Классификация поверхностных дефектов основного металла трубопроводов по результатам комплексной диагностики

Автор: Алешин Николай Павлович, Скрынников Сергей Владимирович, Крысько Николай Владимирович, Щипаков Никита Андреевич, Кусый Андрей Геннадьевич
Журнал: Компьютерная оптика @computer-optics
Рубрика: Численные методы и анализ данных
Статья в выпуске: 1 т.47, 2023 года.
Бесплатный доступ
Рассмотрены вопросы классификации поверхностных эксплуатационных объемных и плоскостных дефектов по результатам комплексной диагностики ультразвуковым методом неразрушающего контроля с применением поверхностных волн Рэлея, генерируемых электромагнитно-акустическим преобразователем, и вихретокового метода. В работе представлены результаты отбора признаков с применением дисперсионного анализа (ANOVA) и алгоритма «экстра деревья» (Extra Trees Classifier), за счет чего выбран тип вихретокового преобразователя, оптимального для классификации поверхностных дефектов. Показана неоднозначность классификации поверхностных дефектов по амплитуде ультразвукового и вихретокового сигнала, а также фазе вихретокового сигнала по отдельности. Построены модели классификации поверхностных дефектов по типам объемный и плоскостной на основе статистических методов, таких как Байесовский вывод и теория Демпстера-Шафера. Оценена работоспособность построенных моделей классификации по таким метрикам, как коэффициент Жаккара и F1-мера.
Поверхностные дефекты, ультразвуковой контроль, вихретоковый контроль, комплексная диагностика, совместная оценка данных, машинное обучение, байесовский вывод, теория демпстера-шафера
Короткий адрес: https://sciup.org/140296255
IDR: 140296255 | DOI: 10.18287/2412-6179-CO-1185
Classification of surface defects in the base metal of pipelines based on complex diagnostics results
We discuss issues of classification of operational volumetric and planar surface defects based on the results of complex diagnostics by non-destructive ultrasonic sounding using Rayleigh surface waves generated by an electromagnetic-acoustic transducer and the eddy current method. The paper presents results of feature selection using a variance analysis (ANOVA) and an Extra Trees Classifier algorithm, making it possible to select an optimal eddy current transducer for surface defect classification. The classification of surface defects by the amplitude of ultrasonic and eddy current signals, as well as the phase of the eddy current signal separately is shown to be unambiguous. Models for classifying surface defects as being volumetric or planar are constructed based on statistical methods such as Bayesian inference and the Dempster-Schafer theory. The workability of the constructed classification models is evaluated using metrics such as the Jaccard coefficient and the F1-measure.
Текст научной статьи Классификация поверхностных дефектов основного металла трубопроводов по результатам комплексной диагностики
Сегодня в Российской Федерации существует и продолжает сооружаться большое количество объектов трубопроводного транспорта. Анализ материалов [1 –4] показывает, что на этих объектах среди эксплуатационных дефектов наибольшую часть составляют поверхностные коррозионные повреждения, возникающие под воздействием внешней среды. Такие дефекты можно разделить на плоскостные, например, стресс-коррозионные трещины, и объемные – местная коррозия (питинги, свищи и т.д.) [5]. Для обеспечения длительной безопасной эксплуатации оборудования, трубопроводов, других сооружений в настоящее время актуально развитие технологий диагностирования с применением комплекса методов неразрушающего контроля (НК), позволяющих производить классификацию данных дефектов в автоматическом режиме.
Для выявления поверхностных эксплуатационных дефектов трубопроводов применяют ряд физических методов НК, таких как вихретоковый (ВК) и ультразвуковой (УК) [6]. При этом возникает вопрос, может ли комплекс нескольких методов НК дать более надежные и достоверные результаты, чем каждый метод, применяемый по отдельности. С точки зрения based on complex diagnostics results. Computer 6179-CO-1185.
логики применение большего количества информации в процессе принятия решения приводит к принятию наиболее правильного решения. В данном случае по результатам работы комплекса методов НК происходит принятие решения о типе выявленного поверхностного дефекта, таком как плоскостной или объемный дефект, т.е. комплекс методов НК решает задачу классификации типов поверхностных дефектов.
Системы, которые позволяют производить классификацию данных неразрушающего контроля, называются классификаторами, которые основываются на двух основных подходах: статистические методы и методы на основе искусственного интеллекта (ИИ). Основными методами ИИ являются классификаторы на основе нечеткой логики [7], метода опорных векторов [8], деревьев решений [9], нейронных сетей [10] и т.д. Основными статистическими методами являются Байесовский вывод и теория Демпстера–Шафера [11]. Теория Демпстера–Шафера является обобщением частного случая теоремы Байеса, учитывающим вероятности составных гипотез как объединения множества независимых гипотез.
Модели объединения данных на основе статистических методов широко применяются в науке и технике [12]. Специализированные методы принятия решений на основе составных (а иногда и противоречивых) входных данных называют «слиянием данных» [13]. Сегодня принципы слияния данных уже применялись к задачам неразрушающего контроля в работах [14– 17]. В данной работе разрабатываются модели слияния данных УК и ВК на основе Байесовского вывода и теории Демпстера–Шафера для решения задачи классификации типов поверхностных эксплуатационных дефектов основного металла трубопроводов и рассматривается их работоспособность. Данные типы дефектов имеют различные степени опасности: трещины имеют высокую опасность, т.к. они имеют тенденцию к росту при циклических нагрузках, язвенная коррозия имеет низкую степень опасности, поэтому при диагностике её целесообразно классифицировать в автоматическом режиме. В работах [18, 19] показано, что только по результатам УК не удается произвести классификацию дефектов, поэтому необходимы модели совместной обработки данных результатов УК и ВК, которые не были найдены при анализе литературных данных.
1. Методика проведения исследований
Для исследования возможностей классификации поверхностных эксплуатационных дефектов основного металла трубопроводов был изготовлен ряд образцов, содержащих имитаторы поверхностных дефектов. Плоскостные поверхностные дефекты (трещины, коррозионное растрескивание под напряжением) имитировались поверхностными пазами, выполненными электроэрозионным способом, а объемные поверхностные дефекты (язвенная, питтинговая коррозия) – вертикальными сверлениями.
Данные образцы, как это показано в [18, 19], содержали сверления глубиной 5 мм и диаметрами 1; 1,5; 2; 2,5; 3; 3,5; 4; 4,5; 5; 7; 8,5; 10 мм; сверления диаметром 3 мм и глубинами 0,25; 0,4; 0,5; 0,75; 1,0; 1,2; 1,5; 2,0; 2,5; 3,0; 3,5; 4,0; 4,5; 5,0 мм; пазы раскрытием 0,15 мм и глубинами 0,1; 0,2; 0,3; 0,4; 0,5; 0,6; 0,7; 0,75; 1,0; 1,5; 2,0; 2,5; 3,0; 4,0 мм; пазы глубиной 0,5 мм и раскрытиями 0,15; 0,25; 0,5; 0,75; 1,0; 1,5 мм; пазы раскрытием 0,15 мм, глубиной 0,5 мм и углами наклона к поверхности образца 15°; 30°; 45°; 60°; 75°; 90°. Фотографии отдельных образцов с вертикальными сверлениями и электроэрозионными пазами представлены на рис. 1.
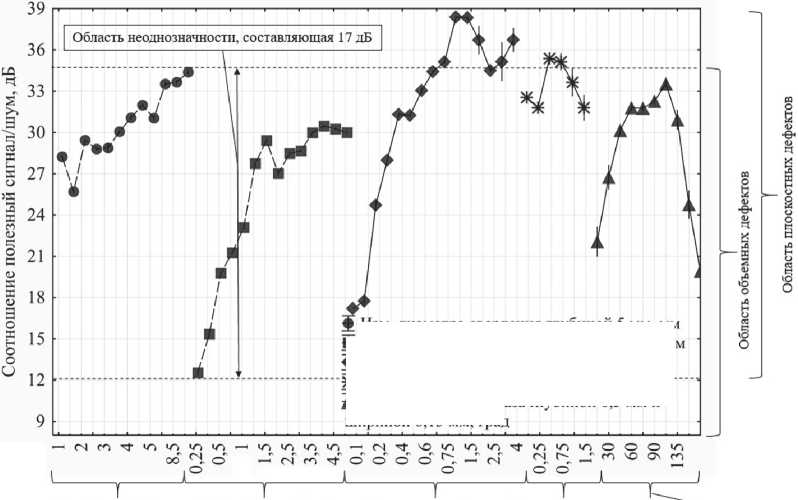
Ультразвуковые исследования выполнялись с использованием конфигурируемого блока дефектоскопической электроники Sonaflex [20], к которому был подключен бесконтактный электромагнитноакустический преобразователь (ЭМАП), излучающий Рэлеевские волны с центральной частотой 1 МГц. В качестве параметра, измеряемого при ультразвуковом контроле, выступала максимальная амплитуда эхо-сигнала, отраженного от дефекта. В данном случае время прихода эхо-сигнала, отраженного от поверхностного дефекта, не несет полезной информации, т.к. анализируется временная область, находящаяся в непосредственной близости от зондирующего импульса. Таким образом, классификация дефектов по типам (объемный или плоскостной) в случае ультразвукового контроля может быть проведена только по одному параметру – амплитуде ультразвукового эхо-сигнала (соотношение полезный сигнал /шум). Для оценки возможности классификации дефектов только по результатам ультразвукового контроля необходимо сопоставить значения амплитуд, полученных от сверлений и пазов различных размеров. Для этого все результаты измерений из [18, 19] были нанесены на график, который представлен на рис. 2.
б)
а)

Рис. 1. Фото образцов с поверхностными дефектами: а) электроэрозионными пазами, б) вертикальными
сверлениями
Как видно из рис. 2, первые две кривые слева принадлежат данным, полученным от вертикальных сверлений (имитаторов объемных дефектов), а оставшиеся три кривые – данным от пазов (имитаторов плоскостных дефектов). При этом несмотря на то, что амплитуды сигналов от пазов, в целом, выше амплитуд сигналов от сверлений, области амплитудных значений для них перекрывают друг друга приблизительно на 17 дБ. Таким образом, с учетом указанной зоны перекрытия невозможно однозначно классифицировать тип дефекта по амплитуде ультразвукового сигнала, следовательно, для успешной классификации типов поверхностных дефектов необходимо комбинировать УК с другими методами контроля.
Одним из основных методов НК, позволяющих выявлять поверхностные эксплуатационные дефекты, результаты которого можно комбинировать с УК, является вихретоковый метод. ВК осуществляется с применением различных типов вихретоковых преобразователей (ВТП), которые классифицируются по типу преобразования параметров объекта контроля в выходной сигнал на параметрические и трансформаторные, а также по способу получения информации об объекте контроля на абсолютные и дифференциальные [21]. В параметрических ВТП для возбуждения и измерения используется одна катушка, а в трансформаторных – не менее двух. Параметрические
ВТП более просты в изготовлении, но трансформаторные ВТП более устойчивы к влияниям внешних факторов. В абсолютных ВТП обычно используется одна измерительная обмотка, абсолютные значения сигнала которой считываются при измерениях. В дифференциальных ВТП используются две измерительные катушки, и при измерениях считывается разница между значениями сигналов от них. Дифференциальные ВТП более устойчивы к изменению зазора и других внешних факторов [22].
3 мм, мм мм, мм
0,15 мм,0
мм, мм
Рис. 2. Обобщенные результаты всех ультразвуковых измерений [19]
I Ьменение диаметра I Гзменение глубины сверления глубиной 5 сверления диаметром
Изменение ширины Изменение угла наклона паза паза глубиной 0,5 глубиной 0,5 мм и шириной
Изменение глубины паза шириной 0,15 мм, мм
Изм. диаметра сверления глубиной 5 мм, мм ( Изм. глубины сверления диаметром 3 мм, мг $ Изм. глубины паза шириной 0,15 мм, мм 8 Изм.тпргтыпаза глубиной"0,5 мм,'Мм 1 Изм. угла наклона паза глубиной 0,5 мм и шириной 0,15 мм, град
2. Выбор вихретокового преобразователя
Так как существует 4 основных типа ВТП: параметрический абсолютный (ПА), параметрический дифференциальный (ПД), трансформаторный абсолютный (ТА) и трансформаторный дифференциальный (ТД) – в данной работе определялся оптимальный ВТП, наилучшим образом подходящий для определения типов поверхностных дефектов (плоскостные и объемные). Вихретоковые измерения производились с применением четырех ВТП карандашного типа фирмы Olympus, характеристики которых представлены в табл. 1.
Табл. 1. Параметры используемых ВТП
|
№ |
Тип ВТП |
Шифр |
Диапазон рабочих частот |
|
1 |
Параметрический абсолютный |
U8623152 |
100 кГц –500 кГц |
|
2 |
Параметрический дифференциальный |
U8623150 |
500 кГц –2 МГц |
|
3 |
Трансформаторный абсолютный |
U8623170 |
100 кГц – 1 МГц |
|
4 |
Трансформаторный дифференциальный |
U8623173 |
500 кГц –3 МГц |
При вихретоковом контроле сигнал от дефекта отображается на комплексной плоскости, при этом измеряется не только амплитуда, а также и фаза регистрируемого сигнала. По результатам вихретоковых измерений, проведенных на изготовленных образцах с поверхностными дефектами, были получены значения амплитуды и фазы вихретоковых сигналов от искусственных дефектов на образцах для каждого из четырех ВТП. На основе проведенных измерений была сформирована выборка, представляемая в виде таблицы, содержащей 9 столбцов, а именно значение амплитуды и фазы вихретокого сигнала для каждого из четырех ВТП и 9-й столбец – тип дефекта: объемный или плоскостной. Всего было произведено 269 измерений.
Для выбора ВТП, оптимального для классификации поверхностных дефектов, оценивалось: какие амплитуда и фаза сигнала рассматриваемых ВТП из данной выборки имеют наибольшие идентификационные признаки для классификации поверхностных дефектов с использованием дисперсионного анализа (ANOVA) и отбора признаков с применением алгоритма «экстра деревья» (Extra Trees Classifier). В дисперсионном анализе (ANOVA) вычисляются значения коэффициента Фишера для имеющихся параметров (в нашем случае это амплитуда и фаза различных ВТП), и за оптимальные принимаются параметры с максимальными значениями коэффициента Фишера [23]. Помимо этого, на исследуемой выборке проводился отбор признаков с применением алгоритма «экстра деревья» (Extra Trees Classifier), где определялся параметр степени влияния на возможность классификации дефектов амплитуд и фаз сигналов, полученных ВТП различного типа. Результаты от- бора признаков для выбора оптимального ВТП представлены в табл. 2.
Табл. 2. Результаты отбора признаков для выбора оптимального ВТП
|
Тип ВТП |
Параметр сигнала |
Коэффициент Фишера (ANOVA) |
Параметр степени влияния (Extra Trees Classifier) |
|
Параметрический |
Амплитуда |
657,7 |
0,146 |
|
абсолютный |
Фаза |
245,7 |
0,059 |
|
Параметрический |
Амплитуда |
452,2 |
0,051 |
|
дифференциальный |
Фаза |
1052,5 |
0,12 |
|
Трансформаторный |
Амплитуда |
442,3 |
0,078 |
|
абсолютный |
Фаза |
1073,2 |
0,155 |
|
Трансформаторный |
Амплитуда |
534,3 |
0,159 |
|
дифференциальный |
Фаза |
759,3 |
0,129 |
Как видно из табл. 2, если суммарно оценивать значения критериев для амплитуды и фазы определенного типа ВТП, то наибольшие значения имеют: трансформаторный абсолютный по критерию Фишера и трансформаторный дифференциальный ВТП по параметру степени влияния. В итоге был выбран трансформаторный дифференциальный ВТП, т.к. он имеет меньшую чувствительность к зазору и другим внешним факторам.
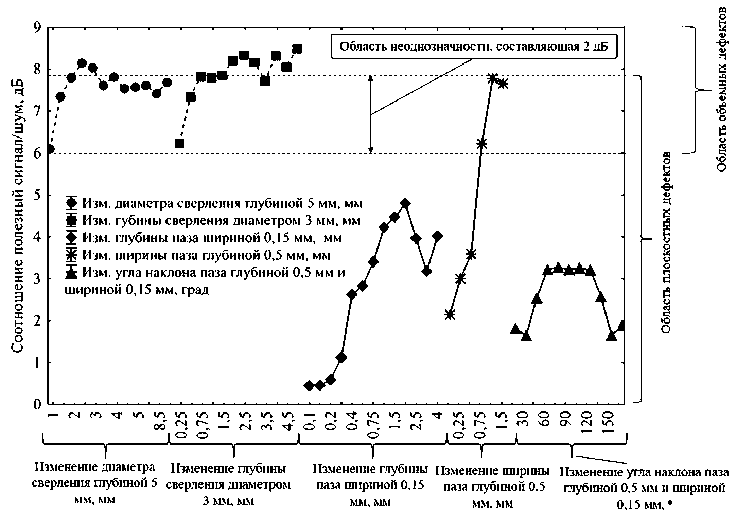
Для определения возможности классификации плоскостных и объемных поверхностных дефектов ВК по отдельности все результаты измерений с использованием трансформаторного ВТП были нанесены на графики, которые представлены на рис. 6.
а)
б)
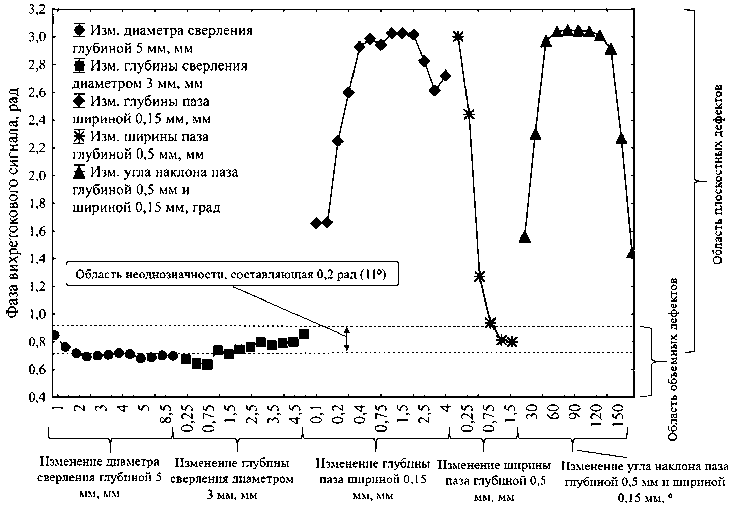
Рис. 3. Обобщенные результаты по всем вихретоковым измерениям для значений амплитуды – а) и фазы – б)
Как видно из рис. 3 а и 3 б , первые две кривые слева принадлежат данным, полученным от вертикальных сверлений (имитаторов объемных дефектов), а оставшиеся три кривые – данным от пазов (имитаторов плоскостных дефектов). При этом как для значений амплитуды, так и для значений фазы присутствуют зоны перекрытия значений, получаемых от объемных и плоскостных дефектов на 2 дБ и 0,2 рад (11⁰) соответственно. При ВК неоднозначность по определению типа дефекта значительно меньше, чем при УК, но при ВК значительно выше вероятность появления ложных сигналов, связанная с тем, что при изменении зазора между ВТП и объектом контроля на комплексной плоскости возникает кривая отрыва по фазе, близкой к сигналу от объемного дефекта, изменения относительной магнитной проницаемости ферромагнитного материала на комплексной плоскости отображаются по фазе, близкой к сигналу от поверхностного дефекта. Примеры данных ложных сигналов при ВТП представлены в работе [24]. Таким образом, с учетом указанных зон перекрытия и наличия ложных сигналов при ВК невозможно однозначно классифицировать тип дефекта по амплитуде и фазе, и для успешной классификации необходимо комбинировать ВК с другими методами контроля.
3. Подготовка данных
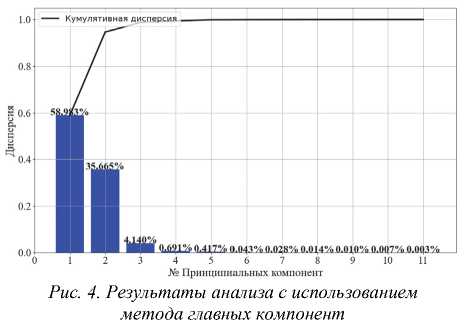
В результате ультразвукового и вихретокового контроля на образцах с плоскостными и объемными дефектами была сформирована выборка, представляемая в виде таблицы, содержащей 10 столбцов, а именно: амплитуда ультразвукового сигнала для ЭМАП, амплитуды и фазы вихретокого сигнала для каждого из четырех ВТП и 10-й столбец – тип дефекта: объемный или плоскостной. Помимо того, что был выбран оптимальный ВТП, для данной выборки был произведен анализ с использованием метода главных компонент (PCA). Метод главных компонент (PCA) представляет собой ортогональное линейное преобразование, которое отображает данные из исходного пространства признаков в новое пространство меньшей размерности. При этом первая ось новой системы координат строится таким образом, чтобы дисперсия данных вдоль неё была бы максимальна. Вторая ось строится ортогонально первой так, чтобы дисперсия данных вдоль неё была бы максимальной из оставшихся возможных и т.д. В новом пространстве признаков меньшей размерности дисперсия между осями будет перераспределена так, чтобы максимизировать дисперсию по каждой из них [25]. Результаты анализа с применением метода главных компонент (PCA) показаны на рис. 4.
Как видно из рис. 4, основная дисперсия (98,8 %) содержится в первых трех принципиальных компонентах, т.е. исходное пространство можно разложить в базисе трех принципиальных компонент без существенной потери дисперсии.
В случае совместного анализа данных УК и ВК имеется три числовых входных параметра, а именно амплитуда, полученная при УК; амплитуда, полученная при ВК, и фаза, полученная при ВК. На рис. 5 представлено распределение полученных при измерениях данных в пространстве трех указанных параметров.
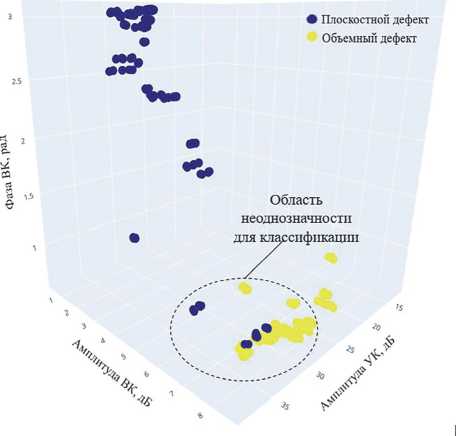
Рис. 5. Входные параметры при совместном анализе данных УК и ВК для классификации поверхностных дефектов
Как видно из рис. 2,3,5, не удается однозначно интерпретировать тип эксплуатационного поверхностного дефекта (объемный или плоскостной) по трем параметрам, а именно: амплитуда, полученная при УК; амплитуда, полученная при ВК, и фаза, полученная при ВК, поэтому необходимы модели на основе статистических методов, таких как Байесовский вывод и теория Демпстера–Шафера.
4. Описание моделей классификации
При построении модели классификации на основе Байесовского вывода были установлены следующие гипотезы: данные принадлежат классу «Плоскостной дефект»: {П}; данные принадлежат классу «Объем- ный дефект»: {О}. Принятие решения о принадлежности данных к определенному классу (гипотезе) происходит по максимальному значению вероятности принадлежности к классу в случае заданных параметров неразрушающего контроля, которая вычисляется по формуле Байеса [11]:
P ( hi\ S УК , S ВК.а , S ВК.ф ) —
P ( S УК , S ВК.а , S ВК.ф I h i ) ' P ( h i ) P ( S УК , S ВК.а , S ВК.ф )
где h i – гипотеза, которая принимает значения {П} или {О};
S УК , S BK.а , S BK.ф – измеренные значения параметров неразрушающего контроля, а именно амплитуда, полученная при УК; амплитуда, полученная при ВК, и фаза, полученная при ВК соответственно.
P ( S УК , S BK.а , S BK.ф | h i ) – вероятность получения значений параметров неразрушающего контроля при известном типе дефекта. Так как Байесовский вывод подразумевает независимость распределений случайных величин всех параметров, то P ( S УК , S BK.а , S BK.ф | h i ) может быть вычислена как произведение вероятностей P ( S j | h i ), которые, в свою очередь, вычисляются как правдоподобия нормального распределения с параметрами математического ожидания и среднеквадратичного отклонения, вычисляемых по обучающим выборкам для каждого параметра и каждого типа дефектов.
Вычисление знаменателя P ( S УК , S BK.а , S BK.ф ) в формуле (1) опускается, т.к. он будет одинаковым для обеих гипотез и не несет дополнительной информации для сравнения вероятностей их появления при известных параметрах неразрушающего контроля.
P ( h i ) – априорная вероятность принадлежности данных к определенному типу дефекта, которая вычисляется по обучающей выборке для обеих гипотез как отношение количества всех измерений, принадлежащих к определенному типу, к общему количеству измерений.
При построении модели классификации на основе теории Демпстера–Шафера были установлены следующие предположения: П – плоскостной дефект, О – объемный дефект. На основе данных предположений была построена система распознания 9 = {{П},{О}}. Согласно теории Демпстера-Шафера, гипотезами в модели классификации являются подмножества системы распознания [26], а именно 2 9 ={ 0 , {П}, {О}, {ПилиО}}.
Согласно теории Демпстера–Шафера каждому подмножеству системы распознания присваиваются массы m ( ■ ), удовлетворяющие следующим свойствам:
m : 2" > [ 0,1 ] ; m ( 0 ) — 0; S m ( X ) — 1. (2)
X С0
В разработанной модели присвоение масс происходило следующим образом: на обучающей выборке были определены диапазоны максимальных и минимальных значений параметров амплитуды УК, амплитуды ВК и фазы ВК для объемных и плоскостных дефектов. После чего производилось определение, к какой гипотезе относятся данные, следующим образом: если значение параметра НК X находится в диапазоне min({П}) Далее производилось присвоение численных значений масс для каждой гипотезы следующим образом: если данные принадлежат к одному классу {О}/{П}, то массовые вероятности принимаются равными mi ({П}) = mi ({О}) = 0,4, mi ({П или О}) =0,6 (данные значения определены экспериментально, при которых классификатор работает наилучшим образом согласно коэффициенту Жаккара и F1-мере). Если данные принадлежат к обоим классам ({П или О}), то массовая вероятность принимается равной mi ({П или О})= 1. Если данные не принадлежат никакому классу, то массовая вероятность принимается равной mi({0}) = 0. Общая схема присвоения масс представлена на рис. 6. maz({0}) L {0} тах({П}) min({0}) - [П или 0} min({n}) - Ш) т;({П}) = т;({0}) = 0.4 т, ({П или 0}) = 0.6 —►mj({n или О}) = 1 т;({П}) = т;({0}) = 0.4 т,({П или 0}) = 0.6 Рис. 6. Схема присвоения масс Далее выполнялось вычисление итоговых масс по правилу комбинирования данных Демпстера [27] согласно (3). SXinXj— Zm( X)m 2 (Xj) m( )—1 -SXnXj—0mi(X.)m2(Xj) Принятие гипотез осуществлялось по следующему принципу: – Если максимальную массу имеют гипотезы, не учитывающие неоднозначность, а именно {П} или {О}, то принимается та гипотеза, у которой больше функция доверия Bel (X) (в данном случае она совпадает с массой), которая определяется следующим образом [26]: Bel :2® ^[0,1]; Bel(X)— S m(X). XiC X – Если максимальную массу имеет гипотеза с неоднозначностью, а именно {П или О}, то рассчитывается значение функции FSV по формуле (4). sd({П})х sd({O}) sd ({П и О}) , где sd (■) - среднеквадратическое отклонение. После чего выбирается параметр a с наименьшим значением функции FSV и вычисляется модуль разности dj между значением a и средним значением ā для всех гипотез, по формуле (5). dj = |ay -j. (5) В итоге принимается гипотеза с наименьшим значением d.
5. Оценка работоспособности моделей Для обучения и проверки работоспособности моделей классификации применялась кросс-валидация, при которой производились 4 итерации, где все данные, полученные при измерениях, были разделены на 5 различных обучающих и тестовых выборок, составивших 215 и 54 элемента соответственно. Работоспособность моделей классификации определялась по средним арифметическим для всех итераций кросс-валидации таких метрик, как коэффициент Жаккара и F1-мера. Коэффициент Жаккара является бинарной мерой сходства и вычисляется по формуле (6) [27]. Упy J (У, У )=-----q> (6) У ^ y где | у п у | - количество результатов, принадлежащих к обоим множествам, | у и у | - общее количество результатов. Коэффициент Жаккара не учитывает ошибки первого и второго рода (ложноположительное и ложноотрицательное соответственно), поэтому, помимо коэффициента Жаккара, вычислялись точность (precision), полнота (recall) и F1-мера. Для их вычисления строится таблица контингентности (табл. 3). Табл. 3. Таблица контингентности Категория Экспертная оценка Плоскостной Объемный Оценка модели Плоскостной истинноположительное (TP) ложноположительное (FP) Объемный ложноотрицательное (FN) истинноотрицательное (TN) Далее вычисляются значения точности и полноты по формулам (15), (16) [27]. Точность показывает долю результатов, которые модель правильно отнесла к выбранному классу относительно всех результатов, которые модель отнесла к этому классу. Полнота показывает долю результатов, которые модель отнесла к выбранному классу из всех результатов этого класса. £ TP Precision = —----—---, £ TP + £ FP Recall = £ TP £ TP + £ FN' Значение F1-меры представляет собой совместную оценку точности и полноты и вычисляется по формуле (9) [27]. 2 ■ Precision ■ Recall F1 =---------------- Precision + Recall Результаты тестирования моделей представлены в табл. 4. Табл. 4. Результаты тестирования моделей Модели на основе Средний коэффициент Жаккара, % Средняя точность (Precision), % Средняя полнота (Recall), % Средняя F1 – Мера, % Байесовского вывода 96,1 96,08 96,47 96,05 теории Демпстера– Шафера 96,29 96,25 96,69 96,25 Как видно из табл. 3, модель, основанная на теории Демпстера–Шафера, показывает лучшие результаты, чем модель на основе Байесовского вывода, но в целом обе модели показали высокую достоверность (около 96 %) по всем применяемым метрикам. Заключение 1. С использованием дисперсионного анализа (ANOVA) и отбора признаков алгоритмом «экстра деревья» (Extra Trees Classifier) произведен выбор типа вихретокового преобразователя, оптимального для классификации поверхностных дефектов на типы – объемный и плоскостной. Показана неоднозначность классификации поверхностных дефектов по амплитуде ультразвукового и вихретокового сигнала, а также по фазе вихретоквого сигнала по отдельности, которая составляет 17 дБ, 2 дБ и 0,2 рад (11⁰) соответственно. 2. Произведен анализ полученных данных с применением метода главных компонент (PCA), по результатам которого определено, что основная дисперсия (98,8 %) содержится в первых трех принципиальных компонентах. 3. Построены модели классификации поверхностных дефектов по типам (объемный и плоскостной) на основе статистических методов, таких как Байесовский вывод и теория Демпстера–Шафера. Для обучения и проверки работоспособности построенных моделей классификации применялась кросс-валидация, при которой производились 4 итерации, где все данные, полученные при измерениях, были разделены на 5 различных обучающих и тестовых выборок, составивших 215 и 54 элемента соответственно. Работоспособность построенных моделей классификации определялась по средним арифметическим для всех итераций кросс-валидации таких метрик, как коэффициент Жаккара и F1-мера. 4. Определено, что модель, основанная на теории Демпстера–Шафера, показывает лучшие результаты, чем модель на основе Байесовского вывода, но в це- Исследование выполнено за счет гранта Российского научного фонда № 22-29-00524,
Список литературы Классификация поверхностных дефектов основного металла трубопроводов по результатам комплексной диагностики
- Davydova DG. Defects in process pipelines: typology, assessment of the impact on operation [In Russian]. Prom-bezopasnost-Priuralye 2012; 8: 24-28.
- Yerekhinsky BA, Maslakov SV, Shustov NI, Mitrofanov AV, Baryshov SN,ZaryaevMYu, Kravtsov AV, Yegorov SV. Cracking of metal housings of Christmas-tree gate valves of northern fields gas producers [In Russian]. Territory "Neftegaz" 2014; 2: 31-36.
- Safina IS, Kauzova PA, Gushchin DA. Assessment of the technical condition of vertical steel tanks [In Russian]. TekhNadzor 2016; 3(112): 39-42.
- Butusov DS, Egorov SI, Zavyalov AP, Lyapichev DM. Stress corrosion cracking of gas pipelines: Textbook [In Russian]. Moscow: Publishing Center of the Russian State University of Oil and Gas named after I.M. Gubkin; 2015.
- Kalinichenko NP, Vasiliev MA. Atlas of defects in welded joints and base metal: teaching aid [In Russian]. Tomsk: Publishing House of Tomsk Polytechnic University; 2006. ISBN: 978-5-98298-908-6.
- Aleshin NP. Physical methods of non-destructive testing of welded joints: textbook [In Russian]. 2nd ed., revised. Moscow: "Innovative Engineering" Publisher; 2019. ISBN: 978-5-94275-695-6.
- Kuncheva LI. Fuzzy classifier design. Heidelberg: Springer-Verlag; 2000. DOI: 10.1007/978-3-7908-1850-5.
- Fung G, Mangasarian O. Proximal Support vector machine classifiers. Mach Learn 2005; 59(1-2): 77-97.
- Quinlan JR. Induction of decision trees. Mach Learn 1986; 1: 81-106. D0I:10.1007/BF00116251.
- Minsky M, Papert SA. Perceptrons: An introduction to computational geometry. The MIT Press; 2017. DOI: 10.7551/mitpress/11301.001.0001.
- Challa, S, Koks D. Bayesian and Dempster-Shafer fusion. Sadhana 2004; 29: 145-176. DOI: 10.1007/BF02703729.
- Meyer SL. Data analysis for scientists and engineers. Peer Management Consultants Ltd; 1992. ISBN: 978-09635027-0-4.
- Hall DL. Mathematical techniques in multisensor data fusion. Artech Print on Demand; 2004. ISBN: 978-1-58053-335-5.
- Gros XE. NDT data fusion. London: U.K.: Arnold; 1997. ISBN: 978-0340676486.
- Gros XE. Applications of NDT data fusion. New York: Springer; 2001. ISBN: 978-0-7923-7412-1.
- Dromigny A, Zhu YM. Improving the dynamic range of real-time X-ray imaging systems via Bayesian fusion. J Nondestr Eval 1997; 16: 147-160. DOI: 10.1023/A:1022606310811
- Aleshin NP, Skrynnikov SV, Krysko NV, Shchipakov NA, Kusy AG. Approaches to weld quality assurance in gas pipelines based on an integrated analysis of data obtained by various non-destructive test methods [In Russian]. GAS Industry of Russia 2021; S3(823): 28-32.
- Aleshin NP, Krysko NV, Kusyy AG, Skrynnikov SV, Mo-gilner LY. Investigating the detectability of surface volumetric defects in ultrasonic testing with the use of rayleigh waves generated by an electromagnetic-acoustic transducer [In Russian]. Russian Journal of Nondestructive Testing 2021; 57 (5): 361-368. DOI: 10.31857/S0130308221050031.
- Aleshin NP, Krysko NV, Skrynnikov SV, Kusyy AG. Studying detectability of plane surface defects by ultrasonic method using Rayleigh waves [In Russian]. Russian Journal of Nondestructive Testing 2021; 57 (6): 446-454. DOI: 10.31857/S0130308221060038.
- SONAFLEX multipurpose test electronics unit. Source: (https://nordinkraft.de/sonatlex/).
- Shubochkin AE. Development and current state of the eddy current method of non-destructive testing: monograph [In Russian]. Moscow: "Spectrum" Publishing house; 2014. ISBN: 978-5-4442-0075-9.
- Wright M. Eddy current testing technology. Waterloo: Eclipce Scientific; 2015. ISBN: 978-0-9917095-6-4.
- Barker TB, Milivojevich A. Quality by experimental design. CRC Press; 2016. ISBN: 9781032098050.
- Aleshin NP, Krysko NV, Kirikov AV. Development of a flaw detector robot combining inspection methods with the use of digital technologies [In Russian]. Proc XIII All-Russian Conf on Testing and Research of the Properties of Materials "TestMat" 2021: 144-156.
- Murphy KP. Machine learning: A probabilistic perspective. MIT Press Publisher; 2012. ISBN: 978-0262018029.
- Chen Q, Whitbrook A, Aickelin U, Roadknight C. Data classification using the Dempster-Shafer method. J Exp Theor Artif Intell 2014; 26(4): 493-517. DOI: 10.1080/0952813X.2014.886301.
- Powers DMW. Evaluation: From precision, recall and f-measure to ROC, informedness, markedness & correlation. J Mach Learn Res 2011; 2(1): 37-63.
