Компьютерное моделирование температурных режимов при полунепрерывном прямом прессовании легкоплавких материалов

Автор: Радионова Людмила Владимировна, Фаизов Сергей Радиевич, Громов Дмитрий Владимирович, Ердаков Иван Николаевич
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Обработка металлов давлением. Технологии и машины обработки давлением
Статья в выпуске: 4 т.20, 2020 года.
Бесплатный доступ
При холодном прямом прессовании легкоплавких материалов разогрев металла и оснастки, вызванный деформационными процессами и контактным трением, является причиной снижения качества готовой продукции и потерей стабильности процесса. АО «Челябинский цинковый завод» совместно с кафедрой «Процессы и машины обработки металлов давлением» ЮУрГУ с 2019 года активно и успешно занимается разработкой и освоением технологии производства проволочного и пруткового припоя из сплава ПОИн-52. В настоящей работе, используя специализированный инженерный пакет QForm, провели компьютерное моделирование температурных режимов процесса прессования проволочного припоя из сплава ПОИн-52 диаметром 2,0 мм со скоростью прессования 0,5; 1,0 и 3,0 мм/с из заготовки диаметром 20 мм. По результатам компьютерного моделирования установлено, что скорость истечения металла из волоки, которая в свою очередь определяется скоростью прессования и коэффициентом вытяжки, оказывает существенное влияние на температурные условия процесса прессования. При изменении скорости прессования с 0,5 до 3 мм/с в процессе прессования проволоки Ø2,0 мм из заготовки Ø20 мм температура металла возрастает с 33,4 до 75,8 °С. Причем стоит отметить, что последовательное прессование четырех заготовок приводит к повышению температуры проволоки с 75,8 до 87 °С. Связано это с тем, что в процессе непрерывного прессования оснастка, а именно волока, разогревается и уже после четвертого цикла прессования ее средняя температура составляет около 45 °С. Средняя температура контейнера повышается при этом на 4 °С. После четвертого цикла дальнейшее повышение температуры как прессуемого металла, так и проволоки на исследуемом диаметре припоя прекращается и процесс стабилизируется.
Прямое прессование проволоки, полунепрерывное прессование, компьютерное моделирование, деформационный разогрев, температура прессования
Короткий адрес: https://sciup.org/147233966
IDR: 147233966 | УДК: 673.8 | DOI: 10.14529/met200404
Computer modelling of low-melting-point materials semicontinuous direct extrusion temperature conditions
The heating of metal and tooling caused by deformation processes and contact friction is the reason for a decrease in the finished product quality and a loss of process stability during cold direct extrusion of low-melting-point materials. PJSC Chelyabinsk Zinc Plant together with the Department of Metal Forming Processes and Machines of SUSU has been actively and successfully developing and mastering the technology for the production of wire and rod solder from POIn-52 alloy. A computer simulation of the extrusion process temperature conditions of the POIn-52 alloy wire with a diameter of 2.0 mm at an extrusion speed of 0.5; 1.0 and 3.0 mm/s from a workpiece with a diameter of 20 mm was carried out in this work, using a specialized engineering package QForm. Based on the results of computer simulation, it has been established that the speed of metal outflow from the die, which in turn is determined by the extrusion speed and the extrusion ratio, has a significant effect on the pressing process temperature conditions. The metal temperature increases from 33.4 to 75.8 °C, when the extrusion speed changes from 0.5 to 3 mm/s in the extrusion process of wire Ø2.0 mm from a billet 20 mm. Moreover, it should be noted that sequential extrusion of four blanks leads to an increase in the wire temperature from 75.8 to 87 °C. This is due to the fact that in the process of continuous extrusion the tooling, namely the drawing die, heats up and after the fourth extrusion cycles its average temperature is about 45 °C. The average container temperature rises by 4 °C. A further increase in the temperature of both the metal being extruded and the wire on the investigated diameter of the solder stops and the process stabilizes after the fourth cycle.
Текст научной статьи Компьютерное моделирование температурных режимов при полунепрерывном прямом прессовании легкоплавких материалов
Припой представляет собой материал, который используется для соединения металлов методом пайки. Он всегда имеет температуру плавления ниже, чем соединяемые детали [1]. С течением времени было создано большое количество припоев, которые отличаются по составу, соотношению материалов, наличию присадок [2]. В последние годы достаточно активно ведутся работы, посвященные способам и технологиям пайки с использованием бессвинцовых припоев [3–8]. Вызвано это тем, что в 2006 году Директива Европейского союза по экологической безопасности RoHS (Restriction of use of Certain Hazardous Substances) ограничила использование свинца в новом электрическом и электронном оборудовании на величине не более 0,01 % [9]. Эти ограничения установлены не от веса изделия, узла или компонента, а от каждого отдельного гомогенного материала. Среди бессвинцовых припоев в последнее время все большее распространение приобретает легкоплавкий при- пой марки ПОИн-52, состоящий из 51–53 % индия, остальное – олово.
АО «Челябинский цинковый завод» совместно с кафедрой «Процессы и машины обработки металлов давлением» ЮУрГУ с 2019 года активно и успешно занимается разработкой и освоением технологии производства проволочного и пруткового припоя из сплава ПОИн-52 [10]. За это время налажено мелкосерийное производство припоя диаметром 2,0 и 8,0 мм. В тоже время постоянное наличие заказов и увеличение объема производства, в том числе с необходимостью расширения сортамента, диктует необходимость совершенствования технологии и повышения производительности процесса.
В работе [11] была предложена математическая модель прямого прессования, позволяющая определять энергосиловые параметры процесса. Математическая модель показала высокую сходимость с результатами экспериментальных исследований, однако не учитывает температурный фактор и не позволяет рассчитывать температуру металла в контейнере и на выходе из него. Как показывает практика производства припоя, из-за высоких степеней деформации разогрев металла оказывается существенным. Температура плавления сплава ПОИн-52 составляет 121 °С. Прессование припоя в течение нескольких десятков минут приводит к разогреву оснастки и повышению температуры металла на выходе из матрицы до уровня потери стабильности процесса, проявляется это в появлении дефектов в виде пузырей и локальных мест оплавления металла. В связи с этим необходимо понимать, как распределяются температуры по сечению металла и изменением каких технологических параметров и до какого уровня можно управлять температурным режимом прессования.
Наиболее эффективно решать подобного рода задачи позволяют специализированные инженерные пакеты, использующие перспективный вычислительный метод конечных элементов [12–15]. Однако стоит отметить, что решенных задач по определению температурного поля металла в процессе прямого прессования легкоплавких материалов в ходе литературного обзора не выявлено.
Целью настоящей работы является исследование температурных режимов прямого полунепрерывного прессования легкоплавких материалов путем компьютерного моделирования методом конечных элементов в пакете QForm.
Процесс прессования осуществляется на гидравлическом прессе Д2428 и подробно описан в работе [11]. Эскиз и фото оснастки, применяемой для получения проволоки и прутков, приведены на рис. 1. Для проведения компьютерного моделирования была создана 3D-модель оснастки (инструментов) и заготовки припоя (рис. 2).
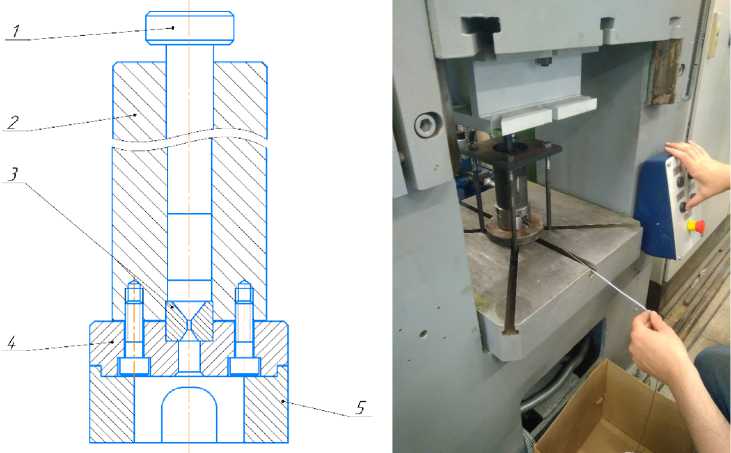
Рис. 1. Эскиз и фото оснастки: 1 – пуансон; 2 – контейнер; 3 – монолитная волока; 4 – прижим; 5 – седло

Рис. 2. Разрез и 3D-модель оснастки с заготовкой припоя
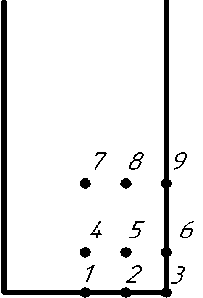
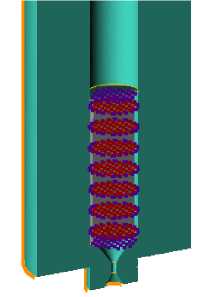
Рис. 3. Схема расположения точек измерения температуры в заготовке
З а д а н н ы е п а ра м е тры дл я и н с тру ме н тов сле д у ю щ ие : д и а ме тр в о л ок и 2, 0 мм ; д иа ме тр контейнера – 2 1, 8 мм. Д л я п ри п оя ПОИн-52 в библиотеку материалов QF or m из справочника [ 16 ] б ыли в н е се н ы д а нн ые . В б а зу материалов QForm б ыл и в н е с ен ы с ле д у ю щ и е з н а чен ия: соп ротив л е н ие д еформ ац и и σ s = 10,5 МПа, плотность ρ = 7300 кг/м3 , к оэ ф фи ц и е н т те пл опроводности λ = 86 В т/м· К , те пл ое мк ост ь С = 230 Дж/кг·К.
К он троль и з ме н е н и я те мп е ратуры в за г отов к е п рово д и л с я п о 9 точк ам ( ри с . 3): три точк и в цен т ре за готов к и , три с к ра ю и три между ними.
В ходе моделирования исследовались температурные изменения при прессовании проволоки ∅2,0 мм. В ходе прессования проволоки ∅2,0 мм из распрессованной заготовки ∅21,8 мм коэффициент вытяжки составляет μ = 118,8. На рис. 4–6 предоставлены графики измерения температур в исследуемых точках при скоростях прессования 0,5; 1,0 и 3,0 мм/с. При этом скорость истечения составила 59,4; 118,8 и 356,4 мм/с соответственно. Для проверки адекватности результатов, полученных в ходе компьютерного моделирования, был проведен эксперимент, в ходе которого была измерена температура металла на выходе из волоки с помощью портативного пирометра DT-9860 после прессования со скоростью 3 мм/с. Результаты замера температуры с помощью термопары показали, что проволока имеет температуру 57–60 °С. Средняя температура точек 1, 2, 4 и 5 на выходе из волоки при скорости прессования 3 мм/с составляет 55 °С (см. рис. 6). Однако стоит отметить, что расчетные значения приводятся при прессовании в оснастке комнатной температуры и первых секундах процесса, а экспериментальные данные получены на устано-
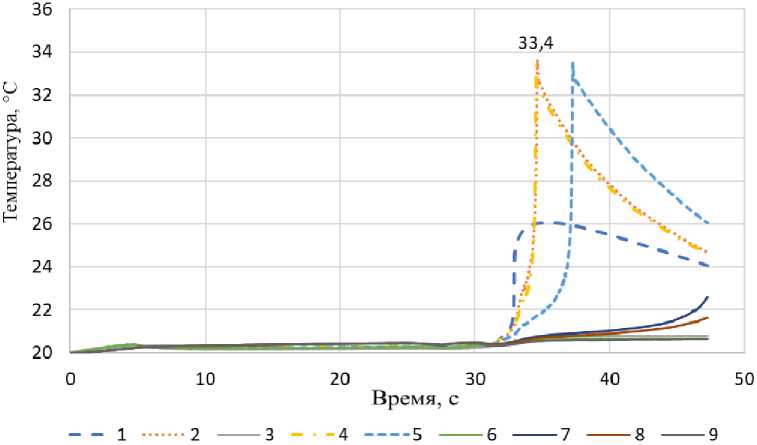
Рис. 4. Результаты моделирования процесса прессования проволоки ∅ 2,0 мм со скоростью 0,5 мм/с (цифрами обозначены точки контроля температуры в заготовке)
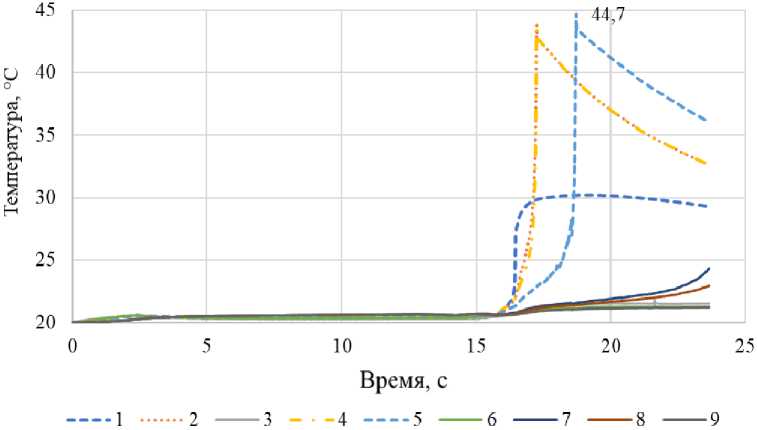
Рис. 5. Результаты моделирования процесса прессования проволоки ∅ 2,0 мм со скоростью 1 мм/с (цифрами обозначены точки контроля температуры в заготовке)

Рис. 6. Результаты моделирования процесса прессования проволоки ∅ 2,0 мм со скоростью 3 мм/с (цифрами обозначены точки контроля температуры в заготовке)
вившемся процессе, т. е. п ос ле н ес к о льк их ми н у т п ре с с ов а н и я. В то же время ош и бк а межд у рас че тн ыми и э к с п е ри ме н тальн ым и данными не превышает 7 %.
К а к в идн о на графи к ов ( с м. ри с . 4–6), ск орость п ре с с ова н и я ме та лла зн а чи те л ьн о в л и я ет н а те мп ера ту ру ме та лл а в в оло к е. М а кс и м альна я те мп е р а ту ра ра зо гре в а м е та лл а с о о т в ет ст вует т о чка м 2, 4 и 5 . П р ич ем в точке 5 тем пера тура п ри ув е л и че н и и с к о рос т и п рес с ов а н и я с 0 , 5 д о 3 , 0 мм/с возра ст а е т с 33 , 4 до 75,8 °С . Р а зогр е в ме талла вы з в а н деформ а ц и он н ыми п роц е с сам и . Р аз огрев за с ч е т тре н и я ме талла о пов е рхн ость к он те й не ра не зн ачителен и не превышает 2…3 °С и характеризуется вели чи ной те мп е ратуры в точк ах 6 и 9.
Анализируя полученные графики, можно оценить не только температуры металла в разных точках заготовки, но и каким образом происходит истечение металла через волоку. Точки, проходящие через волоку, оказывались в очаге деформации в следующем порядке: 1, 4, 2, 5. Точки 3, 6 и 9 задерживаются на краях контейнера, попадая в «мертвую зону», а их температура повышается благодаря теплопередаче в заготовке. Рассматривая течение металла, можно сказать, что «мертвая зона» имеет небольшой размер благодаря конической форме волоки.
Компьютерное моделирование однократного процесса прессования показало, что температура металла в очаге деформации при высоких скоростях истечения повышается весьма существенно, а при мелкосерийном производстве непрерывно прессуется не менее 30…50 заготовок. Логично предполагать, что в процессе непрерывного прессования разогрев металла будет приводить к разогреву оснастки, накапливанию тепла и дальнейшему повышению температуры металла в очаге деформации. Для изучения влияния этого фактора на температуру волоки было проведено осесимметричное моделирование прессова- ния проволоки ∅2,0 мм со скоростью 3 мм/с, с учетом теплообмена инструмента с окружающей средой и заготовкой. Результаты расчета температуры в объеме волоки предоставлены на рис. 7.
На рис. 7 высокие температуры соответствуют температуре канала волоки, а низкие – температуре наружной поверхности волоки.
Рассмотрим ситуацию, когда при полунепрерывном прессовании температура волоки и контейнера повышается вследствие разогре-
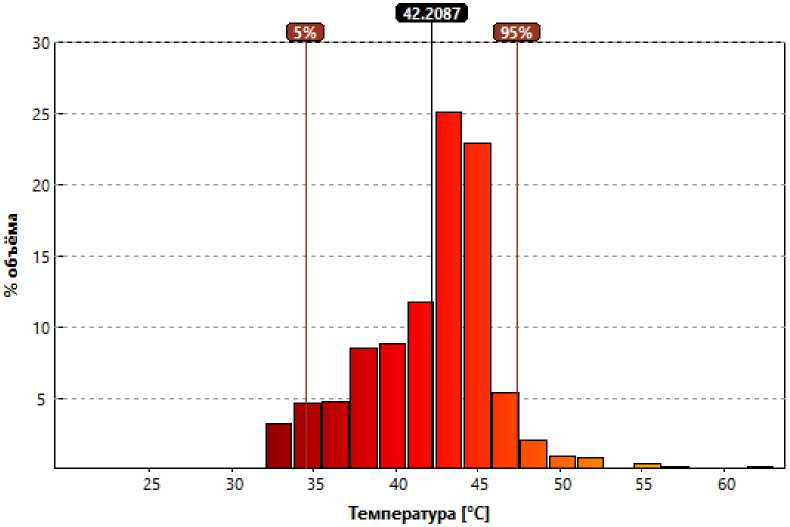
Рис. 7. Распределение температур в объеме волоки при прессовании проволоки ∅ 2,0 мм со скоростью 3 мм/с
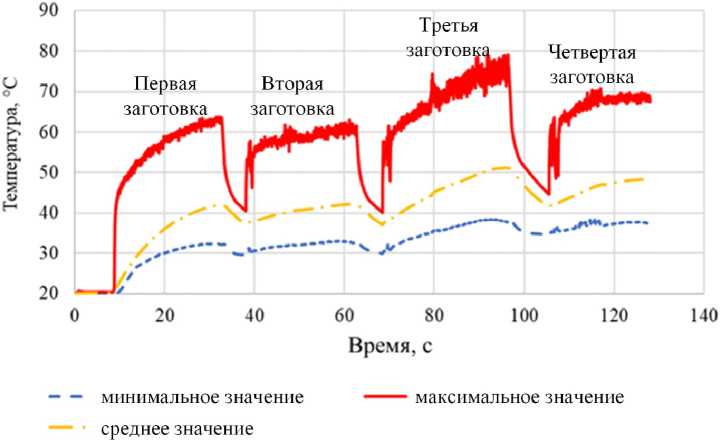
Рис. 8. Изменение температуры волоки во время прессования проволоки ∅ 2,0 мм со скоростью 3 мм/с
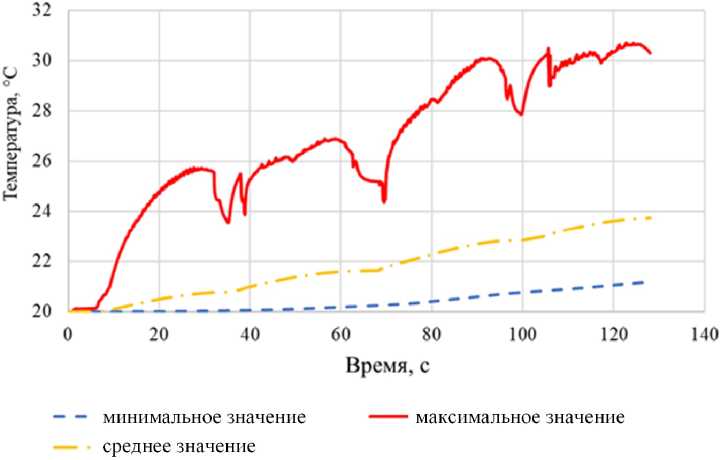
Рис. 9. Изменение температуры контейнера во время прессования проволоки ∅ 2,0 мм со скоростью 3 мм/с
Температуры инструмента и проволоки из сплава ПОИн-52 ∅ 2,0 мм после моделирования четырех проходов
Из графика видно, что в процессе прессования волока разогревается в месте контакта до температуры 60…80 °С. При этом по результатам моделирования многократного прессования можно говорить о среднем значении температуры волоки на уровне 50 °С. Температура контейнера в процессе непрерывного прессования также постепенно возрастает (рис. 9).
Максимальная температура контейнера за время прессования четырех заготовок поднимается на 10 °С, среднее значение температуры контейнера повышается на 4 °С.
Температуры инструмента и проволоки из сплава ПОИн-52 диаметром 2,0 мм после моделирования четырех проходов предоставлены в таблице.
Заключение
По результатам компьютерного моделирования установлено, что скорость истечения металла из волоки, которая в свою очередь определяется скоростью прессования и коэффициентом вытяжки оказывает существенное влияние на температурные условия процесса прессования. При изменении скорости прессования с 0,5 до 3 мм/с в процессе выдавливания проволоки ∅2,0 мм из заготовки ∅20 мм максимальная температура металла возрастает с 33,4 до 75,8 °С. Причем стоит отметить, что последовательное прессование четырех заготовок приводит к повышению максимальной температуры проволоки с 75,8 до 87 °С. Связано это с тем, что в процессе непрерывного прессования оснастка, а именно волока, разогревается и уже после четвертого цикла прессования ее средняя температура составляет около 45 °С. Средняя температура контейнера повышается при этом на 4 °С. После четвертого цикла дальнейшее повышение температуры как прессуемого металла, так и проволоки на исследуемом диаметре припоя прекращается и процесс стабилизируется.
Однако в перспективе стоит рассмотреть вопрос влияния на температурные условия процесса прессования изменения геометрических параметров оснастки, коэффициента вытяжки, а также диаметра готовой проволоки и прутка.
Список литературы Компьютерное моделирование температурных режимов при полунепрерывном прямом прессовании легкоплавких материалов
- Конструкторско-технологическое проектирование электронной аппаратуры: учеб. для вузов /под общ. ред. В.А. Шахнова. -М.: Изд-во МГТУ им. Н.Э. Баумана, 2005. - 568 с.
- Гусев, В.Г. Электроника и микропроцессорная техника: учеб. для студентов вузов / В.Г. Гусев, Ю.М. Гусев. - М. : Высшая школа, 2006. - 799 с.
- Медведев, А.М. Бессвинцовые технологии монтажной пайки. Что нас ожидает? / A.М. Медведев //Электронные компоненты. - 2004. - № 11.
- Медведев, А.М. Электронные компоненты и монтажные площадки / А.М. Медведев // Компоненты и технологии. - 2006. - № 12.
- Григорьев, В. Бессвинцовые технологии - требование времени или прихоть законодателей от экологии? /В. Григорьев //Электронные компоненты. - 2001. - № 6.
- Бессвинцовые припои в технологии производства изделий микроэлектроники / В.В. Зенин, B.Н. Беляев, Ю.Е. Сегал, А.А. Колбенков //Микроэлектроника. - 2003. - Т. 32, № 4.
- Пайка без свинца. Bleifrei loten: Silber und Kupfer statt Blei. Krempelsauer // Elektor (BRD). -2000. - № 5.
- Шапиро, Л. Использования бессвинцовых технологий не избежать /Л. Шапиро //Вестник электроники. - 2007. - № 2.
- Шапиро Л. Внедрение европейской директивы RoHS / Л. Шапиро // Электронные компоненты. - 2006. - № 1.
- Глебов, Л.А. Припой ПОИн-52: исследование процесса и разработка технологии мелкосерийного производства проволоки / Л.А. Глебов, Л.В. Радионова, С.С. Фаизов // Magnitogorsk Rolling Practice 2019: материалы IV молодежной научно-практической конференции / под ред. А.Г. Корчунова. - Магнитогорск: Изд-во Магнитогорского гос. техн. ун-та им. Г.И. Носова, 2019. - С. 54-56.
- Математическое моделирование энергосиловых параметров прямого прессования легкоплавких материалов /Л.В. Радионова, С.Р. Фаизов, В.Д. Лезин, А.Е. Сарафанов //Вестник ЮУрГУ. Серия «Металлургия». - 2020. - Т. 20, № 2. - С. 71-79. DOI: 10.14529/met200207
- Аль-Кхузаи, А.С.О. Определение диапазона изменения параметров напряжённо-деформированного состояния металла при непрерывной прокатке труб /А.С.О. Аль-Кхузаи, В.В. Широков, А.В. Выдрин // Вестник ЮУрГУ. Серия «Металлургия». - 2019. - Т. 19, № 1. - С. 74-79. DOI: 10.14529/met190109
- Моделирование операций обработки давлением при производстве штампосварных деталей трубопровода /К.С. Торгонин, В.В. Широков, Б.А. Чаплыгин и др. //Вестник ЮУрГУ. Серия «Металлургия». - 2018. - Т. 18, № 4. - С. 109-120. DOI: 10.14529/met180412
- Харитонов, В.А. Расчет параметров преформации на основе моделирования в программном комплексе DEFORM 3D / В.А. Харитонов, Э.Р. Ямтеева //Известия высших учебных заведений. Черная Металлургия. - 2013. - № 56 (10). - С. 47-48. DOI: 10.17073/0368-0797-2013-10-47-48
- Стругов, С.С. Сравнение методов оценки напряженно-деформированного состояния при осадке цилиндрической заготовки / С.С. Стругов, В.А. Иванов, В.Г. Шеркунов //Вестник ЮУрГУ. Серия «Металлургия». - 2016. - Т. 16, № 4. - С. 140-146. DOI: 10.14529/met160416
- Диаграммы состояния двойных металлических систем: справ. : в 3 т. / под общ. ред. Н.П. Лякишева. -М. : Машиностроение, 2001. - Т. 3, кн. 1. - 872 с.
