 2026 года.
Бесплатный доступ
В рамках проведенной работы мы изучали возможность использования гидродинамического кавитационного эффекта для переработки отработанных нефтепродуктов, в частности промышленных масел. Основная задача состояла в закрытии цикла существования использованных материалов путем их трансформации в новые субстанции: 70 % регенерированного масла, чьи свойства оказались близки к исходным, и 30 % водотопливной эмульсии, годной для сжигания в маломощных горелках. Было установлено, что при использовании кавитационных методов переработка отработанных масел в условиях Крайнего Севера, с соблюдением экологических требований, демонстрирует высокую эффективность. Данная технология может быть применена для производства водотопливных эмульсий для предприятий, использующих жидкое топливо.
Нефтепродукты, отработанные масла, топливоподготовка, кавитационные воздействия, водомасляная эмульсия
Короткий адрес: https://sciup.org/146283290
IDR: 146283290 | УДК: 662.75
Cavitational Fuel Preparation Based on Waste Oils of Various Composition
As part of our work, we studied the possibility of using the hydrodynamic cavitation effect for the recycling of waste oil products, particularly industrial oils. The main objective was to close the cycle of existence of the used materials by transforming them into new substances: 70 % of the regenerated oil, whose properties were close to the original ones, and 30 % of the water-fuel emulsion, which was suitable for burning in low-power burners. It was found that the use of cavitation methods for the recycling of waste oils in the Far North, while complying with environmental requirements, demonstrates high efficiency. This technology can be used to produce water-fuel emulsions for enterprises that use liquid fuel.
Текст научной статьи Кавитационная топливоподготовка на базе отработанных масел различного состава
В современном производстве, стремящемся к минимизации промышленных отходов за счет их повторного вовлечения в производственные циклы, рациональное потребление природных ресурсов становится не просто желательным, а необходимым подходом. Для сокращения расхода первичных нефтепродуктов и одновременного управления постоянным потоком отходов необходимо переводить последние в состояние восстановленных для последующего применения или направлять на утилизацию в теплоэнергетических установках.
Особую актуальность в наши дни приобретает бережное расходование всех типов масел, таких как моторные, индустриальные, компрессорные, трансформаторные, турбинные и другие. Попадающие в природную среду отработанные масла лишь незначительно обезвреживаются или удаляются естественными процессами [1, 2]. Большая их часть становится источником загрязнения почв, водных объектов и атмосферного воздуха, негативно влияя на популяцию птиц, рыб, млекопитающих и представляя угрозу для здоровья человека.
Последние годы демонстрируют повышенный интерес к решению подобных проблем, однако собранной информации пока недостаточно для эффективной переработки отработанных масел и других нефтепродуктов в условиях Крайнего Севера. Требования к защите окружающей среды, учитывающие специфику климата и ограниченную доступность арктических регионов, обусловливают необходимость дифференцированного подхода. Оправданные решения в этом направлении могут быть найдены, например, посредством применения кавитационных технологий. В табл. 1 представлено ежегодное потребление масел в России.
После проведения процедур регенерации отработанные некоторые масла могут направляться на прямое использование – возврат в системы смазки техники, что может составлять
Таблица 1. Статистика оборота отработанных масел в РФ, млн т в год
Table 1. Statistics on the turnover of used oils in the Russian Federation, million tons per year
В странах Европы обращение с отработанными маслами регулируется специальной директивой, где впервые они рассматриваются не как отходы, подлежащие ликвидации, а как материалы, предназначенные для повторного использования. Ключевым условием исполнения требований этой директивы выступают обязательные ежегодные доклады государств – членов ЕЭС, направляемые в Комиссию ЕЭС об уровне развития производства, накопленном технологическом опыте и достигнутых показателях.
Развитие арктических районов Российской Федерации сопровождается серьёзным негативным влиянием на природную среду, последствия которого часто оказываются необратимыми [3]. Большая площадь Арктики порождает иллюзию свободы в организации полигонов для хранения и размещения отходов. Это привело к накоплению огромных масс различного мусора (стекло, металлолом, пластик), включая цистерны с отработанными маслами, которые получили существенные механические дефекты и проявления коррозии, что делает невозможным их безопасную доставку на основную территорию страны. Следовательно, особое значение приобретает изучение накопленных объёмов и разработка способов их переработки непосредственно там, где происходят выбросы.
Анализ ситуации с утилизацией отработанных масел в России позволяет заключить, что наиболее целесообразным решением будет сбор таких отходов по эксплуатационным группам – 311 – с последующей регенерацией на мобильных комплексах прямо на объектах их формирования, что возможно при применении кавитационных методов.
Подходы, методы и техника эксперимента
Исследование известных решений и устройств для приготовления эмульсий продемонстрировало целесообразность применения механизма кавитационного воздействия, реализуемого в суперкавитирующих аппаратах (табл. 2), при получении ВТС. С учётом модели возникновения кавитации, разрыв сплошности наблюдается в зонах снижения давления внутри турбулентных вихрей, образующихся в области смешивания [4–8]. Разместив точку отсчёта координат на оси вихря и считая его структуру аналогичной ядерной форме, при которой все элементы перемещаются по концентрическим траекториям с величиной скорости, пропорциональной радиусу, проанализируем состояние равновесия капли жидкости, не смешивающейся с основной средой, вращающейся с тем же числом оборотов, что и окружающая её жидкость. В соответствии с законом Стокса справедливо следующее вы- ражение:
dx 4
■ Оф - Рс) ■ w2r,
67Г ■ U ■ — ■ Г = -ПГЛ dt 3
dx среды; (Рф Рс)
где Г – радиус частицы, – скорость перемещения частицы; [1 – вязкость
dt
4 я разность плотностей дисперсной фазы и среды; -тгг – объем шаровой частицы (капли).
Сравнительный анализ экспериментальных данных по получению эмульсий посредством гидродинамической и акустической кавитации выявил следующие ключевые аспекты:
-
• Эффективность процесса кавитационного эмульгирования в значительной степени определяется механизмом, зависящим от плотностных характеристик жидкостей в условиях вращательного движения (центрифугирования).
-
• Формирование эмульсий наивысшего качества наблюдается в случаях, когда плотность несущей фазы превышает плотность дисперсной.
Таблица 2. Сравнительные характеристики смесителей
Table 2. Comparative characteristics of mixers
|
Тип смесителя/ характеристики |
Производительность, м 3 /ч |
Удельные энергозатраты, кВт ч/м 3 |
Средний диаметр микропузырьков>, мм |
|
Быстроходные вертикальные |
0,3–0,38 |
18–24 |
0,1–0,15 |
|
Аппараты вихревого слоя |
2–6 |
0,6–1,8 |
0,025–0,03 |
|
Турбулентные статические |
1,8–2,25 |
1,3–5,6 |
0,035–0,06 |
|
Гидродинамические ультразвуковые |
0,8 |
3–12 |
0,06–0,07 |
|
Кавитационные динамические |
0,6 |
6–19 |
0,01–0,025 |
|
Суперкавитирующие динамические |
20 |
0,275 |
0,003–0,015 |
|
Суперкавитирующие статические |
20–120 |
0,12 |
0,005–0,015 |
При характеристике процесса горения водотопливной смеси следует акцентировать внимание на дивергенции в поведении капель водотопливной эмульсии по сравнению с каплями безводного топлива. Данное различие обусловлено процессами, протекающими внутри дисперсной фазы, что приводит к моделированию поведения капли эмульсии на основе концепции ее микровзрыва (разрыва топливной оболочки). Феномен микровзрыва капли водотопливной эмульсии был впервые идентифицирован, исследован и интерпретирован В. М. Ивановым и П. И. Нефедовым, а впоследствии получил дальнейшее теоретическое и экспериментальное обоснование в работах других ученых [9–12].
Так как температура испарения большинства углеводородных топлив котельных превышает 200–300 °C, а температура кипения воды составляет 100 °C при нормальном давлении, то в процессе нагрева капли эмульсии до температуры испарения топлива частицы воды превращаются в пар. Хотя температура капли жидкости в процессе ее испарения несколько меньше температуры кипения, разница между температурой поверхности частицы топлива и температурой кипения воды, заключенной внутри капли топлива, остается весьма существенной и достигает 70–200 °C. Благодаря этому микрочастицы воды, находящиеся внутри капли эмульсии, в процессе ее прогрева быстрее превращаются в парообразное состояние и образуют паровые пузырьки, чем та пленка топлива, которая обволакивает эти пузырьки пара. При этом пленка топлива вследствие испарения с поверхности капли непрерывно уменьшается по толщине. Силы поверхностного натяжения капли стремятся сохранить прежнюю форму капель, хотя и превышают давление водяного пара, все же уже ослаблены. Продолжающийся нагрев капли эмульсии еще более повышает температуру, следовательно, и давление водяного пара внутри капли. В момент, когда давление стремящихся расшириться водяных паров внутри капли превысит уже ослабленные вследствие ее нагревания силы поверхностного натяжения топливной пленки, произойдет разрушение поверхности капли, т.е. микровзрыв, под действием которого эмульсированное распыленное топливо дополнительно дробится на еще более мелкие частицы.
Результаты экспериментального исследования
Экспериментальное определение физико-химических свойств масел после гидродинамической обработки проводилось в лаборатории СФУ [13] на трех группах образцов индустриального масла W30:
-
1) исходное матричное масло – проба № 1,
-
2) отработанное масло – проба № 2,
-
3) отработанное кавитированное масло – пробы № 3а и № 3б, полученные разными способами кавитационного воздействия.
Исследования проводились с использованием следующего оборудования: термометр лабораторный ТЛ-4, рН-метр/ионометр ИТАН, кондуктометр МАРК 603, вискозиметр ВПЖТ-1, фильтрационный аппарат УОФТ, морозильная камера «Бирюса». Определение состава проб нефтешлама проводилось с использованием дериватографа Q-1500D (Венгрия). Эффективность выбранной кавитационной технологии экспериментально исследовали на лабораторной кавитационной установке Silverson L5. В качестве рабочего органа генератора кавитации использована 16-лопастная головка высокого сдвига. Рабочие числа оборотов регулировались до 12000 об/мин, что обеспечило получение чисел кавитации до χ = 0,05. Схема управления – 313 – позволяет плавно изменять частоту вращения ротора, поддерживать число оборотов независимо от изменяющейся нагрузки и фиксировать время обработки. Мощность электродвигателя Nэл = 270 Вт, ёмкость реактора 12000 мл. Параллельно опыты проводились с использованием суперкавитационного миксера [14] с целью исключения масштабного эффекта. В эксперименте измерялись следующие параметры: водородный показатель, вязкость и коэффициент фильтрации. Также в эксперименте был использован ультразвуковой генератор LZHZXY, CE 9600 [17] с заявленной мощностью 70 Вт и ультразвуковой частотой 400 Гц.
Работа с отработанным маслом проводилась в два этапа: для исходного и отработанного масла были определены параметры вязкости, значение рН и коэффициенты фильтрации; отработанное масло, представленное пробой № 2, подвергли кавитационной обработке двумя способами: ультразвуковой и в суперкавитационном миксере при числе оборотов ротора 7600 об/мин, с последующим определением заявленных ранее физико-химических характеристик. Время обработки составило соответственно: 5, 7, 10 и 15 мин. Доверительный интервал – 95 %.
Для исходного и отработанного масла по существующим требованиям определялись значения вязкости и коэффициент фильтрации, представленные в табл. 3. Определен водородный показатель: для пробы № 1 рН = 8,85; для пробы № 2 рН = 9,71.
Отработанное масло подвергли кавитационному воздействию на установках двух типов: ультразвуковой и суперкавитационном миксере – получив пробы № 3а и № 3б, с последующим определением тех же физико-химических характеристик. Время погружения оборудования составляло – 5, 7, 10 и 15 мин. Мощность ультразвукового кавитатора достигала 400 Гц, суперкавитационный миксер выполнял 7600 об/мин. В результате были получены серии проб по типу применимого кавитационного эффекта (табл. 4).
Таким образом, повышая класс вязкости восстановленного масла по ISO 3448 с учетом наличия осадка в тестируемом образце, было найдено оптимальное соотношение ингредиентов в получаемом полезном продукте – водомасляной эмульсии после кавитационной обработки с содержанием воды 10–30 %, тем самым завершая жизненный цикл отработанного продукта [15, 16].
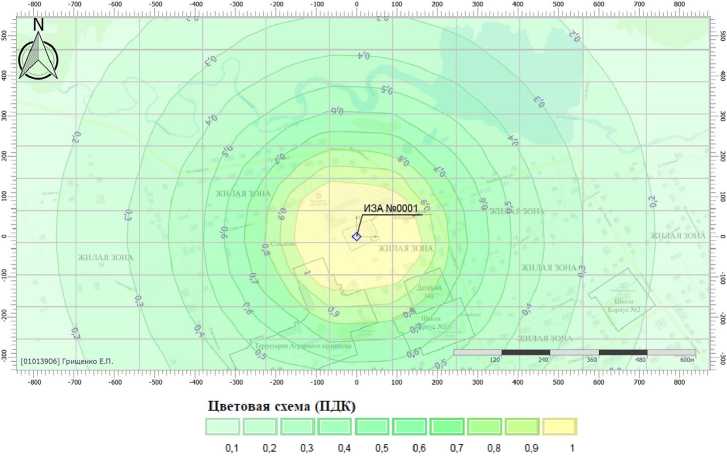
По результатам замеров концентраций выбросов загрязняющих веществ от установки для сжигания жидкого топлива выполнен расчет и смоделировано рассеивание загрязнителей в открытой атмосфере при сжигании традиционного топлива (мазута) и ВМЭ с помощью программного комплекса Интеграл (УПРЗА Эколог 4.70). Зона с концентрациями 1 ПДК и более по диоксиду азота (250 метров от источника) заметно снижается при переходе с основного вида
Таблица 3. Значение вязкости и коэффициент фильтрации тестируемых образцов (при постоянной вискозиметра 0,09705 мм 2 /с 2 )
Table 3. Viscosity value and filtration coefficient of the test samples (with a viscometer constant of 0,09705 мм 2 /с 2 )
|
Номер пробы |
Среднеарифметическая величина истечения, с |
Кинематическая вязкость, ν мм 2 /с (при t = 23,8 о С) |
Класс вязкости по ISO 3448 |
Время фильтрации ^ 1, с |
Время фильтрации ^2 , с |
Коэффициент фильтрации K |
|
№ 1 |
31,17 |
3,0250 |
3 ( ν ср = 2,88–3,52 мм 2 /с) |
15,19 |
62,56 |
4,12 |
|
№ 2 |
33,66 |
3,2667 |
16,24 |
485,62 |
29,90 |
Таблица 4. Полученные результаты тестируемых образцов
Table 4. Results of the tested samples
|
Тип кавитационного воздействия |
Время, мин |
Время истечения, с |
Среднеарифметическая величина истечения, с |
Постоянная вискозиметра*, мм 2 /с 2 |
Кинематическая вязкость, ν мм 2 /с (при t = 23,8 о С) |
рН |
|
ультразвуковой |
5 |
43,73 |
43,98 |
0,09705 |
4,2683 |
8,2 |
|
44,04 |
||||||
|
44,18 |
||||||
|
7 |
48,54 |
48,16 |
4,6730 |
7,92 |
||
|
47,84 |
||||||
|
48,10 |
||||||
|
10 |
48,59 |
48,87 |
4,7428 |
7,80 |
||
|
48,94 |
||||||
|
49,09 |
||||||
|
15 |
49,07 |
48,88 |
4,7438 |
7,63 |
||
|
48,66 |
||||||
|
48,92 |
||||||
|
суперкавитационный |
5 |
46,09 |
47,02 |
0,09705 |
4,5633 |
8,21 |
|
47,37 |
||||||
|
47,61 |
||||||
|
7 |
48,61 |
47,96 |
4,6545 |
8,06 |
||
|
47,01 |
||||||
|
48,27 |
||||||
|
10 |
49,51 |
48,96 |
4,7515 |
7,70 |
||
|
47,93 |
||||||
|
49,45 |
||||||
|
15 |
49,66 |
49,17 |
4,7719 |
7,47 |
||
|
48,07 |
||||||
|
49,79 |
||||||
|
5 класс вязкости по ISO 3448 ( ν ср = 4,14–5,06 мм 2 /с) |
||||||
*берется из паспорта оборудования топлива на водомасляные эмульсии и достигает значения 0,9 ПДК при сжигании ВМЭ 30 % (70–100 метров от источника), рис. 1–4. По диоксиду серы зона с концентрацией 3 ПДК при сжигании мазута (70–100 метров от источника) существенно меняется на 0,9 ПДК и менее при переходе на водомасляные эмульсии (70–100 метров). И достигает минимума 0,7 ПДК при сжигании ВМЭ 30 % (рис. 5–8).
Вывод
В ходе научного исследования выявлено, что эффективность утилизации отработанных масел в условиях Крайнего Севера с учетом защиты окружающей среды достаточно высока с применением кавитационных технологий и может использоваться в создании водотопливных эмульсий для предприятий, работающих на жидком топливе.
ИЗА№
:цяАя зоил тля зонл1 КТ
100 200 300 400 500 600 700 800
Цветовая схема (ПДК)
□□□□□□□□□ст
0.1 0,2 0,3 0.4 0,5 0,6 0,7 0.3 0,9
Рис. 1. Результаты расчета рассеивания по диоксиду азота при сжигании мазута (в долях ПДК)
Fig. 1. Results of nitrogen dioxide dispersion calculation during fuel oil combustion (in fractions of MPC)
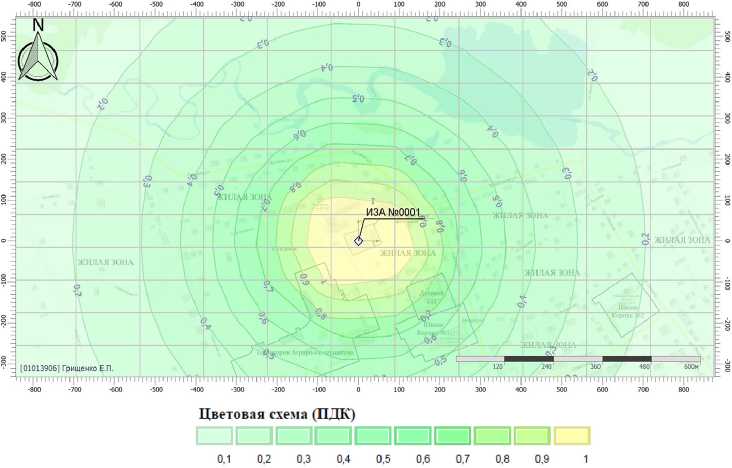
Рис. 2. Результаты расчета рассеивания по диоксиду азота при сжигании ВМЭ 10 % (в долях ПДК)
Fig. 2. Results of nitrogen dioxide dispersion calculation during burning of 10 % WOE (in fractions of MPC)
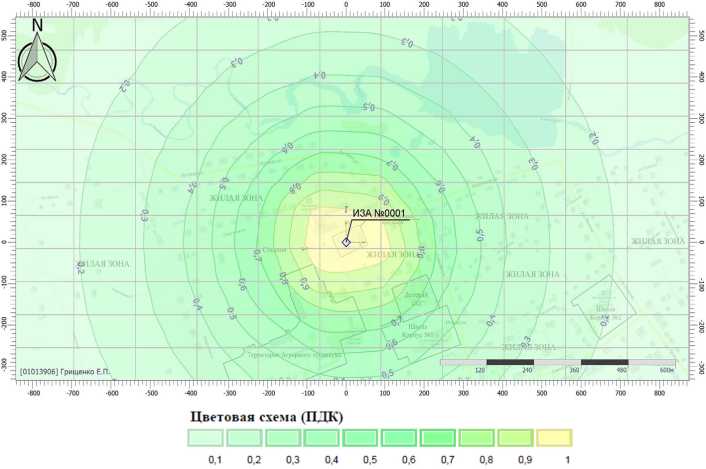
Рис. 3. Результаты расчета рассеивания по диоксиду азота при сжигании ВМЭ 15 % (в долях ПДК)
Fig. 3. Results of nitrogen dioxide dispersion calculation during burning of 15 % WOE (in fractions of MPC)
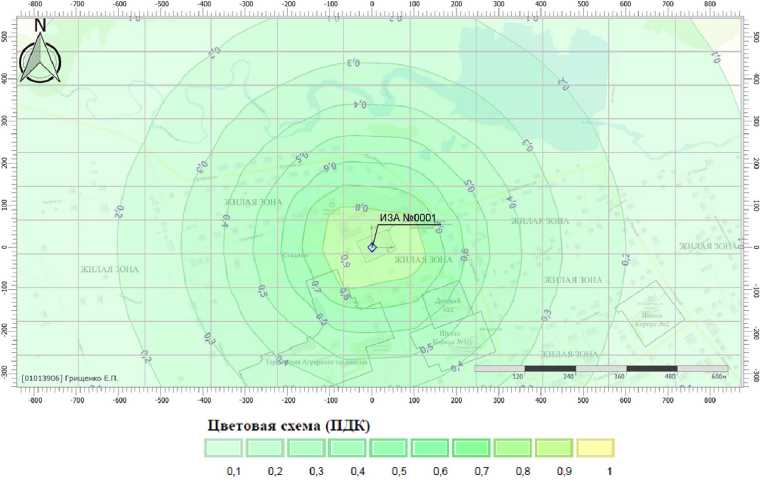
Рис. 4. Результаты расчета рассеивания по диоксиду азота при сжигании ВМЭ 30 % (в долях ПДК)
Fig. 4. Results of nitrogen dioxide dispersion calculation during burning of 30 % WOE (in fractions of MPC)
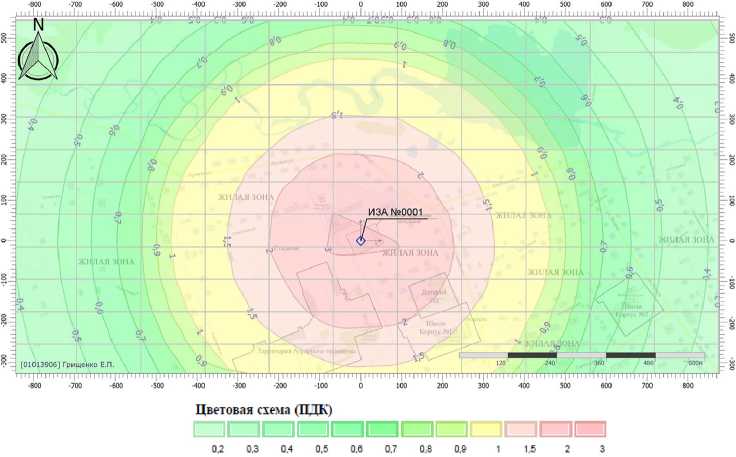
Рис. 5. Результаты расчета рассеивания по диоксиду серы при сжигании мазута (в долях ПДК)
-
Fig. 5. Results of sulfur dioxide dispersion calculation during fuel oil combustion (in fractions of MPC)
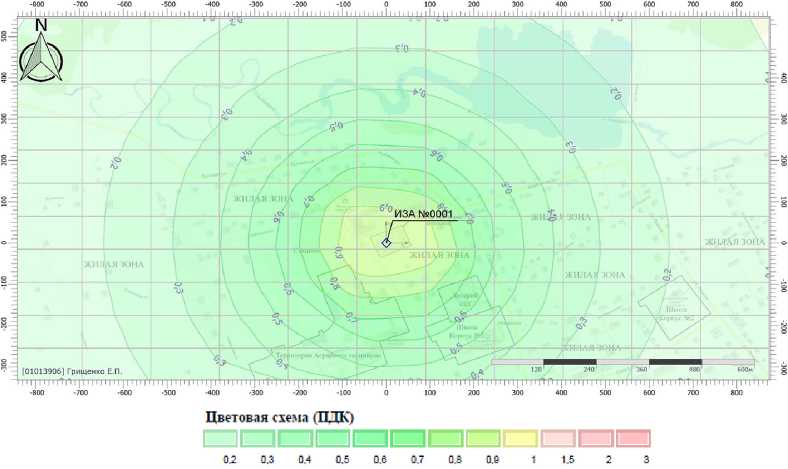
Рис. 6. Результаты расчета рассеивания по диоксиду серы при сжигании ВМЭ 10 % (в долях ПДК)
-
Fig. 6. Results of sulfur dioxide dispersion calculation during burning of WOE 10 % (in fractions of MAC)
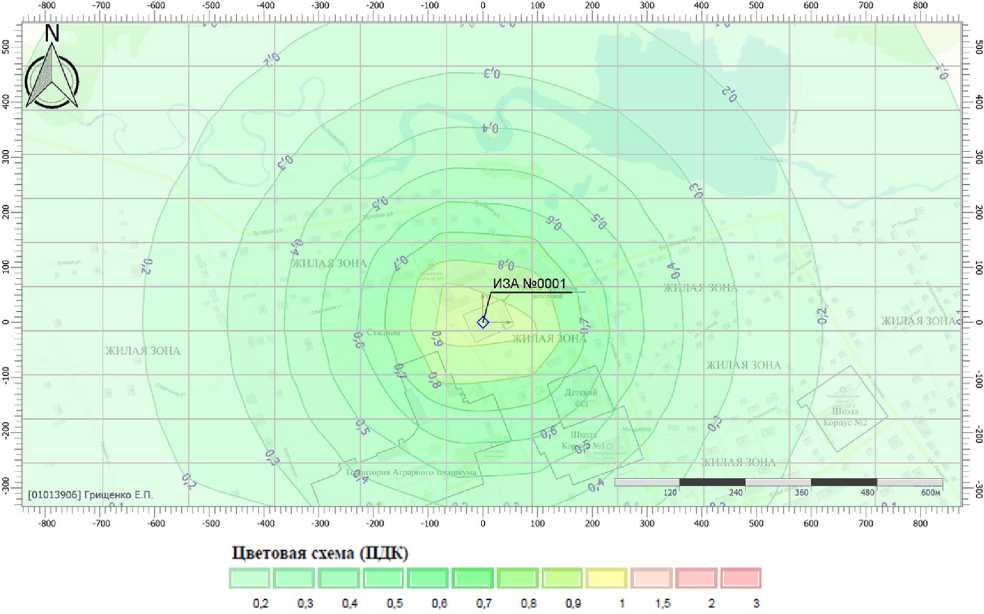
Рис. 7. Результаты расчета рассеивания по диоксиду серы при сжигании ВМЭ 15 % (в долях ПДК)
Fig. 7. Results of sulfur dioxide dispersion calculation during burning of 15 % WOE (in fractions of MAC)
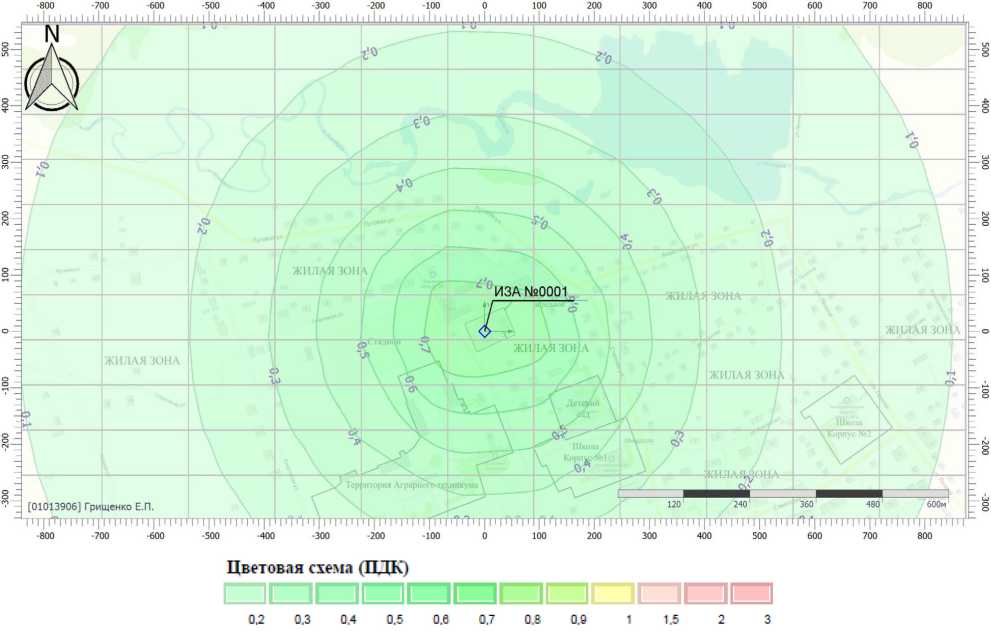
Рис. 8. Результаты расчета рассеивания по диоксиду серы при сжигании ВМЭ 30 % (в долях ПДК)
Fig. 8. Results of sulfur dioxide dispersion calculation during burning of 30 % WOE (in fractions of MPC)
