Комбинаторный способ подачи СОЖ при плоском шлифовании периферией круга

Автор: Василенко Ю.В., Тюхта К.С., Тюхта А.В.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Современные технологии в промышленности, строительстве и на транспорте
Статья в выпуске: 4-4 т.13, 2011 года.
Бесплатный доступ
В статье анализируются способы подачи смазочно-охлаждающей жидкости (СОЖ) при плоском шлифовании периферией круга, приводится теоретическое обоснование комбинаторного способа подачи СОЖ, рассматривается пример установки для его реализации.
Смазывающе-охлаждающая жидкость, плоское шлифование, математическая модель
Короткий адрес: https://sciup.org/148200291
IDR: 148200291 | УДК: 621.923.4
Combinatorial method of giving the greasing cooling liquid at flat grinding by circle periphery
In article methods of giving the greasing cooling liquid (GCL) at flat grinding by circle periphery are ana-lyzed, the theoretical substantiation of combinatorial method of giving GCL is resulted, the example of unit for its implementation is considered.
Текст научной статьи Комбинаторный способ подачи СОЖ при плоском шлифовании периферией круга
Проведенный анализ литературы показал, что при плоском шлифовании периферией круга способы подачи СОЖ можно разделить на 4 основные группы: открытые, полуоткрытые, закрытые, контактные. Согласно данной классификации сегодня можно выделить 30 основных способов подачи СОЖ при плоском шлифовании периферией круга. Одним из этих способов является – заградительный [1], обеспечивающий полное улавливание факела шлама, образующегося при шлифовании и направленно движущегося из зоны обработки. Однако данный способ подачи недостаточно эффективно реализует смазочное и охлаждающее действия СОЖ, что приводит к необходимости комбинировать его с другими способами. Наиболее эффективным с точки зрения проникновения СОЖ в зону контакта инструмента и заготовки и реализации ею своих функций является способ шлифования в среде СОЖ. Однако применение такого способа при плос-ком шлифовании значительно затруднено из-за особенностей компоновки оборудования, чрез-мерного расхода технологической жидкости и резкого ухудшения экологической обстановки на рабочем месте шлифовщика.
Специфика применения СОЖ при абразивной обработке связана с особенностями строения абразивных инструментов, кинематикой шлифования и режимными факторами. Особые трудности возникают на операциях шлифования, выполняемых на скоростях 35-80 м/с и более: вращающиеся с большими угловыми скоростями шлифовальные круги создают мощные окружные и торцовые воздушные потоки, препятствующие доступу СОЖ в зону обработки. Проведенные нами исследования показали, что в процессе плоского шлифования периферией круга потоки воздуха, движущиеся из-под защитного кожуха, образуют зону, названную нами центр наддува (рис. 1), характеризующийся тем, что в нем скорость потока воздуха максимальна (при скорости круга 35 м/с, скорость воздушных потоков в центре наддува на уровне рабочей поверхности обрабатываемой заготовки составляет до 15 м/с) и оказывает доминирующие воздействие на направление движения воздушных потоков в рассматриваемой плоскости. Образование центра наддува объясняется компоновкой инструмента под защитным кожухом станка (со смещением к одной из боковых стенок).
На основании результатов исследований последних лет нами разработан комбинаторный способ подачи СОЖ, заключающийся в создании сплошной шторы вокруг рабочей зоны и ванны из технологической жидкости непосредственно в зоне контакта инструмента и заготовки при плоском шлифовании периферией круга (рис. 2).
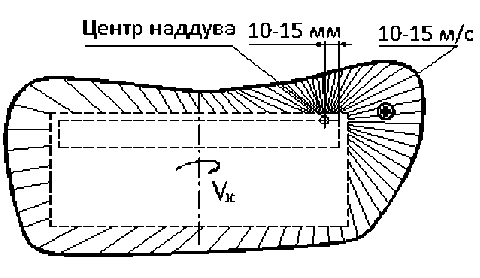
Рис. 1. Схема распределения воздушных потоков в плоскости стола шлифовального станка
ШТОРЫ ИЗ СОЖ
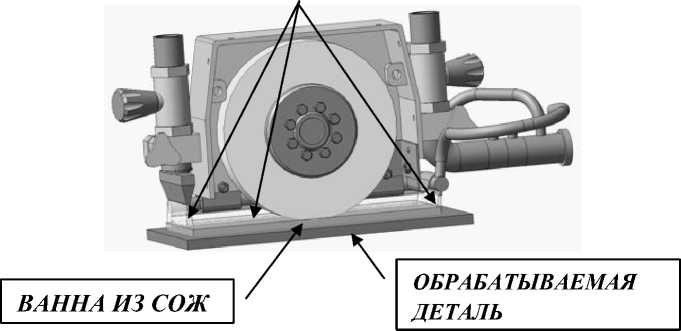
Рис. 2. Модель комбинаторного способа подачи СОЖ
Принцип работы комбинаторного спосо-ба подачи СОЖ заключается в следующем (рис. 3). При шлифовании детали 1 кругом 2 из зоны обработки помимо направленно движу-щегося факела шлама непрерывно, из-под ко-жуха 3 поступают потоки воздуха, которые несут с собой отдельные частицы шлама (абра-зивный материал, стружка). От трубопровода 5 системы подачи СОЖ станка через соеди-нительные трубки 5 жидкость попадает в сопла 4, огораживающие зону резания по периметру и формирующие шторы из СОЖ 6, с целью улавливания потока шлама и отдельных его частиц при вылете из зоны резания, а также ванну из технологической жидкости в самой зоне резания. При такой схеме подачи ника-кого разбрызгивания жидкости и образования паров СОЖ не происходит (рис. 4). Отра-ботавшая жидкость отводится на очистку посредством дренажной системы. Устройство позволяет изменять условия истечения СОЖ из сопел 4 путем изменения геометрических размеров выходного отверстия и давления жидкости в системе вентилями (на рис. 3 не показаны).
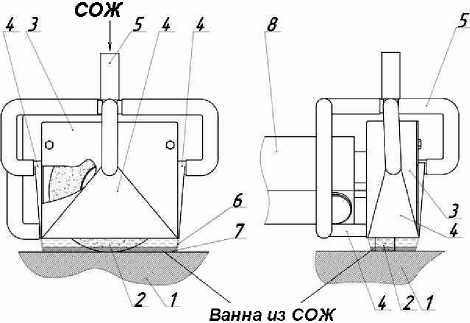
Рис. 3. Схема комбинаторного способа подачи СОЖ

Рис. 4. Общий вид установки для подачи СОЖ
Теоретическое обоснование комбинаторного способа подачи СОЖ базируется на кинематической модели процесса плоского шлифования и математической модели формирования шторы из СОЖ и ее взаимодействия с потоком шлама, что является аналитической базой для определения рациональных технологических параметров реализации способа. Кинематическая модель процесса плоского шлифования сводится к определению максимального размера срезаемой стружки и базируется на двух положениях:
-
- образование среза происходит в результате преимущественного резания единичным абразивным зерном;
-
- режущие абразивные зерна круга разделены промежутками по окружности и по высоте – расположены на концентрических окружностях.
Основной зависимостью, полученной в ходе математического моделирования, следует считать расчет элемента площади поперечного сечения зоны контакта круга с заготовкой A S:
N - 1
4$ «х i=0
S(t i + а + S(t i ) 2 ф о
------------------------------------------------•-----------------
2 to • N
где A S - элемент площади поперечного сечения зоны контакта круга; ю - угловая скорость шлифовального круга, рад-1; ф о - угол контакта шлифовального круга с обрабатываемой заготовкой, рад; t 1 - время контакта точки на круге с заготовкой обработки, с.
Известно, что ширина срезаемой стружки в 3-10 раз больше ее толщины [2]. Исходя из этого максимальную ширину стружки ВС, мм, определяем из системы уравнений:
Г В с
<
10 • hnP • cos( 90 - Ф о ), при B C < Z
Вс = Z, при Вс > Z
где hПР - продольное перемещение круга за 1 оборот, мм/об; Z - зернистость шлифовального круга, мм;
, 1000 • VnP hnp =-------- n , где Vnp - продольная подача шлифовального круга, м/мин; n - частота вращения шлифовального круга, об/мин.
Вследствие того, что процесс стружко-образования при шлифовании протекает в результате действия больших конечных пластических деформаций (локализуемых в узкой зоне пластического сдвига), в условиях высоких температур, больших скоростей деформирования и малой длительности во времени, состояние обрабатываемого металла приближается к идеально-пластическому. На основании этого факта принимаем, что вследствие такой деформации срезаемая стружка приобретает шарообразную форму, так как в этом случае при движении она будет обладать максимальной энергией и минимальным лобовым сопротивлением. Объем стружки максимального размера V C определяем по формуле:
Vc = 4S • Вс •
Полученная математическая модель позволяет с расхождением не более 15% рассчитать максимальные размеры срезаемой стружки, за счет чего определить максимальную дисперсность твердых частиц, формирующих поток шлама, образующийся в зоне резания при плоском шлифовании.
Математическая модель формирования шторы из СОЖ и ее взаимодействия с потоком шлама базируется на основных положениях гидродинамики. Рассмотрим движение шарообразной частицы шлама через вертикальный поток СОЖ. Сила сопротивления частицы F в этом случае определяется зависимостью:
3RV
F = 6 nq VR(1 + —)
8v , где п - динамическая вязкость жидкости, Ню/м2; v - кинематическая вязкость жидкости, м2/с; V - скорость движения частицы, м/с; R -радиус частицы, м.
С целью упрощения расчетов скорость движения частицы при соприкосновении со шторой СОЖ рассчитываем по формуле: V =0,8 V K • При попадании в движущийся поток СОЖ, толщина которого при уменьшении высоты z увеличивается, наименьшее торможение испытает частица шлама с углом падения a=a max • Принимаем a max = 50 . Потребная ширина потока L определяется из условия раскрытия факела отходов шлифования по формуле:
L = b + m • tg (^) + 2
, мм, где b – высота шлифовального круга, мм; m – расстояние от зоны резания до потока жидкости, м; ξ – угол раскрытия потока шлама, град. Угол раскрытия потока шлама ξ принимаем равным 50.
После определения потребной начальной скорости потока жидкости, рассчитывают давление в системе ее подачи Р, (Па) из зависимости:
ρж ⋅L⋅δ(H)⋅Vl0 ⋅V0 π⋅d2 , где ρЖ – плотность жидкости, кг/м3; d – диаметр трубопровода станка, м; V0 – скорость жидкости в трубопроводе станка, м/с.
Таким образом, получена математическая модель формирования шторы из СОЖ и ее взаимодействия с потоком шлама, которая обеспечивает прогнозирование результатов такого взаимодействия и расчет технологических параметров его реализации: скорости течения жидкости и эффективной толщины потока жидкости. Данная модель является ключевой для прогнозирования эффективности комбинаторного способа подачи СОЖ.
Математическая модель формирования ванны из СОЖ в зоне резания включает в себя расчеты глубины ванны, скорости ее обновления, а также расхода СОЖ, необходимого для поддержания потребной глубины ванны. На основании расчета расхода жидкости в единицу времени было определено давление в системе, необходимое для безотказной работы. Формулы для расчета данных зависимостей громоздки, поэтому здесь не приводятся.
Выводы: разработан и теоретически обоснован комбинаторный способ, обеспечивающий обильную гарантированную подачу СОЖ в зону резания без применения насосов высокого давления и интенсивную циркуляцию жидкости через зону обработки, что позволяет на 15-20% эффективнее реализовывать охлаждающую функцию СОЖ. Шлифовальный круг активно взаимодействует с СОЖ еще на подходе к зоне резания, начиная с момента погружения в ванну из СОЖ, что обеспечивает высокую эффективность ее моющего действия. Эффективность смазочного действия СОЖ обусловлена тем, что погружаясь и двигаясь в среде жидкости круг увлекает ее за собой в зону резания. «Шторы» из СОЖ создают сплошную преграду для распространения факела отходов шлифования и мелкодисперсных паров СОЖ.
Список литературы Комбинаторный способ подачи СОЖ при плоском шлифовании периферией круга
- Василенко, Ю.В. Гидроаэродинамические явления и их влияние на параметры технологической системы при плоском шлифовании//Орловский государственный технический университет. -Орел, 2001. 17 с. Деп. в ВИНИТИ 26.04.01, №1104-В2001.
- Ефимов, В.В. Научные основы техники подачи СОЖ при шлифовании/В.В. Ефимов. -Саратов: Изд-во Саратовского ун-та, 1985. 142 с.
- Худобин, Л.В. Аэродинамические явления, сопровождающие процесс шлифования/Л.В. Ху-добин, А.Н. Мельников, В.Ф. Гурьянихин//Технология и автоматизация машиностроения: Межвуз. сб. -Киев, 1975. Вып. 16. С. 77-84.
- Худобин, Л.В. Смазочно-охлаждающие технологические средства. Справочник/Л.В. Худобин и др. -М.: Машиностроение, 2006 544 с.
