Кинематический анализ методов обработки винтовых поверхностей

Автор: Брусов С.И., Маркин С.А., Тарапанов А.С.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Современные технологии в промышленности, строительстве и на транспорте
Статья в выпуске: 4-4 т.13, 2011 года.
Бесплатный доступ
В статье анализируются основные схемы классификаций методов механической обработки, схемы и способы формообразования винтовых поверхностей, приводится методика генерирования новых мето- дов обработки.
Кинематический анализ, винтовая поверхность, методы формообразования, схемы резания
Короткий адрес: https://sciup.org/148200290
IDR: 148200290 | УДК: 621.914.7+621.992.5
The kinematic analysis of methods of screw surfaces machining
In article the main schemes of classifications the methods of machining, schemes and methods of forming the screw surfaces are analyzed, the technique of generating the new methods of machining is resulted.
Текст научной статьи Кинематический анализ методов обработки винтовых поверхностей
Основополагающими работами в области анализа кинематики механической обработки в целом, и винтовых поверхностей в частности являются работы Г.И. Грановского – классификационная база для развития и прогнозирования новых способов обработки [2], Ю.В. Цвис – методы расчета винтовой поверхности инструмента [3], В.С. Люкшина – теория винтовых поверхностей в проектирования металлообрабатывающего инструмента [4], Е.Г. Коновалова – универсальная кинематическая схе-ма [5], А.О. Этина – кинематический анализ с технологическими признаками способов обработки, А.А. Федотенока – классификация методов с использованием образующей и направляющей [6], С.И. Лашнева и М.И. Юликова – аналитическая методика проектирования инструментов для обработки винтовых поверхностей [7]. Большое количество систем классификации способов формообразующей обработки обуславливает предпосылки к выявлению и анализу закономерностей различных методов и процессов обработки.
В основу общего математического описания методов лезвийной обработки винтовых поверхностей входят [8] следующие предположения: - процесс формообразования целиком определяется движением отрезка пространственной линии, моделирующей лезвие;
-
- движение лезвия происходит относительно неподвижной заготовки;
-
- в процессе движения линия, моделирующая лезвие, может менять свою конфигурацию;
-
- элемент линии является бесконечно малым стержнем длиной ds, нулевой толщины, следовательно, имеющим 5 степеней свободы: 3 поступательных, характеризуемых тремя компонента- r dr r
ми вектора скорости ν ( s , t ) = dt центра масс, имеющего радиус-вектор r r = r r ( s , t ) ( t – время, s – координата точки лезвия); 2 вращательных вокруг центра масс (вращение вокруг оси, совпадающей с элементом ds, не учитывается), характеризуемых вектором ω r ( s , t ) .
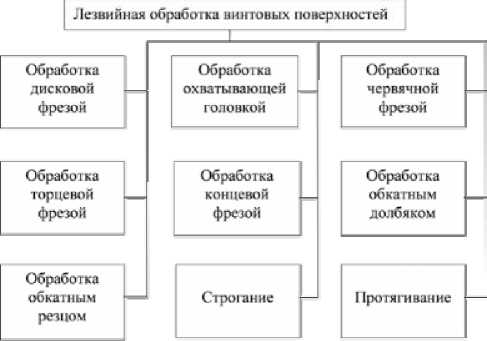
Рис. 1. Способы лезвийной обработки винтовых поверхностей
Способы получения винтовой поверхности можно разделить на три основные группы: лезвийную обработку (рис. 1), абразивную и отделочную (рис. 2). Рассматривая способы лезвийной обработки винтовых поверхностей, необходимо учитывать кинематические особенности каждого типа способа обработки. При обработке дисковым инструментом винтовой поверхности оси инструмента и детали находятся на скрещивающихся прямых, главным движением является движение дисковой фрезы, движением подачи -вращательное движение винтовой поверхности вокруг своей оси, совмещенное с прямолинейным движением вдоль той же оси. При обработке червячным инструментом винтовой поверхности ось инструмента направлена параллельно оси детали, главное движение - вращательное движение инструмента вокруг своей оси, движения подачи - вращательное движение вокруг оси детали и поступательное вдоль нее и подачи врезания. При протягивании винтовой поверхности главным движением является прямолинейное перемещение инструмента по касательной к винтовой поверхности, а движение подачи совмещает в себе прямолинейное и вращательное перемещение инструмента.

Рис. 2. Способы абразивной и отделочной обработки винтовых поверхностей
Схемы обработки торцевыми и концевыми фрезами можно разделить на два вида: а) ось инструмента пересекается с осью детали под прямым углом; б) ось инструмента и ось детали находятся на скрещивающихся прямых, при этом лавным движением является движение торцовой или концевой фрезы, движением подачи - вращательное движение винтовой поверхности вокруг своей оси, совмещенное с прямолинейным движением вдоль той же оси. Более полный кинематический анализ способов обработки винтовых поверхностей с возможностью прогнозирования новых способов обработки возможен при использовании кодирования способов лезвийной обработки по методике, представленной в работе [8]. Для винтовых поверхностей она представлена на рис. 3. Данная схема основывается на классификации А.А. Федотенка [6], где ОБР - образующая, НАП - направляющая, КОП - копирование, ОБК - обкат, СЛД - след, КАС - касание, ПРФ - профильная схема срезания припуска, ГЕН - генераторная схема срезания припуска, ПРГ - прогрессивная схема срезания припуска, ПГП - возможность осуществить любую из представленных схем срезания припуска (профильная + генераторная + прогрессивная). В таблице 1 приведены коды способов лезвийной обработки винтовых поверхностей.
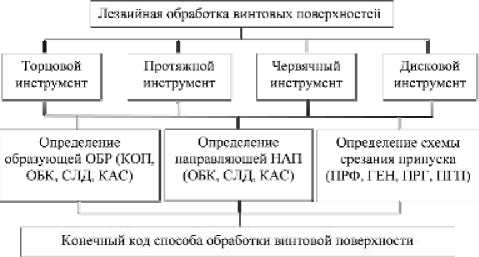
Рис. 3. Схема кодирования способов лезвийной обработки винтовых поверхностей
Для более наглядного генерирования новых методов лезвийной обработки винтовых поверхностей можно представить данную методику кодирования в виде морфологической матрицы (рис. 4). Применение подобной матрицы позволяет генерировать новые методы лезвийной обработки винтовых поверхностей. К примеру, для способа обработки с кодом ОБР.ОБК.НАП. ОБК.ПГП: движение обката происходит как по образующей, так и по направляющей с возможностью срезания припуска любой схемой резания, инструмент в форме вала совершает вращательные движения вокруг своей оси, ось инструмента направлена под углом к оси детали, равным углу подъема винтовой поверхности, при этом движение обката совершается также и по профилю винтовой поверхности. Инструмент имеет множество режущих кромок, что позволяет реализовать любую схему резания. Предложенный метод кодирования предоставляет возможность генерировать новые способы способов лезвийной обработки винтовых поверхностей, позволяет учитывать характер движения по направляющей и образующей, профиль режущих лезвий и их расположение.
Таблица 1. Кодирование способов лезвийной обработки винтовых поверхностей
|
Тип инструмента |
Способ обработки |
Код способа обработки |
|
дисковой инструмент |
обработка охватывающей головкой |
ОБР.ОБК.НАП.КАС.ПГП |
|
обработка дисковой фрезой |
ОБР.ОБК.НАП.КАС.ПГП |
|
|
протяжной инструмент |
протягивание |
ОБР.ОБК.НАП.КАС.ПГП |
|
строгание резцом |
ОБР.ОБК.НАП.СЛД.ПРФ |
|
|
червячный инструмент |
обработка червячной фрезой |
ОБР.ОБК.НАП.КАС.ПГП |
|
торцевой инструмент |
обработка торцевой фрезой |
ОБР.ОБК.НАП.КАС.ПГП |
|
обработка концевой фрезой |
ОБР.ОБК.НАП.КАС.ПГП |
|
|
обработка обкатным долбяком |
ОБР.ОБК.НАП.СЛД.ПГП |
|
|
обработка обкатным резцом |
ОБР.ОБК.НАП.СЛД.ПГП |
THE KINEMATIC ANALYSIS OF METHODSOF SCREW SURFACES MACHINING
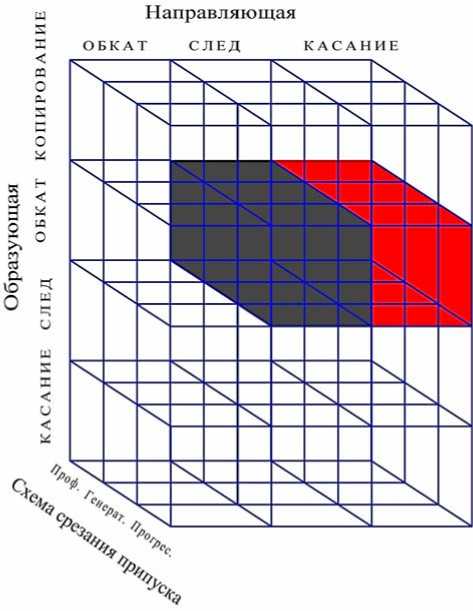
Рис. 4. Морфологическая матрица кодирования методов лезвийной обработки винтовых поверхностей
Выводы: на основе методики, использующей обобщенное математическое отображение схемы резания при обработке винтовой поверхности, описанной в [1], могут быть получены зависимости распределения толщины срезаемого слоя по длине режущей кромки, графическое отображение движения режущего лезвия, зависимости силы резания от подачи, скорости резания и других технологических параметров.
Список литературы Кинематический анализ методов обработки винтовых поверхностей
- Брусов, С.И. Комплексный анализ параметров лезвийной обработки винтовых поверхностей/С.И. Брусов, А.С. Тарапанов, Г.А. Харламов. -М.: Машиностроение-1, 2006. 128 с.
- Грановский, Г.И. Кинематика резания. -M.: Машгиз, 1948. 200 с.
- Цвис, Ю.В. Профилирование режущего обкатного инструмента. -М.: Машгиз, 1961. 154 с.
- Люкшин, В.С. Теория винтовых линий и поверхностей. -М.: Мосстанкин, 1963. 216 с.
- Коновалов, E.Е. Основы новых способов металлообработки. -Минск: Изд-во АН БССР, 1961. 286 с.
- Федотенок, А.А. Кинематическая структура металлорежущих станков. -М.: Машиностроение, 1970. 407 с.
- Лашнев, С.И. Проектирование режущей части инструмента с применением ЭВМ/С.И. Лашнев, М.И. Юликов. -М.: Машиностроение, 1980. 374 с.
- Харламов, Г.А. Теория проектирования процессов лезвийной обработки/Г.А. Харламов, А.С. Тарапанов. -М.: Машиностроение, 2003. 252 с.
