Классификатор технологической оснастки как средство повышения эффективности процесса проектирования

Автор: Лебедев Анатолий Валерьевич, Кочергин Виктор Иванович, Павлов Павел Юрьевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Актуальные проблемы машиностроения
Статья в выпуске: 2-4 т.17, 2015 года.
Бесплатный доступ
Целью данной работы является совершенствование процессов проектирования шаблонной оснастки в условиях авиационного производства за счет разработки комплекса средств поддержки проектных решений, основанного на принципах классификации. В настоящее время процесс проектирования электронных моделей шаблонной оснастки осуществляется инженером - конструктором в так называемом «ручном» режиме, что является довольно сложным и трудоемким процессом.
Классификатор, шаблонная оснастка, технологическая подготовка производства, воздушное судно
Короткий адрес: https://sciup.org/148203668
IDR: 148203668 | УДК: 658.512.22:004.9
Industrial equipment classifier as means of increasing the effectiveness of design process
The purpose of this work is perfecting the design processes of template equipment in the conditions of aircraft production due to the development of complex means for support the design decisions based on the principles of classification. Now design process of electronic models of template equipment is carried out by design engineer in the so-called "manual" mode that is quite complex and labor-intensive process.
Текст научной статьи Классификатор технологической оснастки как средство повышения эффективности процесса проектирования
Задачей настоящей работы является максимальная систематизация и снижение затрат на технологическую подготовку многономенклатурного авиационного производства за счет комплексного повышения эффективности уже существующих и внедрению новых средств поддержки процессов проектирования. Из всего многообразия технологических процессов изготовления и сборки летательных аппаратов выделяются заготовительно-штамповочные работы, как работы, занимающие значительную часть общего объема работ по производству деталей самолета. Листовые и профильные детали находят широкое применение при изготовлении элементов силового каркаса воздушных судов. При изготовлении различных элементов каркаса (шпангоутов, нервюр, лонжеронов, стрингеров и т. д.) в качестве источника формы и размеров используются жесткие металлические шаблоны. Несмотря на то, что в настоящее время в самолетостроении плазово-шаблонный метод производства вытесняется цифровыми технологиями, в заготовительно-штамповочном производстве (ЗШП) шаблоны продолжают использоваться, и, следовательно, продолжают существовать недостатки присущие этому методу увязки формы и размеров:
-
• длительные сроки технологической подготовки производства;
-
• большие затраты на проектирование и изготовление технологического оснащения;
-
• большие объемы работ по изготовлению плазово-шаблонного инструментария.

Рис. 1. Схема конструкторско-технологической подготовки производства
Учитывая, что в среднем на одно воздушное судно (ВС) требуется несколько сотен тысяч единиц шаблонной оснастки различной номенклатуры (рис. 2), возникает необходимость в создании комплекса средств поддержки процесса проектирования шаблонной оснастки для уменьшения трудоёмкости и сроков ТПП, а также повышения качества проектных решений.
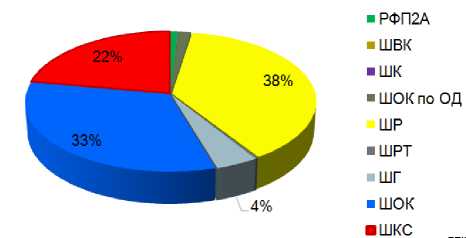
Рис. 2. Процентное соотношение изготавливаемой шаблонной оснастки по типам
Для облегчения процесса создания комплекса средств поддержки процесса проектирования шаблонной оснастки в первую очередь необходимо классифицировать и сгруппировать имеющиеся типы шаблонной и объемной оснастки ЗШП. Поэтому сформулирована задача разработки классификатора технологической оснастки ЗШП, удовлетворяющего требованиям ISO 9001 и ЕСТД, призванному облегчить процесс разработки программного обеспечения, нацеленного на автоматизацию проектных процедур.
Постановка проблематики исследования. При проектировании технологической оснастки (рис. 3) для изготовления деталей пла-зово-шаблонным методом инженер-конструктор руководствуется различными нормативными документами – ГОСТами, СТП, техническими условиями (ТУ), инструкциями, где жёстко заданы параметры разрабатываемых инженерных решений. Например, стандарт предприятия, регламентирующий проектирование шаблонов обрезки и кондукторов (ШОК), содержит ряд требований зависящих от нескольких параметров изготавливаемых деталей. Так как большинство конструкций оснастки типизировано, весь процесс разработки хорошо формализуется. При этом конструктор фактически действует по определённому алгоритму. Однако действия, поддающиеся формализации, экономически выгоднее возложить на ЭВМ, освободив конструктора для решения более сложных задач. При этом конструктор будет лишь менять входные данные шаблона, а само проектирование 3D-модели оснастки будет происходить в автоматизированном режиме в интерактивной среде САПР.
На сегодняшний момент одним из узких мест проектирования и изготовления шаблонной оснастки является нормативно-техническая и организационная документация (НТОД): стандарты (государственные, отраслевые, предприятия), инструкции, положения, директивы и т.п., основными недостатками которой можно считать:
-
• моральное устаревание (большинство документов имеют редакцию времен СССР);
-
• отсутствие адаптации под современные средства информационных технологий;
-
• неоднозначность, порою противоречивость, процесса проектирования оснастки с точки зрения стандартов и технологических инструкций;
-
• отсутствие классификации шаблонов по • отсутствие классификации элементов
подтипам. Имеется только общий, поверхност- шаблонной оснастки.
ный классификатор видов шаблонов;
ТИ, СТП, нормативные
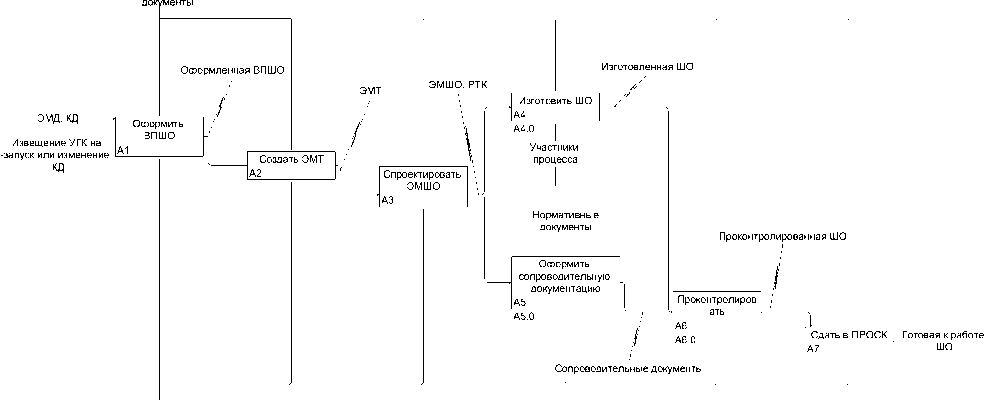
Рис. 3. Процесс изготовление шаблонной оснастки
Участники процесса
По результатам анализа НТОД [3-5] ЗАО «Авиастар-СП» выявлены следующие элементы шаблонной оснастки, структурированные по принципу принадлежности:
-
1. Риска.
-
1.1. Установочная линия;
-
1.2. Риска рабочего контура;
-
1.3. Риска начала гиба (конца гиба);
-
1.4. Риска подсечек; ....
-
-
2. Отверстия:
-
2.1. Базовые (БО);
-
2.2. Направляющие (НО);
-
2.3. Сборочные (СО);
-
2.4. Контрольно-фиксирующие (КФО);
-
2.8 Инструментальные отверстия (ИО).
-
-
3. Рабочий контур (комплексный элемент):
-
3.1. Рабочая зона (площадь);
-
3.2. Пластины;
-
3.3. Отверстия (по принадлежности к типу); ....
-
-
4. Добавок (комплексный элемент):
-
4.1. Площадь для информации/усиления;
-
4.2. Окна под струбцины;
-
4.3. Смотровые окна;
-
4.4. Перемычки;
-
-
5. Технологическая информация:
-
5.1. Специальная (наносится только на рабочий контур).
-
5.2. Общая (Наноситься на добавок).
-
На большей части шаблонов имеется специфический элемент – добавок [2], который можно представить как комплексный элемент. Ниже раскрыта его конструктивная составляющая для всех типов шаблонов.
....
На рис. 4 представлен эскиз ШОК [2], применяемый для изготовления профильных деталей и составляющий до 40% всей номенклатуры изготавливаемых шаблонов. На эскизе графически показаны составляющие его простые и комплексные элементы. Следует отметить, что приведенная выше структура является общей для всех видов шаблонов, однако не все описанные элементы могут входить в конкретный шаблон.
Основные положения разрабатываемого классификации оснастки. Классификатор построен по смешанному методу, основанному на дедуктивном логическом делении классифицируемого множества. Этим достигается конкретизация признаков классификации оснастки на каждой последующей ступени классификации. Разработка Классификатора основана на следующих логических правилах[10]:
-
- деление множества оснастки на классификационные группировки произведено на каждой ступени классификации по одному и тому же признаку или их сочетаниям;
-
- на каждой ступени классификации исчерпывается объем делимого множества;
-
- деление множества произведено последовательно, однако имеются пропуски очередн-ой (-ых) ступеней классификации в тех случаях, когда оснастка не имеет признака классификации удовлетворяющего данной ступени.
Для того чтобы при классификации исчерпывался объем делимого множества, в классификаторе предусмотрена классификационная группировка под наименованием «Элементы». Эти группировки, как правило, использованы на последних стадиях классификации. К группировкам «Элементы» относятся составные, структурированные по конструкторско-технологи- ческим признакам, элементы оснастки. В связи с тем, что их наличие или отсутствие обусловлено конкретным типом детали, открывать для них новые группировки признано нецелесообразным из-за возможного огромного количества вариаций. Все множество оснастки разделено в Классификаторе на следующие группы классов: Рабочая и Контрольная (рис. 5).
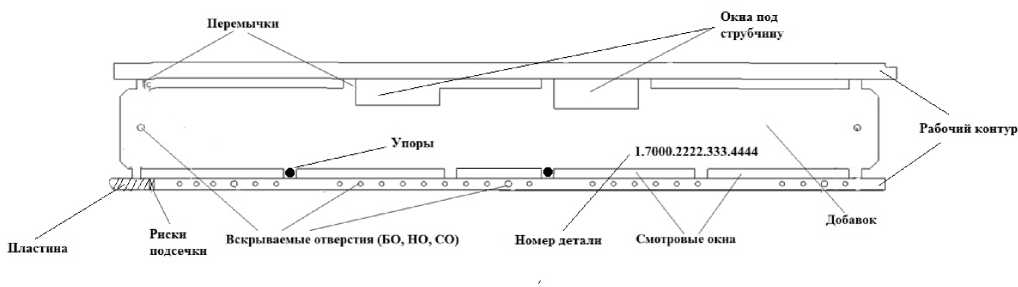
Рис. 4. Элементы ШОК
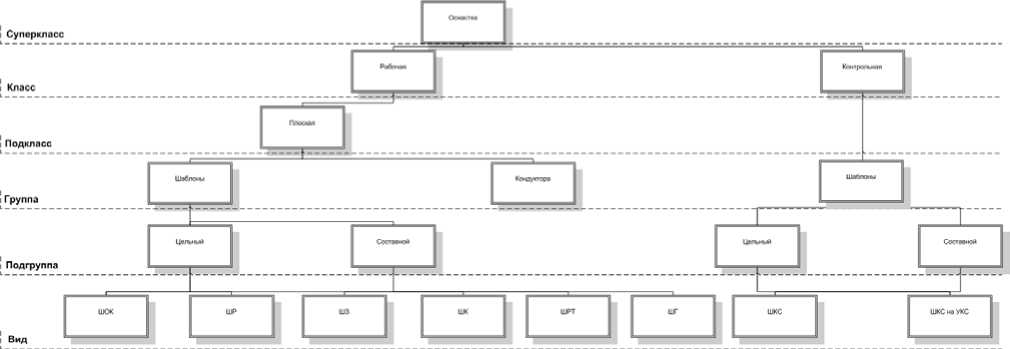
Рис. 5. Верхние уровни классификатора
На первом уровне классификации при формировании классов «Рабочая оснастка» и «Контрольная оснастка» использован функциональный признак. Этот признак дает представление об оснастке и отличает ее от других изделий классов. Наименования, присвоенные классам по этому признаку, непосредственно отражают номенклатуру включенных в них типов оснастки. Наиболее общие признаки, использованные на верхних уровнях классификации, конкретизируются на последующих уровнях. В первых двух классах «Рабочая оснастка» и «Контрольная оснастка» на первом уровне классификации применен признак «функциональный», который является наиболее объективным, стабильным, раскрывающим существенные характеристики детали независимо от ее геометрической формы и принадлежности к другим изделиям. Далее множество изделий классов по функциональному признаку подразделяется на подклассы классифицирующиеся по геометрической форме:
-
1. Рабочая оснастка:
-
1.1. Плоская.
-
1.2. Условно - плоская.
-
1.3. Объемная.
-
-
2. Контрольная оснастка:
-
2.1 Плоская.
-
2.2 . Объемная
-
Признак «геометрическая форма» конкретизируется на последующих уровнях классификации по следующим признакам: параметрический, конструктивный и наименование оснастки. Каждый подкласс состоит из нескольких групп, каждая группа – из подгрупп, подгруппа включает в себя несколько видов, вид – множество подвидов, подвид определен несколькими типами, каждый тип состоит из группы комплексных элементов (рис. 6).
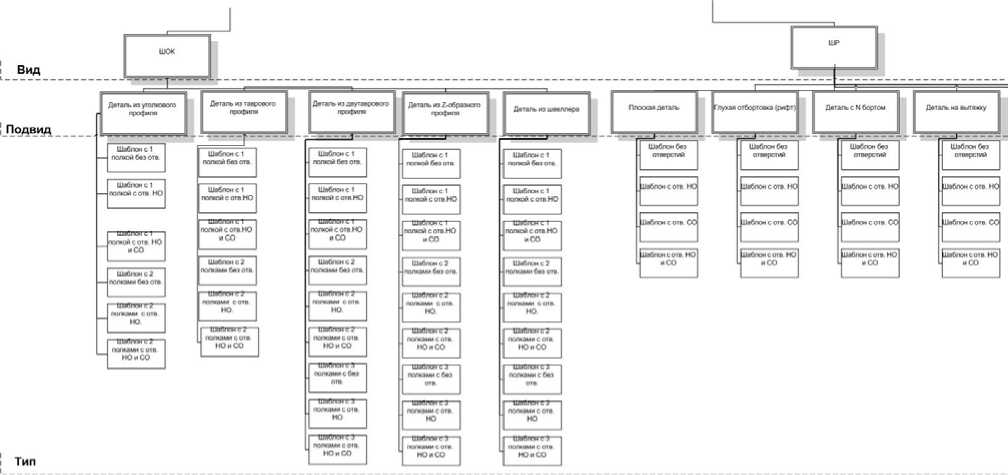
Рис. 6. Детализация нижних уровней классификатора
ПШО
|
Плоская оснастка ► |
□ |
Развертка ► |
|
Об'емная оснастка |
Без развертки ► |
|
|
Настройка... |
||
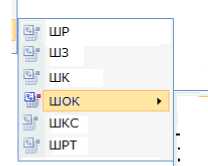
Рис. 7. Контекстное меню классификатора в UG NX
|
L |
Уголок |
|
|
J_ |
Тавр |
|
|
“Г" |
Двутавр |
|
|
U |
Швеллер |
|
|
"L |
Z-профиль |
|
|
л |
Литье |
|
Фрезерованный |
|
|
Цельной ► |
Без подсечки |
С подсечкой
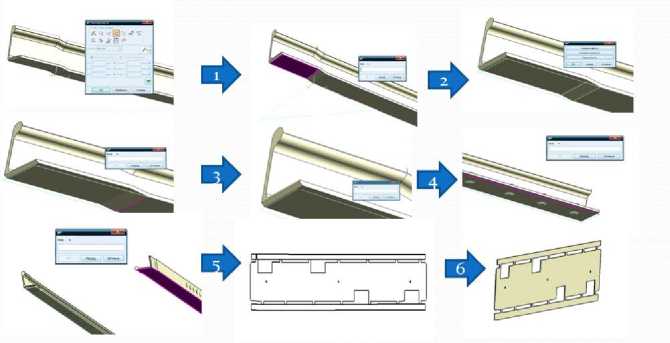
Рис. 8. Автоматизация процесса проектирования ШОК
Использование классификатора как средства поддержки процесса проектирования оснастки. Комплекс средств поддержки проектирования реализован на основе блочномодульной архитектуры и является системой, интегрированной в САПР UG NX [6]. В данном случае перед началом процесса проектирования конструктор, анализируя электронную технологическую модель детали, выбирает тот частный тип шаблона, который ему необходим. Далее автоматически запускается программный модуль проектирования ШО, именно под выбранный тип шаблона и его частный случай. Благодаря делению системы на серию независимых, мелких модулей работающих на частные случаи, процесс проектирования ЭМ ШО существенно упрощается. На рис. 7 представлен пример применения данной методики под проектирование ШОК на уголковый профиль с подсечкой. На рис. 8 графически представлена работы модуля проектирования ШОК, разработанного на основе предложенной методики проектирования.
Выводы: представлен подход к проектированию шаблонной технологической оснастки с помощью средств поддержки процесса проектирования, использование которых обеспечивает моделирование не только имеющихся шаблонов, но и создание новых шаблонов с возможностью спецификации и аккумуляции их моделей базе данных. Модельное представления шаблонов полезно для их повторного использования в задачах, когда модели приходится адаптировать к изменившимся условиям производства, например, при создании новых образцов авиационной техники. Интерактивная версия классификатора способствует повышению степени автоматизации проектно-конструкторской деятельности в разработке шаблонной оснастки.
Список литературы Классификатор технологической оснастки как средство повышения эффективности процесса проектирования
- Гришин, М.В. Разработка специального программного модуля проектирования шаблонной оснастки/М.В. Гришин, А.В. Лебедев//Известия Самарского научного центра РАН. 2013. Том 15, №4(4). С. 834-839.
- Гришин, М.В. Теоретические основы процессов повышения эффективности подготовки авиационных производств/М.В. Гришин, С.Н. Ларин//Поиск эффективных решений в процессе создания и реализации научных разработок в российской авиационной и ракетно-космической промышленности: Межд. науч.-практ. конф.: сборник докладов. Том I. -Казань: Изд-во Казан. гос. техн. ун-та, 2014. С. 335-338.
- СТП 687.07.0873-2004. Система качества. Технологическая подготовка производства. Изготовление и применение плазово-шаблонной оснастки. 168 с.
- СТП 687.06.0302-79 -Формблоки. Типовые конструкции и рекомендации по изготовлению. 52 с.
- ТИ 687.25303.00002. Изготовление плазовых шаблонов для универсального стенда групповой отработки и контроля. 40 с.
- Тихомиров, В.А. Разработка приложений для Unigraphics на языке С. -Изд-во: ФГБОУ ВПО «КнАГТУ», 2012. 462 с.
- Самсонов, О.В. Бесплазовое производство авиационной техники: проблемы и перспективы/О.В. Самсонов, Ю.Е. Тарасов//САПР и Графика. 2000. №9. С. 33-38.
- Соснин, П.И. Концептуальное моделирование компьютеризованных систем. -Ульяновск: УлГТУ, 2008. 198 с
- Соснин, П.И. Персональная онтология профессионального опыта. Мат-лы 4-ой Межд. конф. «Открытые семантические технологии проектирования интеллектуальных систем» (OSTIS-2014). -Минск: БГУИР, 2014. С. 147-154.
- Ширялкин, А.Ф. Основы формирования многоуровневых классификаций естественного типа для создания эффективных производственных сред в машиностроении. -Ульяновск: УлГТУ, 2009. 298 с.
