Компенсация температурной погрешности системы управления нанесением покрытий на внутреннюю поверхность труб

Автор: Скворцов Борис Владимирович, Зарецкая Маргарита Игоревна, Курылева Полина Андреевна
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Научная жизнь
Статья в выпуске: 4-1 т.16, 2014 года.
Бесплатный доступ
В статье предложена модернизация ранее разработанной системы управления нанесением покрытия, основанная на введении циркуляции материала перед непосредственным нанесением, одновременном использованием датчиков уровня, имеющих разный принципах работы, а так же применении в процессе регулирования датчика температуры, который позволяет реализовать автоматическую компенсацию изменения текущей температуры материала. Все предложенные улучшения системы позволяют обеспечить равномерность наносимого покрытия по всей длине трубы независимо от параметров материала и воздействия окружающей среды.
Стабилизация скорости, модернизация системы, датчик температуры, температурная компенсация, циркуляция материала, датчик уровня
Короткий адрес: https://sciup.org/148203170
IDR: 148203170 | УДК: 62-503.51
Compensation of the temperature error of a system controlling process of tube inside surface coating
The article propose the modernization of the earlier developed system controlling coating process which based on the injection of material circulation ere the direct coating, simultaneous using of level sensors which have different principle of operation and the application in the regulation process of the temperature sensor which allows to realize the automatic compensation of changing of the current temperature of the material. All the offered improvements of system allow to provide equability of the coating on the length of a tube independently of material and environmental activity parameters.
Текст научной статьи Компенсация температурной погрешности системы управления нанесением покрытий на внутреннюю поверхность труб
Рис. 1. Структурная схема устройства, обобщающая конструкционные методы повышения точности и эффективности нанесения покрытий:
1 – акустический датчик уровня; 2 – переходная насадка; 3 – микропроцессорное устройство обработки и управления; 4 – покрываемое изделие;
5 – гидравлический канал; 6 – коллектор; 7 – электромеханический привод; 8 – сливная задвижка; 9 – отсекающий клапан; 10 – насосный агрегат; 11 – блок управления насосным агрегатом; 12 – реактор; 13 – гидростатический датчик уровня; 14 – датчик температуры
Таблица 1. Пример технологической таблицы, определяющий Di,j
|
T j (0 С ) V i ( м /c ек ) |
T 1 = 17 |
T 2 =18 |
T 3 =19 |
T 4 =20 |
T 6 =21 |
T 6 =22 |
|
V 1 =0 05 |
D 1 1 =165 |
D 1 2 =182 |
D 1 3 =200 |
D 1 4 =220 |
D 1 5 =245 |
D 1 6 =262 |
|
V 2 =0 1 |
D 2 1 =215 |
D 2 2 =235 |
D 2 3 =255 |
D 2 4 =275 |
D 2 5 =295 |
D 2 6 =315 |
|
V 3 =0 15 |
D 3 1 =245 |
D 3 2 =265 |
D 3 3 =285 |
D3 4=305 |
D 3 5 =325 |
D 3 6 =345 |
|
V 4 =0 2 |
D 4 1 =260 |
D 4 2 =280 |
D 4 3 =300 |
D 4 4 =320 |
D 4 5 =340 |
D 4 6 =360 |
|
V 5 =0 25 |
D 5 1 =270 |
D 5 2 =290 |
D 5 3 =310 |
D 5 4 =330 |
D 5 5 =350 |
D 5 6 =370 |
|
V 6 =0 3 |
D 6 1 =275 |
D 6 2 =295 |
D 6 3 =315 |
D 6 4 =335 |
D 6 5 =355 |
D 6 6 =375 |
позволяет снизить погрешность его измерения и вычисления скорости движения жидкости на границах трубы.
Контроль текущей температуры T шликера с помощью датчика 14 позволяет корректировать в процессе нанесения покрытия изменение заданной скорости слива. В таблице 1 приведен пример технологической таблицы, наглядно демонстрирующий влияние температуры на толщину покрытия.
Увеличение температуры от заданной при фиксированной скорости слива приводит к уменьшению толщины покрытия, а увеличение скорости при постоянной температуре приводит к увеличению толщины покрытия. Поэтому для обеспечения заданной толщины покрытия при текущих изменениях температуры шликера необходимо : при увеличении температуры увеличивать, а при уменьшении температуры уменьшать скорость слива. Для определения алгоритма корректировки необходимо вычислить средний температурный коэффициент изменения толщины от температуры при фиксированной скорости Ki,T. Это можно сделать по таблице 1 для каждого скоростного режима по формуле:
Для температурной коррекции необходимо знать также средний коэффициент изменения толщины покрытия от изменения скорости при фиксированной температуре KV,j. Это также можно сделать по таблице 1 для каждого температурного режима по формуле:
K v , j =
D j D N , j
V 1, j - V Nj
K i, T =
D i ,1
Di , M
T 1
- TM
где Di,1 – толщина покрытия при минимальной температуре и конкретной скорости i, Di,M – толщина покрытия при максимальной температуре и конкретной скорости i, T1 – минимальная температура технологического режима,TM – максимальная температура технологического режима
При изменении температуры и фиксированной скорости реальная толщина Di , р покрытия для технологического режима ( i , j ) будет отличаться от идеальной Di,j и определяться из формулы:
A D j = D i,p - D t, j = K i, t J р - T j ) , (1) где T P – реальная температура при скорости Vi,j , A D T - отклонение толщины покрытия при изменении температуры и фиксированной скорости.
где D1,j – толщина покрытия при минимальной скорости и конкретной температуре j, D1,N – толщина покрытия при максимальной скорости и конкретной температуре j, V1,j – минимальная скорость технологического режима,VN,j – максимальная скорость технологического режима
При изменении скорости и фиксированной температуре реальная толщина DP,j покрытия для технологического режима ( i , j ) будет отличаться от идеальной Di,j и определяться из формулы:
A D , = d ,., - D ij = К,.^ - V tJ. (2) где VP,j – реальная скорость движения при температуре Tj , ДDV – отклонение толщины покрытия при изменении скорости и фиксированной температуре
Для того чтобы изменения толщины от нестабильности температуры компенсировались изменениями скорости, необходимо, чтобы A D , = A D t . Из равенства выражений (1) и (2) получим:
K, J (T - T> Kv j V7,., - V,j
или
Ki J AT = Kv.j A V.
A V = K i J A T = K . J ( T - Tj '
K V j K V j
Выражение (3) показывает, насколько должна измениться скорость при выбранном технологическом режиме ( i , j ) чтобы скомпенсировать изменение текущей температуры на величину A T . В системе регулирования эти изменения должны быть внесены в этолонную скорость V 0.
Для того чтобы при изменении текущей температуры толщина покрытия не изменилась, необходимо в зависимости от сигнала датчика температуры скорректировать заданную скорость V 0 по формуле:
V 0 = V 0
+ K iTT ( т - T j ■
KV T j
Отметим, что скорость V0 определяется индексом технологического режима, то есть V 0 = Vi,j . С учетом корректировки режима нанесения покрытия по сигналу датчика температуры функциональная схема устройства управления примет вид, представленный на рисунке 2, где u ( T ) – сигнал датчика температуры, u ( Tj ) – сигнал, соответствующий эталонной температуре технологического режима, блок F ( V , T ) связывает толщину покрытия со скоростью движения материала и его температурой.
Пример расчета процесса регулирования с учетом термокомпенсации показан на рисунке 3. Из графиков видно, что для обеспечения стабильной толщины покрытия необходимо изменять установочное значение скорости Vў0 в зависимости от температуры. Графики получены для рассмотренного примера технологической таблицы.
При номинальном значении температуры Ti,j = Tp =18 °C, V’ 0= V 0=0,3 м/с. При изменении температуры автоматически изменяется установленное значение при Tp =17 °C, V’ 0 =0,27 м/с, при Tp =20 °C, Vў 0 =0,39 м/с, что указывает на сильное влияние температуры на толщину покрытия. Результаты расчетов иллюстрируют эффективность термокомпенсации даже при значительных отклонениях температуры.
Введение датчика температуры в систему нанесения покрытии позволяет автоматически компенсировать изменения температуры во время технологического процесса. Предлагаемая модернизация позволяет улучшить равномерность покрытия по всей дине трубы.
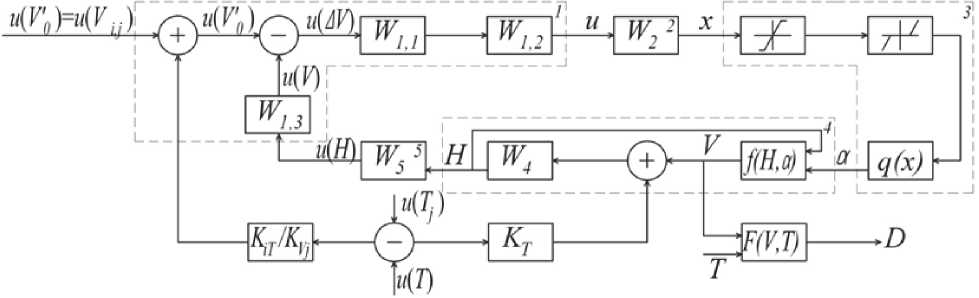
Рис. 2. Функциональная схема устройства управления с корректировкой по сигналу датчика температуры
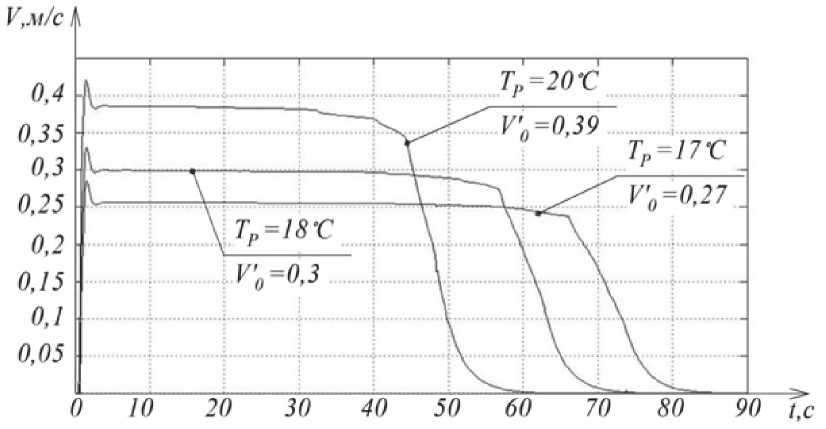
Рис. 3. Зависимость скорости от высоты при разных температурах для обеспечения постоянной
толщины покрытия 295 мкм для технологического режима i =3, j =3
Список литературы Компенсация температурной погрешности системы управления нанесением покрытий на внутреннюю поверхность труб
- Пат. 2488450 Российская Федерация, МПК7B05C11/10. Способ нанесения покрытия на внутреннюю поверхность трубы/Скворцов Б.В., Борминский С.А., Голикова М.И., Сератинский А.А., Риккер В.И.; заявитель и патентообладатель Скворцов Б.В., Борминский С.А., Голикова М.И., Сератинский А.А., Риккер В.И. -2010116734; заявл. 27.04. 10; опубл. 10.11.11, Бюл.№21.
- Пат. 96793 Российская Федерация, МПК7B05C11/10. Устройство нанесения покрытия на внутреннюю поверхность трубы/Скворцов Б.В., Борминский С.А., Голикова М.И.; заявитель и патентообладатель СГАУ.2010114883; заявл. 13.04.10; опубл. 20.08.10, Бюл. №23.
- Пат. 106850 Российская Федерация, МПК7B05C7/08. Устройство нанесения изолирующих покрытий на внутреннюю поверхность трубы/Скворцов Б.В., Борминский С.А., Голикова М.И.; заявитель и патентообладатель Скворцов Б.В., Борминский С.А., Голикова М.И.-2011106716/05; заявл. 22.02.11; опубл. 27.07.11, Бюл. №21.
- Заявка 2011154418 Российская Федерация, МПК7B05C7/08. Система автоматического управления нанесением изолирующего покрытия на внутреннюю поверхность изделий цилиндрической формы/Скворцов Б.В., Борминский С.А., Голикова М.И.; заявитель и патентообладатель ООО “Аналитические приборы и системы” -2011154418; приоритет 29.12.2011.
- Скворцов Б.В., Голикова М.И. Математическое моделирование регулируемого слива вязкой жидкости из вертикальной трубы [Текст]/Б.В. Скворцов, М.И. Голикова//Известия Самарского научного центра РАН. 2012. Т. 14. №4. С. 288-292.
- Скворцов Б.В., Голикова М.И. Исследование процесса регулирования движения жидкости в системе нанесения покрытия на внутреннюю поверхность//Датчики и системы. 2013. №3. С.9-13
- Скворцов Б.В., Голикова М.И. Компьютерное моделирование системы автоматического управления нанесением покрытия на внутреннюю поверхность трубы//Materiály IX mezinárodní vědecko-praktická konference “MODERNÍ VYMOŽENOSTI VĚDY -2013”. -Díl 76 Technické vědy. -P. 83-88, Praha, 2013.
