Компьютерный анализ процесса волочения круглых изделий

Автор: Каргин Владимир Родионович, Каргин Борис Владимирович, Сергеев Юрий Александрович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 4-1 т.15, 2013 года.
Бесплатный доступ
В данной статье приведены результаты компьютерного моделирования процесса волочения круглых сплошных изделий в конические волоки с помощью метода конечных элементов в специализированном программном комплексе DEFORM-2D.
Математическое моделирование, напряженно-деформированное состояние, усилие волочения, коэффициент вытяжки
Короткий адрес: https://sciup.org/148202234
IDR: 148202234 | УДК: 621.774.372
Computer analysis of process of drawing round products
In this work, the drawing of round products in conical dies was simulated by the finite element method (FEM) with the particularized bundled software DEFORM-2D to analyze tension identification and the influence of technological parameters on process of drawing.
Текст научной статьи Компьютерный анализ процесса волочения круглых изделий
Рис. 1. Схема волочения
Для описания материала изделия принята модель упрочняющейся упругопластической среды. Механические свойства материала заданы значениями модуля упругости Е = 70 ГПа , коэффициента Пуассонаv = 0,33 , предела текучести в зависимости от накопленной интенсивности пластических деформаций. Геометрическая модель соответствует условиям осесимметричного нагружения. На поверхности контакта заготовки с волокой действуют касательные напряжения, определяемые по закону Кулона
Гк =/&ТК , где μ – коэффициент трения, σ к– нормальное напряжение.
Для установления необходимого числа конечных элементов двухмерной упорядоченной сетки, проведено компьютерное моделирование процесса волочения круглого изделия с количеством конечных элементов N= 500,1000,1500. По результатам моделирования принято N = 500 , т.к. усилие волочения Рв в диапазоне 500-1500 элементов меняется в пределах 5% , что является незначительным отклонением для инженерных расчётов.
Перед волочением один конец заготовки заостряют, чтобы этот конец, или как говорят “захватка”, свободно входил в канал волоки и выходил с противоположной стороны на величину, достаточную для захвата тянущим устройством. Для оценки влияния геометрии заготовки на усилие волочения проведено моделирование процес-
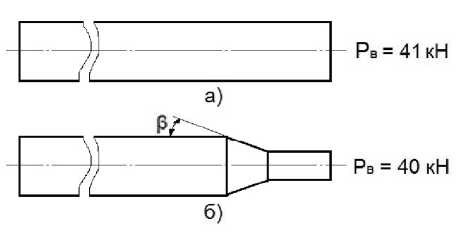
Рис. 2. Зависимость усилия волочения от геометрии заготовки: а – заготовка без заострения, б – заготовка с заострением са волочения для заготовки, имеющей заострение и без него (рис. 2). Как видно из рис. 2, геометрия заготовки не оказывает существенного влияния на усилие волочения. Использование заготовки с заострением позволяет сократить длительность расчетов.
Для оценки влияния угла заострения заготовки на усилие волочения, проведено моделирование процесса волочения заготовки, имеющей угол заострения #5 , равный углу конуса рабочей зоны волоки ( a - 12е ), больше и меньше угла конуса, рис. 3. В процессе расчета установлено, что усилие волочения меняется в незначительных пределах (рис. 3), однако, оптимальным для моделирования является угол P = 12° ,так как процесс волочения сразу переходит к установившейся фазе, что позволяет повысить скорость расчета. С точки зрения захвата, оптимальным будет угол p = 7* , так как он снижает вероятность обрыва заготовки на начальной стадии волочения из-за более плавного роста усилия.
Решение задачи методом конечных элементов позволило получить зависимость усилия волочения Рв от коэффициента вытяжки Л (рис. 4).
Как показывают результаты моделирования,
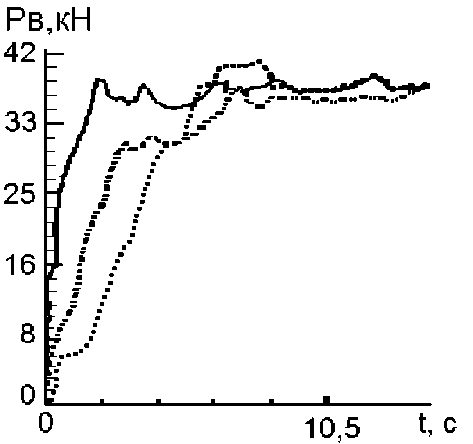
Рис. 3. Зависимость усилия волочения Рв от угла заострения заготовки на начальной стадии процесса:
д = 0,12; Я = 1,2; a = 12" ; lk = 5мм увеличение коэффициента вытяжки вызывает увеличение дополнительных сдвигов, дополнительное упрочнение металла, рост напряжений и, как следствие, рост усилия волочения по нелинейному закону.
По результатам моделирования установлена зависимость усилия волочения от угла рабочего конуса волоки (рис. 5). Зона оптимальных углов находится в интервале от 9 до 12 , где усилие волочения минимально. Наименьшее значение усилия наблюдается при a = 10[ . При малых углах конуса волоки увеличивается контактная поверхность, что способствует повышению общего давления металла на волоку и силы волочения. При значении угла рабочей зоны, равном 15° , усилие вновь увеличивается в связи с по-
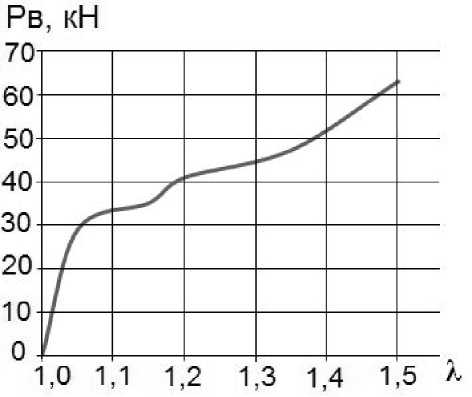
Рис. 4. Зависимость усилия волочения Рв от коэффициента вытяжки при д = 0,12; a = 12°; lk = 5мм
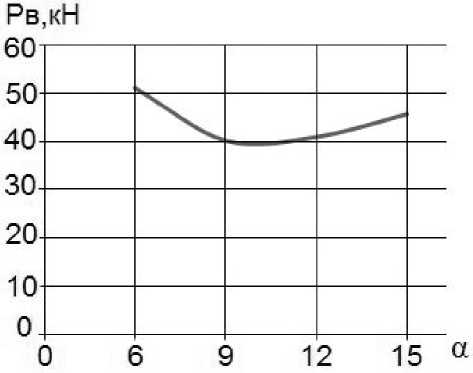
Рис. 5. Зависимость усилия волочения Рв от угла обжимной зоны при д = 0,12; Я = 1,2
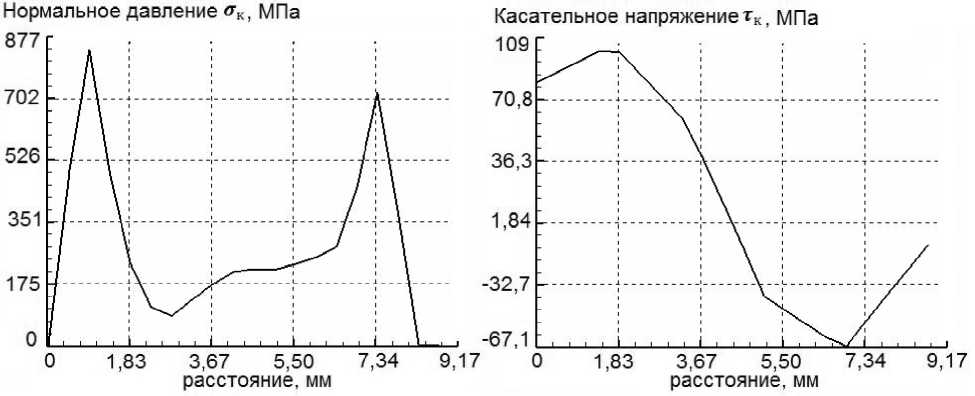
Рис. 6. Эпюра распределения нормального давления и касательного напряжения на границе металл – волока при р = 0,12; Л = 1,2 ; а - 12[ ; Z^ = 5мм
вышением резкости поворотов линий скольжения, что приводит к росту напряжений на контактной поверхности.
Калибрующая зона рабочего канала должна быть оптимальной длины и обеспечивать устойчивое волочение при минимальных энергосиловых параметрах процесса. Влияние длины калибрующей зоны ? на усилие волочения наиболее значительно при малых вытяжках, поскольку в этом случае на всем протяжении калибрующей зоны протягиваемая заготовка контактирует с волокой: чем длиннее калибрующая зона волоки, тем больше усилие волочения, что подтверждается данными моделирования процесса волочения (при р = 0,12; Л = 1,2 ; а = 12е ).
Таким образом, зависимость усилия волочения Рв от длины калибрующего пояска носит линейный характер.
Для изучения напряженного состояния на границе контакта заготовки и волоки в процессе моделирования получен график распределения нормального давления и касательного напряжения на границе деформируемый металл – волока (рис. 6).
Как следует из рис. 6, на эпюре распределения нормального давления отмечается наличие двух экстремумов в местах начала деформации в обжимной зоне волоки и при переходе обжимной зоны в калибрующий поясок. На этих участках резко меняются направления линий течения металла заготовки, возрастает угол их поворота, что и приводит к скачкообразному возрастанию нормального давления протягиваемого металла на рабочую поверхность волоки. Касательные напряжения при выходе из обжимой зоны меняют знак, накладывая тем самым дополнительные нагрузки на инструмент.
Процесс волочения характеризуется неравномерностью пластического течения поверхност- ных и центральных слоев металла в очаге деформации, что определяет особенности распределения деформаций и напряжений по сечению обрабатываемых профилей. Таким образом одним из резервов повышения качества выпускаемой продукции является изучение напряженного состояния в очаге деформации. На рис.7 представлено распределение осевых, радиальных, окружных и касательных напряжений.
Напряжения у= , у^ , Уд иТ изменяются на входе в зону деформации, в самой зоне деформации, и на выходе из нее как по длине, так и по сечениям заготовки. Осевые напряжения ^z во входной зоне на периферии растягивающие, а в центральных слоях сжимающие. По мере приближения к зоне деформации ^z меняют знак, достигая максимальных растягивающих значений в центре заготовки. В зоне деформации на границе волока – заготовка осевые напряжения сжимающие из-за влияния сил трения, а в средних слоях растягивающие, причем У2 увеличиваются в радиальном направлении от периферии к центру. По мере движения поперечного сечения заготовки от входа к выходу из канала волоки осевые напряжения из сжимающих переходят в растягивающие. Это происходит потому, что в установившемся процессе волочения поперечное сечение по направлению к выходу уменьшается, а объем металла между этим сечением и сферой входа в деформационную зону увеличивается.
После выхода из канала волоки осевые напряжения увеличиваются от центра к периферии, в следствии более резкого поворота траекторий движения частиц металла заготовки вблизи поверхности по сравнению с центральными слоями. Чем дальше расположено сечение от волоки, тем равномернее распределение У2 в радиальном направлении.
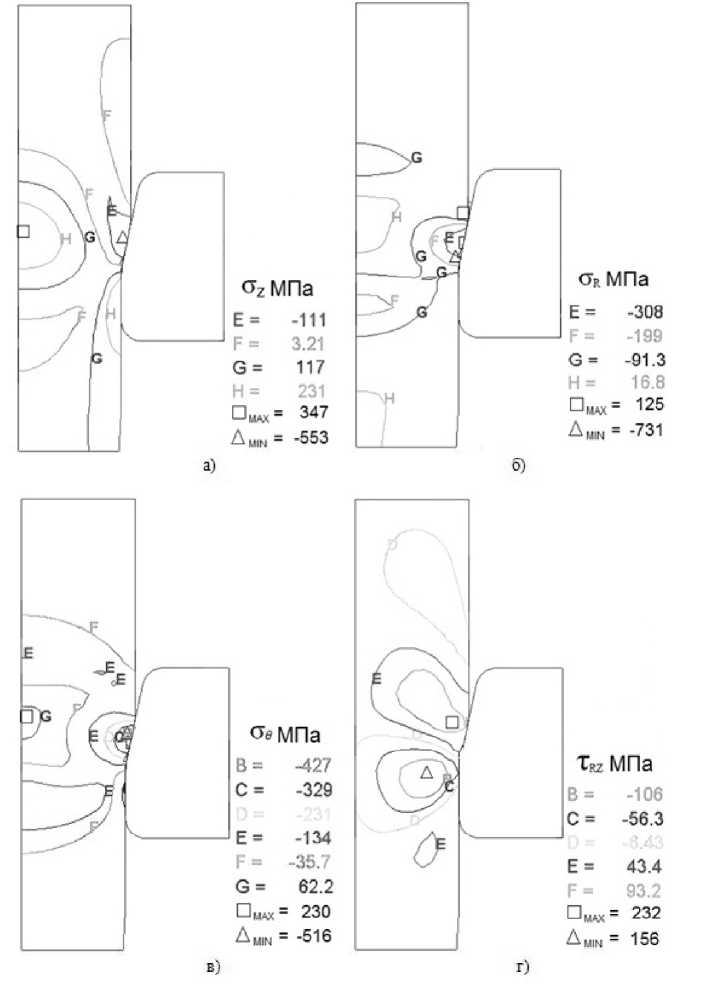
Рис. 7. Распределение осевых(а), радиальных(б), окружных(в) и касательных (г) напряжений,
; X = 1,2; 1^ = 5мм g = 0,12; а = 12"
Значения радиальных и окружных напряжений yR и Уд по абсолютной величине нарастают от центра к периферии. В кольцевой области, локализованной в месте контакта заготовки и воло ки, все три напряжения Уд , У2 и Уд сжимающие, в центральных слоях входной зоны – растягивающие. Данное напряженное состояние растяжения является неблагоприятным, так как может привести к снижению сопротивления металла разрушению, понижению твердости во внутренней области изделия и явлению “разрыхления” [4]. После выхода из канала волоки сжимающие радиальные напряжения yR убывают вследствие окончания обжимающего действия волоки.
Касательное напряжение достигает наибольших значений на входе и выходе из зоны деформации в средних слоях.
В зоне деформации при волочении круглых изделий преобладает осесимметричная разноименная схема напряженного состояния с напряжением растяжения yz , создаваемым усилием волочения и двумя напряжениями сжатия yR и C7g создаваемыми реакцией стенок канала волоки, причем CTR = ВЫВОДЫ 1. Проведен анализ процесса волочения круглого сплошного изделия при заданных параметрах. Установлена зона оптимальных углов рабочего конуса волоки, которая находится в интервале от 9 до 12 , где усилие минимально. 2. Зависимость усилия волочения от коэффи- 3. Использование заготовки с углом заострения, равным углу конуса рабочей зоны волоки позволяет повысить производительность процесса моделирования, а угол заострения, меньший угла рабочей зоны волоки, позволяет снизить вероятность обрыва в момент захвата. 4. Распределение напряженного состояния в процессе волочения носит сложный характер. Преобладающей является схема с одним растягивающим и двумя сжимающими напряжениями. При входе в зону деформации в месте контакта заготовки и волоки выявлена схема всестороннего сжатия, а в центральных слоях- всестороннего растяжения.
Список литературы Компьютерный анализ процесса волочения круглых изделий
- Перлин И.Л., Ерманок М.З. Теория волочения. М.: Металлургия, 1971. 448 с.
- Носов А.Д., Корчунов А.Г., Андреев В.В. Моделирование режимов волочения калиброванной стали//Вестник МГТУ им.Г.И. Носова.2007.№2.С.49-51.
- Каргин В.Р., Быков А.П., Каргин Б.В., Ерисов Я.А. Моделирование процессов обработки металлов давлением в программе DEFORM -2D. Самара: МИР. 2011.170 с.
- Аркулис Г.Э. О распределении напряжений в очаге деформации при волочении круглых прутков//Известия вузов. Чёрная металлургия.1969. №3. С. 90-92.
- Щукин С.В., Рыбин Ю.И. Исследование на базе конечных элементов напряжённо-деформированного состояния проволоки при волочении//Известия вузов. Чёрная металлургия.1993. №6. С. 31-34.
