Комбинирование методов обработки – эффективный способ управления ударной вязкостью сталей

Автор: Иванов Афанасий Михайлович, Лукин Евгений Саввич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Современные технологии в промышленности, строительстве и на транспорте
Статья в выпуске: 4-5 т.14, 2012 года.
Бесплатный доступ
Рассматриваются вопросы комбинирования методов деформационной обработки: интенсивной пластической деформации (ИПД) по схеме равноканального углового прессования (РКУП) с другими видами термомеханической обработки (ТМО), различными видами термической обработки (ТО), ультразвуковой ударной обработки (УЗУО) и электропластического проката (ЭПП). Показана эффективность повышения хладостойкости сталей сочетанием ТО и РКУП; ковки, РКУП и ТО; ТО, РКУП и ЭПП. Приведены результаты исследования.
Сталь, интенсивная пластическая деформация, равноканальное угловое прессование, термическая обработка, закалка, отжиг, ковка, кручение, ультразвуковая ударная обработка, электропластический прокатка, ударная вязкость
Короткий адрес: https://sciup.org/148201367
IDR: 148201367 | УДК: 620.172.224.2
Combining the treatment methods – effective way of steels impact strength management
Questions of combining the methods of deformation treatment: intensive plastic deformation (IPD) according to the scheme of equal-channel angular pressing (ECAP) with other types of thermomechanical treatment (TMT), different types of heat treatment (HT), ultrasonic shock treatment (UZST) and electroplastic rolling (EPR). Efficiency of increase of steels cold resistance is shown by TO and ECAP combination; forging, ECAP and TO; TO, ECAP and EPR are considered. Results of research are given.
Текст научной статьи Комбинирование методов обработки – эффективный способ управления ударной вязкостью сталей
вязкость
Исходное состояние материала имеет большое влияние на процесс создания дислокационной структуры и её термомеханическую стабилизацию. Роль предварительной обработки, предшествующей интенсивной пластической деформации (ИПД), заключается в получении равновесной структуры, изменении твердости, прочности, вязкости, пластичности, обрабатываемости, формы и величины зерна, выравнивании химического состава, снятии внутренних напряжений. Например, отжиг снижает твердость, тем самым улучшает деформируемость стали, снимает внутренние напряжения и т.д. Закалка в свою очередь повышает твердость и прочность, снижает вязкость и пластичность, но вместе с тем исключает мягкие ферритные включения, образуется мартенситная структура и уменьшается размер зерна. Ковка и кручение уменьшают размер зерна, повышают твердость и прочность. Ультразвуковая ударная обработка (УЗУО) также измельчает зерно, используется для снятия остаточных напряжений в материале, сварном соединении.
Основной процесс – ИПД по схеме РКУП существенно измельчает зерно за счет сдвиговой деформации в месте пересечения каналов прессования, повышает твердость и прочность. Постдеформационный (после ИПД) отжиг при разных температурах позволяет снимать внутренние напряжения и способствует повышению пластичности стали при некотором снижении прочности. При этом можно добиться того, чтобы достигнутый мелкий размер зерна сохранялся или увеличивался незначительно, прочность была выше, чем для исходного состояния, а пластичность была сопоставима с исходным.
В настоящей статье представлены варианты комбинации способов обработки: термической обработки (ТО) и РКУП; ковки, РКУП и ТО; ТО, РКУП и УЗУО; ТО, РКУП и проката для изменения механических свойств сталей.
Материал и методика исследования. Исследованы конструкционные стали: низкоуглеродистая ВСт3сп (0,17% С, 0,2% Si, 0,54% Mn, 0,14% Cr, 0,14% Ni и 0,25% Cu, остальное Fe) и низколегированная 09Г2С (0,12% C; 0,5-0,8% Si; 0,3% Cr; 1,3-1,7% Mn; 0,3% Ni; 0,3% Cu, остальное Fe). Химический анализ проведен на атомноэмиссионном спектрометре «Foundry-Master» фирмы «Worldwide Analytical Systems AG (WAS AG)». Стали имеют ферритно-перлитную структуру. Для определения ударной вязкости сталей были изготовлены образцы Шарпи и Менаже согласно ГОСТ 9454-78. Испытания на ударный изгиб проведены на копрах «МК-30» и «Amsler RKP-450» при температуре Т=213 К.
Комбинация ТО и РКУП. Предварительная закалка стали ВСт3сп осуществлялась от температуры Т=1123 К (с выдержкой в печи в течение 1,8 - 10 3 с) в воде. РКУП проводился по двум маршрутам «В с » и «С» при температуре Т=673 и 723 К и числе циклов прессования n=4 и 8. Отжиг заготовок с УМЗ структурой был проведен при температурах Т=773-873 К, ниже температуры начала рекристаллизации, с выдержкой в печи в течение 3,6 - 10 3 с.
Комбинация ковки, РКУП и ТО. Первым этапом обработки заготовок из стали 09Г2С являлась ковка в три цикла с варьированием температуры начала и окончания ковки. Затем РКУП по маршруту ВС в 4 прохода при температуре 673 К. Отдельные заготовки подвергались отжигу при температуре 673 К. Использовалась всесторонняя неизотермическая ковка со снижением температуры деформации от Т=1173 К и 1323 К до 1023 К, 1073 К и 1123 К. При этом, как известно, измельчение структуры происходит благодаря развитию процессов динамиче-ской/постдинамической рекристаллизации. Всесторонней ковке подвергались объемные заготовки из стали 09Г2С размером 020x60 мм. Осуществлялось трехкратное повторение последовательности операций свободной ковки – осадки и протяжки со сменой оси прилагаемого деформирующего усилия. Предварительно нагретая в муфельной печи «Nabertherm» заготовка подвергалась всесторонней свободной ковке с помощью пневматического молота. Температуру заготовки при ковке контролировали с помощью инфракрасного термометра модели DT-8859, у которого диапазон измеряемой температуры 223-1873 К, разрешение 0,1 градуса, спектральная чувствительность 8~14 мкм. РКУП заготовок выполняли в технологической оснастке с углом пересечения каналов 120° на базе гидравлического пресса «ПСУ 125» типа 3ИМ с максимальным усилием 1250 кН. Накопленная при ковке деформация при коэффициенте трения р>0 составила 2,25. Степень деформации заготовки при РКУП в 4 прохода составила £4=2,67.
Комбинация ТО, РКУП и УЗУО . Осуществлялась УЗУО поверхностей образцов из стали ВСт3сп в исходном состоянии, после закалки и РКУП [8]. Часть заготовок была подвергнута закалке в воде от Т=1153 К, а затем РКУП в 2 прохода по маршруту «С» при температуре 673 К при угле пересечения каналов ^ =120 ° .Партия заготовок в исходном состоянии, а также после ТО и РКУП была подвергнута УЗУО в зоне концентрации напряжений (рис. 1).
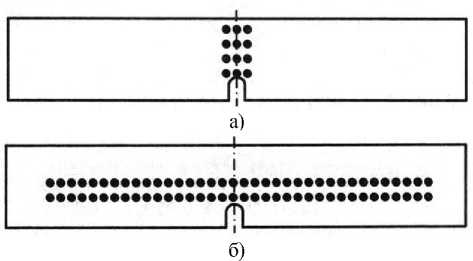
воздействием
Рис. 1. Схемы упрочнения образцов УЗ ударным
Режимы обработки образцов представлены в табл. 1. Был использован ультразвуковой технологический комплекс, включающий УЗ генератор «УЗГТ 0.5/27» и технологическую оснастку типа «Шмель» (диапазон рабочих частот – 2329 кГц, тип УЗ преобразователя – магнитострикционный). Упрочняющая обработка поверхности образца осуществлялась методом поверхностного пластического деформирования материала на УЗ частоте.
Таблица 1. Режимы ультразвуковой ударной обработки образцов
|
№ режима |
Режим обработки |
|
1 |
исходное состояние – состояние поставки |
|
2 |
УЗУО образца в исходном состоянии по схеме 1а в течение 10 сек. с каждой стороны |
|
3 |
УЗУО образца в исходном состоянии по схеме 1б в течение 20 сек. с каждой стороны |
|
4 |
закалка с 1153 К в воде + РКУП по маршруту «С» при 673 К при ^ =120 ° в 2 цикла |
|
5 |
закалка с 1153 К в воде + РКУП («С», 673 К, ^ =120 0 , n =2) + УЗУО образца по схеме 1а в течение 10 сек. с каждой стороны |
|
6 |
закалка с 1153 К в воде + РКУП («С», 673 К, ^ =120 0 , n =2+ + УЗУО по схеме 1б в течение 20 сек. с каждой стороны |
Комбинация ТО, РКУП и проката. Осуществлялся прокат заготовок из стали ВСт3сп на одинаковую степень деформации в состоянии поставки, а также заготовок, которые были предварительно подвергнуты термической обработке и РКУП. С целью установления влияния импульсного тока на ударную вязкость осуществлялся прокат призматических заготовок размером 4 x 6 x 100 мм из стали ВСтЗсп с током и без него. Закалка осуществлялась в воде по отработанной методике от температуры 1153 К. Режимы РКУП следующие: маршрут прессования «С», температура прессования 673 К, а число проходов 2. В некоторых случаях с целью снятия остаточных напряжений после РКУП осуществлялся отжиг заготовок. Электропластический прокат выполнялся при одном и том же режиме: плотность импульсного тока j=120 А - мм-2, длительность импульса т =120 мкс и частота тока F=825 Гц.
Результаты исследований и их обсуждение.
Комбинация ТО обработки и РКУП. Анализ данных (рис. 2) показывает, что предварительная закалка приводит к повышению ударной вязкости стали ВСт3сп более, чем в 2 раза. При одинаковых режимах закалки и РКУП отжиг при температуре Т=873 К приводит к более значительному росту ударной вязкости. Лучший результат по сопротивлению хрупкому разрушению при температуре испытания Т=213 К достигнут при использовании комбинированной МТО «закалка + РКУП («С», Т=673 К, n=8) + отжиг при Т=873 К». При этом значения ударной вязкости повысились в ~ 16,5 раз. Таким образом, формирование УМЗ структуры по предложенной схеме способствует значительному повышению значений ударной вязкости в сравнении с исходным структурным состоянием и c состоянием после закалки и РКУП.
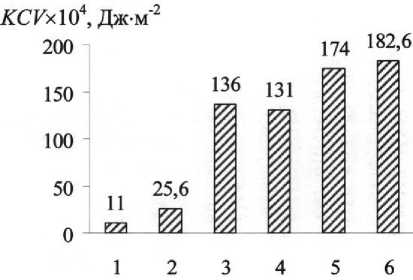
Рис. 2. Ударная вязкость стали ВСт3сп при температуре испытания Т=213 К:
1 – в исходном состоянии; 2 – после режима «закалка + РКУП («В С », Т=723 К, n=4)»; 3 – «закалка + РКУП («ВС», Т=673 К, n=8) + отжиг при Т=773 К»; 4 – «закалка + РКУП («В С », Т=673 К, n=8) + отжиг при Т=823 К»; 5 – «закалка + РКУП («В С », Т=673 К, n=8) + отжиг при Т=873 К»; 6 – а«закалка + РКУП («В с », Т=723 К, n=4) + отжиг при Т=873 К»
Комбинация ковки, РКУП и ТО. Результаты испытаний на ударный изгиб образцов Ме-наже из низкоуглеродистой стали 09Г2С при температуре 213 К показали, что повышение температуры ковки в сочетании с РКУП повышает значение KCV , а последующий отжиг значительно увеличивает этот показатель (рис. 3).
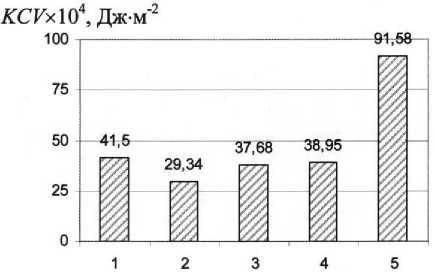
Рис. 3. Ударная вязкость KCV стали 09Г2С в зависимости от состояния:
1 – ковка в 3 цикла, 1173/1023 К (охлаждение в масле); 2 – ковка в 3 цикла, 1173/1023 К (охлаждение в масле) + РКУП, В С , 673 К, n=4; 3 – ковка в 3 цикла, 1323/973 К (охлаждение в масле) + РКУП, ВС, 673 К, n=4; 4 – ковка в 3 цикла, 1323/1123 К (охлаждение в масле) + РКУП, ВС, 673 К, n=4; 5 – ковка в 3 цикла, 1323/1123 К (охлаждение в масле) + РКУП, В С , 673 К, n=4 + отжиг при 673 К (выдержка в течение 30 минут)
Комбинация ТО, РКУП и УЗУО . Закалка и РКУП приводят к снижению значений KCU примерно на 30%. УЗУО при данных режимах оказывает незначительное влияние на ударную вязкость: снижение до 10% для исходного материала и до 20% для образцов, подвергнутых закалке и РКУП (рис. 4). Таким образом, УЗУО при оптимальном выборе режима может служить дополнительным к ТО и РКУП способом повышения прочности металлических материалов, а для улучшения показателей ударной вязкости стали, подвергнутой закалке и РКУП, необходимо заготовки дополнительно подвергнуть отжигу.
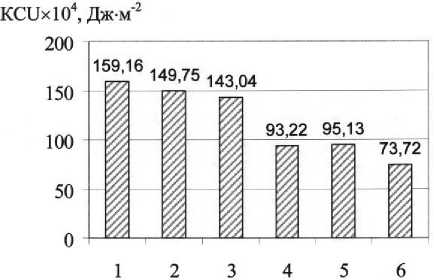
Рис. 4. Ударная вязкость KCU стали ВСт3сп, подвергнутой ТО, РКУП и УЗУО (обозначения в табл. 1)
Комбинация ТО, РКУП и проката. Значения ударной вязкости KCU стали ВСт3сп для проката с импульсным током и без него практически не отличаются и на 30 % ниже, чем для стали в состоянии поставки (рис. 5). Отжиг стали при температуре 673 К после закалки и РКУП значительно повышает ударную вязкость и она становится выше, чем для исходного состояния. Предварительное упрочнение (закалка и РКУП) обеспечивает значительный рост ударной вязкости стали после ЭПП. Но вместе с тем, дополнительный отжиг перед ЭПП способствует более высокому значению ударной вязкости, чем без него.
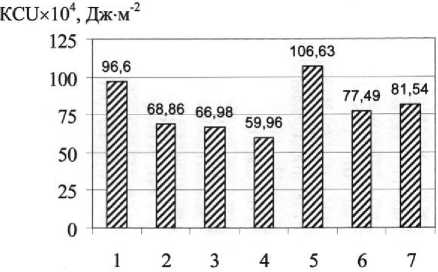
Рис. 5. Значения ударной вязкости KCU стали ВСт3сп при температуре 233 К в различных состояниях:
1 – состояние поставки; 2 – пластический прокат без тока; 3 – ЭПП; 4 – закалка в воде от 1153 К + РКУП, С, 673 К, n=2; 5 – закалка в воде от 1153 К + РКУП, С, 673 К, n=2 + отжиг при 673 К; 6 – закалка в воде от 1153 К + РКУП, С, 673 К, n=2 + ЭПП, j=120 А·мм-2, τ =120 мкс, F=825 Гц; 7 – закалка в воде от 1153 К + РКУП, С, 673 К, n=2 + отжиг при 673 К + ЭПП, j=120 А·мм-2, τ =120 мкс, F=825 Гц.
Выводы: результаты исследований показывают, что сочетанием различных видов обработки и варьированием режимов комбинированной обработки можно регулировать состояние и ударную вязкость сталей.
Работа выполнена по проекту в рамках Программы №III.28.1 СО РАН и гранту РФФИ РФ №12-0198509.
Список литературы Комбинирование методов обработки – эффективный способ управления ударной вязкостью сталей
- Иванова, В.С. Новые пути повышения прочности металлов/В.С. Иванова, Л.К. Гордиенко. -М.: Наука, 1964. 118 с.
- Бернштейн, М.Л. Термомеханическая обработка металлов и сплавов. Т. 1. -М.: Металлургия, 1968. 596 с.
- Григорьев, А.К. Термомеханическое упрочнение стали в заготовительном производстве/А.К. Григорьев, Г.Е. Коджаспиров. -М.: Машиностроение, Л.О., 1985. 143 с.
- Сегал, В.М. Процессы пластического структурообразования металлов/В.М. Сегал, В.И. Резников, В.И. Копылов и др. -Минск: Навука i тэхнiка, 1994. 231 с.
- Валиев, Р.З. Объемные наноструктурные металлические материалы: получение, структура и свойства/Р.З. Валиев, И.В. Александров. -М.: ТКЦ «Академкнига», 2007. 398 с.
- Иванов, А.М. Комбинирование методов интенсивной пластической деформации конструкционных сталей/А.М. Иванов, У.Х. Угурчиев, В.В. Столяров и др.//Известия ВУЗов. Черная металлургия. 2012. №6. С. 54-57.
- Ботвина, Л.Р. Особенности статического, ударного и усталостного разрушения стали 06МБФ с субмикрокристаллической структурой/Л.Р. Ботвина, М.Р. Тютин, В.П. Левин и др.//Заводская лаборатория. Диагностика материалов. 2008. Т. 74, № 1. С. 43-49.
- Горохов, А.М. Влияние ультразвуковой обработки на ударную вязкость конструкционной стали, подвергнутой равноканальному угловому прессованию/А.М. Горохов, А.М. Иванов, Р.П. Тихонов//Проблемы ресурса и безопасной эксплуатации материалов. Сб. трудов XIII межд. н-т конф. -СПбГУНиПТ, 2007. С. 297-299.
