Комплексное решение задач по холодной прокатке тончайших лент из нитинола на многовалковых станах

Автор: Татарников Н.Н., Юсупов В.С., Белелюбский Б.Ф.
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Обработка металлов давлением. Технологии и машины обработки давлением
Статья в выпуске: 4 т.25, 2025 года.
Бесплатный доступ
Исследование режимов прокатки тончайшей ленты из никелида титана направлено на определение оптимальных параметров процесса, которые обеспечивают наилучшее качество продукции и максимальную производительность. Объектом исследования являются различные параметры процесса прокатки, такие как сила прокатки и силы натяжения ленты при прокатке. В предложенной работе дана характеристика процесса прокатки, рассмотрены датчики и контрольноизмерительные приборы, применяемые при исследовании процессов прокатки, выполнен анализ методов измерения параметров прокатки. Проведенная методика исследований оборудования и процессов обработки металлов давлением базируется на применении цифровых технологий, обладающих мобильностью и высокой точностью измерений, способностью выполнять вычисления в реальном времени. Предлагаемый измерительный комплекс сопрягает классические тензометрические мостовые схемы через аналогоцифровые преобразователи с персональным компьютером. Представлен анализ научнотехнической литературы по технологическим процессам получения прокаткой тончайшей ленты на двадцативалковых станах и обработке давлением сплавов с эффектом памяти, показаны возможности практического использования нитинола в виде тончайшей ленты в различных областях науки и техники – от биотехнологий до авиакосмической техники. Проведены экспериментальные исследования технологических факторов, влияющих на выпуск качественной тончайшей ленты, таких как энергосиловые параметры прокатки, промежуточные термообработки, профилировки валковой пирамиды, микрогеометрии поверхности валков, показано существенное влияние этих факторов на продольную и поперечную разнотолщинность, планшетность и качество поверхности получаемой ленты. На основе полученных экспериментальным путём данных были разработаны технологические режимы получения конечного проката. Предложенные мероприятия по модернизации оборудования позволяют получать единичную и мелкосерийную продукцию с уникальными свойствами. В рамках работы был предложен и апробирован способ изготовления рабочих валков с повышенными требования к точности изготовления и качеству поверхности. Комплексность исследования дополняет моделирование исследуемого процесса в программах конечноэлементного анализа (МКЭ). Итоговым результатом работы будет создание математической модели прокатки тончайшей ленты из нитинола на давадцативалковом прокатном стане. Такая модель позволяет не только проводить технологический расчёт, но и будет использована при создании полноценного АСУ ТП рассматриваемого агрегата.
Материалы с памятью формы (ЭФП), нитинол, двадцативалковый стан, прокатка тончайшей ленты, измерительный комплекс, месдоза, аналого-цифровой преобразователь, прокатные валки, холодная прокатка
Короткий адрес: https://sciup.org/147253181
IDR: 147253181 | УДК: 621.771:669.018 | DOI: 10.14529/met250407
Technological aspects of rolling the thinnest strips from titanium nickelide
A study of the rolling conditions for titanium nickelide thin strip is aimed at determining the optimal process parameters that ensure the best product quality and maximum productivity. The object of the study is various rolling process parameters, such as rolling force and strip tension during rolling. This paper characterizes the rolling process, examines the sensors and instrumentation used in rolling process studies, and analyzes methods for measuring rolling parameters. The applied methodology for studying metal forming equipment and processes is based on the use of digital technologies, which offer mobility, high measurement accuracy, and the ability to perform calculations in real time. The proposed measuring system interfaces classic strain gauge bridge circuits with a personal computer via analog-to-digital con-verters. This paper presents an analysis of scientific and technical literature on the technological processes of rolling thin strip on twenty-high mills and forming alloys with a memory effect. The potential for the practical use of nitinol in the form of thin strip in various fields of science and technology, from bio-technology to aerospace engineering, is demonstrated. Experimental studies of process factors influencing the production of high-quality ultra-thin strip were conducted, including rolling energy parameters, inter-mediate heat treatments, roll pyramid profiling, and roll surface microgeometry. These factors significantly influence longitudinal and transverse thickness variation, flatness, and surface quality of the resulting strip. Based on the experimental data, process modes for producing final rolled products were developed. Pro-posed equipment modernization measures enable the production of single-piece and small-batch products with unique properties. A method for manufacturing work rolls with increased requirements for manufac-turing accuracy and surface quality was proposed and tested. The comprehensiveness of the study is en-hanced by modeling the process under study using finite element analysis (FEA) programs. The final result of the study will be the creation of a mathematical model for rolling ultra-thin nitinol strip on a 20-high rolling mill. This model not only enables process calculations but will also be used in the development of a fully-fledged automated process control system for the unit in question. In this paper, the main features and direc-tions of rolling the thinnest nitinol tapes are investigated. The mechanisms of improving the quality of the produced tape through the use of modern technology for regulating and controlling the rolling modes of the tape were considered. The main direction should be considered the modernization and improvement of various types of technologies for rolling the thinnest tapes, methods and technical means that could pro-vide not only productivity growth, but also improve the quality of finished products.
Текст научной статьи Комплексное решение задач по холодной прокатке тончайших лент из нитинола на многовалковых станах
N.N. Tatarnikov1, , V.S. Yusupov2, , Belelyubsky3, ,
Важным перспективным сегментом отечественного производства материалов с эффектом памяти формы (ЭФП) является производство тончайших лент из никелида титана (нитинола). На сегодняшний день основная доля нитиноловой продукции в России приходится на импортных производителей. Постоянное увеличение использования техноло- гичного материала на основе системы ни-кель–титан (нитинола) требует модернизации технических средств, способных обеспечить не только рост производительности, но и повышение качества готовой продукции.
Проведенный анализ машиностроительных производств указывает на популяризацию использования нитинола благодаря его уни- кальным свойствам. Интерметаллиды (интерметаллические соединения), к которым относится нитинол, не соответствуют характеристикам большинства сталей, но их свойства и структура имеют особенности, которые определяют области применения. Это связано с тем, что интерметаллиды – отдельный класс материалов, которые сохраняют упорядоченную структуру вплоть до температуры плавления, и их свойства не полностью аналогичны свойствам традиционных металлических сплавов [1].
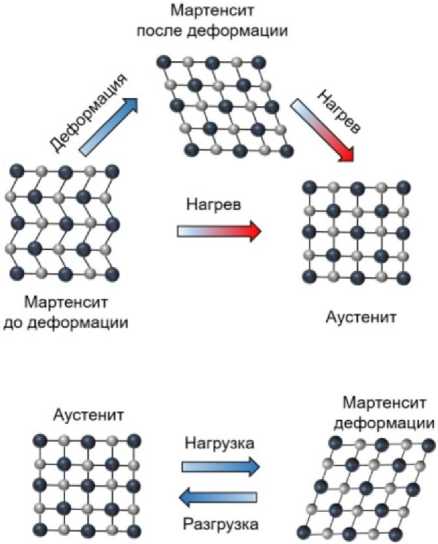
Рис. 1.Схематическое изображение эффекта памяти формы (ЭПФ) [2]
Fig. 1. Schematic representation of the resulting memory form [2]
Сферами применения сплавов с памятью формы являются медицина, космос, техника, биомеханика. Среди ассортимента изделий из сверхэластичного сплава можно выделить элементы робототехники, всевозможные температурные приборы и приводы, технологии специального назначения, трансформируемые исполнительные конструкции с демпфирующей способностью. Уникальное бездиффузион-ное превращение сплава мартенсит-аустенит и обратное превращение аустенит-мартенсит, схематично представленное на рис. 1 и 2а, позволяет сохранить свойства прямой и обратной памяти формы бесконечное количество раз.
Если деталь сложной формы подвергнуть нагреву до красного каления, то она запомнит эту форму. После охлаждения до комнатной температуры деталь можно деформировать, но при нагреве выше 40 °С она восстановит первоначальную форму. Нитинол обладает эффектом памяти вследствие наличия металлической кристаллической решетки, что позволяет претерпевать большие деформации без разрушения структуры материала. Когда материал деформируется, внутренние слои кристаллической решетки начинают испытывать давление, а внешние растягиваются. При нагревании нитинол расправляется и обретает первоначальную форму [2].
Кроме того, сплав Ni–Ti – никелид-титан обладает устойчивостью к коррозии, биосовместимостью, высоким пределом прочности, а также ещё одним уникальным свойством – при деформациях при температурах слегка выше температуры конца обратного мартен-
а)
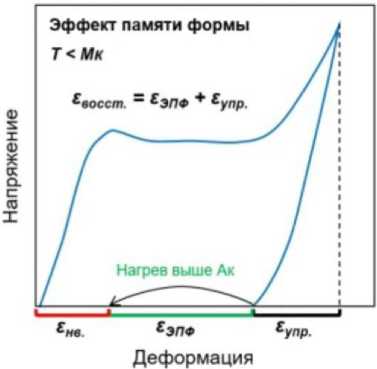
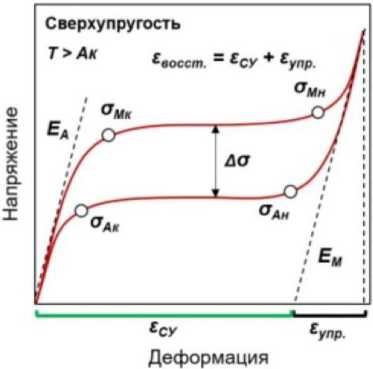
Рис. 2. ЭФП и явление сверхупругости на кривых «напряжение – деформация» [2]
Fig. 2. Shape memory effect and superelasticity phenomenon on stress-strain curves [2]
b)
ситного преобразования возникает эффект сверхупругости (сверхпластичности) (рис. 2b).
Исследование рынка нитиноловой продукции показывает, что по отраслям большее число заявок относится к медицинской, аэрокосмической, машиностроительной и автомобильной. Широкий сортамент предпочтительно применяемых и активно используемых полуфабрикатов из сплавов с памятью формы – проволока, порошок и плоский прокат. Производство данной продукции является трудоемким процессом. Также приоритетным направлением получения нитиноловых полуфабрикатов является прокат тончайших лент на многовалковых станах. Отметим, что тончайшая лента сама по себе также является полупродуктом: окончательные размеры, форма, а главное, свойства получают уже при конечном производстве изделий. Для собственно процесса прокатки важнейшими показателями качества являются планшетность, продольная и поперечная разнотолщинность. Наряду с вышесказанным очень важен получаемый при прокатке параметр, характеризующий состояние поверхности – шероховатость. Центральным направлением исследовательской работы в этих направлениях является модернизация и совершенствование технических средств и методов выпуска продукции.

Рис. 3. Вид сбоку станины двадцативалкового прокатного стана 12/160 (до модернизации) Fig. 3. Side view of the frame of a twenty-high rolling mill 12/160 (before modernization)
Холодная прокатка тончайших лент осуществляется как основная технологическая операция в результате развернутого технологического процесса, включающего разливку слитков, горячую и холодную операции прокатки, а также промежуточные операции термообработки. Основной агрегат для получения нитиноловой тончайшей ленты – двадцативалковый прокатный стан (рис. 3) [3].
Один из возможных способ повышения качества выпускаемой ленты – поддержание стабильности размеров и качества поверхности за счет применения современной технологии регулирования и контроля режимов прокатки ленты.
Часть проблем, возникающих при прокатке на многовалковых станах и приводящих к разнотолщинности, образованию избыточных локальных напряжений на торцах и к не-плоскостности получаемой ленты, связана с точностью изготовления и профилировки прокатных валков [4, 5]. Высокие требования к геометрическим параметрам при изготовлении прокатных валков недостижимы без применения современного металлорежущего оборудования повышенной точности. Таким образом, прокатка тончайших лент предъявляет особые требования к рабочим валкам, что выделяет её от прокатки лент на двух- или четырехвалковых станах холодной прокатки. В связи с повышенными требованиями к микрогеометрии поверхности прокатного валка возникла потребность в усовершенствовании процесса механической обработки профиля валков. Представляется целесообразным в комплексе рассмотреть вопросы технологии изготовления и повышением качества валков [6, 7].
К рабочим валкам и опорным роликам многовалковых станов предъявляются повышенные требования по точности. Шероховатость бочки валков должна соответствовать 10–11-му классу точности по ГОСТ 2789–73. На поверхности не допускаются трещины, вмятины, неметаллические включения, коррозия и иные дефекты. Диаметр прабочих валков в настоящей работе составляет от 8 до 12 мм и подбирается в зависимости от толщины и ширины проката. Могут использоваться валки, изготовленные из специальных валковых сталей или твердосплавные, а также допускается использование валков из шарикоподшипниковой стали ШХ15. Рабочие валки, рассматриваемые в работе, предназначены для двадцативалкового стана 12/160 (рис. 4) и используются для прокатки тончайших лент из высокоуглеродистых, легированных и прецизионных сталей и сплавов [8–12].

Рис. 4. Трехмерная модель детали «Валок»
Fig. 4. Three-dimensional model of the “Roller” part
Полная технология изготовления рабочих валков состоит из отжига, редуцирования с двукратным обжатием, закалки с отпуском, шлифования и последующей обработки свободным абразивом.
Поскольку важную роль играет профиль рабочих валков, а также значения параметров шероховатости рабочих поверхностей, то в связи с этим оборудуют специальные шлифовальные отделения с агрегатами, обеспечивающими точную обработку поверхности валков, устройствами для комплектования и контроля рабочих и опорных роликов.
Сущность разработанного и опробованного технического решения заключается в том, что механическая обработка осуществляется за один установ. Способ позволяет на этапе изготовления добиться требуемых геометрических характеристик. Механическая обработка валка осуществляется на оборудовании для изготовления режущего инструмента, что обеспечивает достижение шероховатости поверхности Ra 1,6 и менее [13].
В ходе разработки способов контроля и регистрации процесса прокатки для данного стана создан тензометрический измерительный комплекс с использованием датчиков силы [14, 15].
Комплекс позволяет измерять усилие прокатки и силы переднего и заднего натяжения. Сила натяжения при прокатке определяется посредством натяжного ролика со встроенными тензометрическими опорами. Данные опоры проходят предварительную тарировку (рис. 5). В качестве датчиков измерения усилия зажима нажимных винтов после отработки нескольких вариантов оказалось оптимально использовать две кольцевые месдозы (рис. 6). Такие месдозы являются покупным изделием, тарировки не требуют, а их паспортные характеристики вносятся в регистрирующее программное обеспечение [16].
Используемые измерительные датчики подключаются к аналогово-цифровому преобразователю (АЦП), преобразующему данные для дальнейшей обработки телеметрической системой. Поступивший сигнал на ЭВМ с помощью специального ПО обрабатывается и в наглядном виде выдается оператору [17].

Рис. 5. Тарировка датчиков измерения силы натяжения при прокатке: 1 – натяжной ролик с тензометрическими опорами; 2 – моталка; 3 – тензометрический датчик силы при растяжении
Fig. 5. Calibration of tensile force measuring sensors during rolling: 1 – tension roller with strain gauge supports; 2 – winder; 3 – tensile force measuring strain gauge
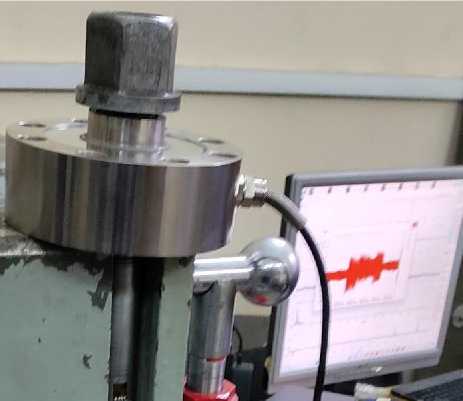
Рис. 6. Нажимной винт с гайкой и кольцевая месдоза, сопряженная через АЦП с компьютером
Fig. 6. Pressure screw with nut and ring pressure sensor, connected via an analog-to-digital converter to a computer
Ключевым этапом работы стало проведение экспериментальных исследований по непосредственной разработке технологии прокатки тончайших лент из нитино-ла, включая отработку технологических режимов обжатий и натяжений с учетом сортамента и вариантов промежуточной термообработки.
В отечественных и зарубежных изданиях публикуется немало статей по технологии обработки давлением нитинола, однако целевой поиск показывает, что среди этих публикаций нет исследований непосредственно по технологии прокатки тончайшей ленты [18, 19]. Как вывод отметим, что в России не разработаны технологические основы получения прокаткой тончайшей ленты из нитинола [20, 21]. В разработке такой технологии состоит практическая ценность представленной работы.
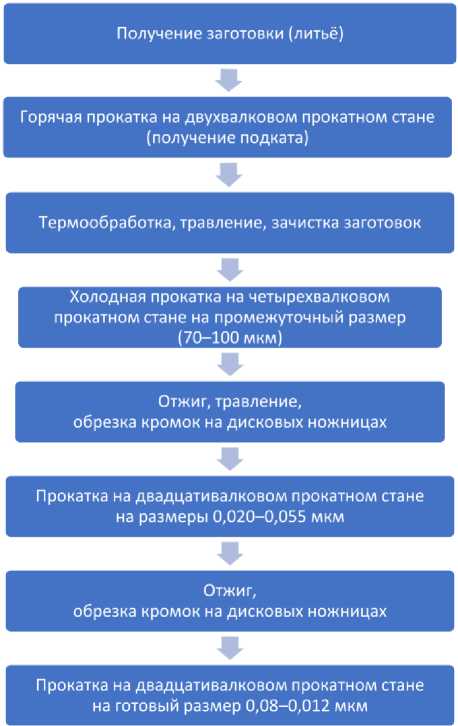
Рис. 7. Общая схема технологии получения тончайшей ленты из нитинола
Fig. 7. General diagram of the technology for producing the thinnest tape from nitinol
Прокатка тончайших лент (рис. 7) требует применения рабочих валков малого диаметра, высоких удельных натяжений ленты, тонкого регулирования натяжения при прокате, высоких суммарных обжатий, интенсивного отвода тепла, выделяемого в зоне деформации, возможность использования специальной технологической смазки, ее тщательной фильтрации и поддержания постоянства температуры [3, 22].
На основании проведенных исследований предложен технологический процесс прокатки тончайшей ленты из нитинола. Общая технологическая схема получения ленты из рассматриваемого материала представлена на рис. 7.
Вначале осуществляется подготовка нити-нолового слитка под прокатку, затем горячая прокатка на стане дуо и предварительная холодная прокатка на станах кварто до 70–100 мкм. Прокатка сопровождается промежуточными операциями термической обработки.
Непосредственное получение тончайшей ленты проходит на двадцативалковом стане с прокаткой в несколько проходов и промежуточным отжигом. Отжиг осуществлялся в специально разработанном герметичном сосуде, в который поступает защитный газ, создавая избыточное давление (рис. 8). Сосуд с отжигаемой лентой выдерживается в камерной печи при температуре от 600 до 700 °С в течение 5–10 мин.

Рис. 8. Сосуд для отжига нитиноловой ленты в защитной атмосфере
Fig. 8. Vessel for annealing nitinol tape in a protective atmosphere
Отожженная лента травится плавиковой, азотной кислотой с последующей обработкой водой или перекисью водорода. Затем лента (рис. 9) прокатывается в 3 прохода до конечной толщины.

Рис. 9. Прокатанная нитиноловая лента толщиной 39 мкм
Fig. 9. Rolled nitinol tape with a thickness of 39 µm
Отметим также, что за рамками представленной работы остался ряд других факторов, влияющих на технологический процесс [23–25]. Их исследование требует проведения дополнительных экспериментов.
Важной частью исследования является программное моделирование методом конечных элементов (МКЭ).
Анализ технологий ОМД не мыслим в современных условиях без применения мощных вычислительных средств и компьютерного моделирования [26–31]. В качестве программного обеспечения могут использоваться специализированные программы исследования процессов ОМД посредством МКЭ – QForm и Deform. МКЭ анализ позволяет оценить возникающие напряжения и деформации, предсказать появление дефектов, выявить оптимальные параметры инструмента и заготовки. Таким образом, можно проверить разработанный технологический процесс или сопоставить его с реальным процессом прокатки.
Данное программное обеспечение позволяет смоделировать процесс прокатки в мельчайших деталях. На рис. 10 представле-
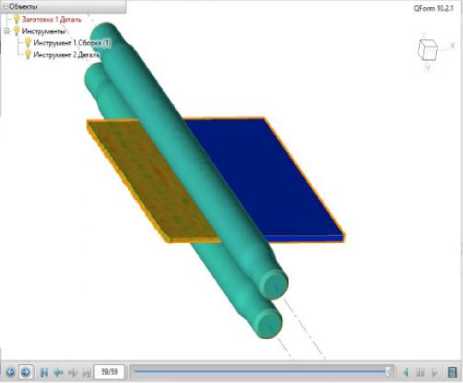
Рис. 10. Визуализация процесса прокатки в QForm
Fig. 10. Visualization of the rolling process in QForm
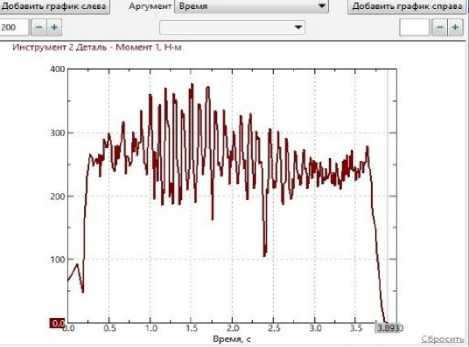
Рис. 11. Диаграмма крутящего момента Fig. 11. Torque diagram
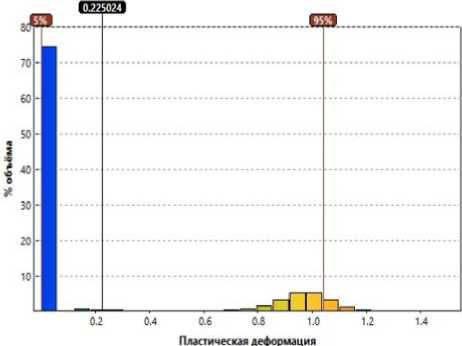
Рис. 12. Диаграмма нормального распределения деформаций
Fig. 12. Normal distribution diagram of deformations
на модель прокатки тончайшей ленты с использованием представленных валков с заданными параметрами. Данная схема соответствует прокатке на рабочих валках двадцативалкового прокатного стана с вычислением усилий, мощности и момента прокатки крутящего момента. На рис. 11 и 12 представлены полученные диаграмма крутящего момента и диаграмма распределения напряжений.
Корректированием входных параметров возможно добиться стабильной прокатки тончайшей ленты с требуемыми геометрическими характеристиками по разнотолщинности, шероховатости, микротвердости. В дальнейшем планируется разработка модели прокатки тончайшей ленты, где входными параметрами являются:
-
1) силы переднего и заднего натяжения ленты моталками стана T пер , T пер [Н];
-
2) усилие нажимных винтов стана F 1, F 2 [Н];
-
3) для расчета также необходимы выведенные формулы изменения предела текучести нитинола σ S , [МПа] при холодной прокатке в зависимости от степени деформации.
Заключение
-
1. В работе проводится обоснование производства тончайшей ленты как перспективного полупродукта из функционального и
- конструкционного материала – никелида титана (нитинола).
-
2. В рамках работы предложен и апробирован новый способ изготовления рабочих прокатных валков для двадцативалкового стана 12/160, позволяющий улучшить качество продукции.
-
3. Проведена модернизация двадцативалкового прокатного стана 12/160 с целью автоматизации экспериментальных работ на основе сопряжения измерительных датчиков, сопряженных с компьютером через аналоговоцифровые преобразователи.
-
4. Проведены экспериментальные исследования по отработке технологических режимов обжатий и натяжений при прокатке тончайших лент из нитинола, на основе которых предложен детализированный вариант технологического процесса.
-
5. В рамках работы проводится моделирование процесса прокатки тончайшей ленты в программах конечно-элементного анализа (QForm, Deform).
-
6. Конечным результатом работы будет создание модели прокатки тончайшей ленты из нитинола на двадцативалковом прокатном стане. Такая модель позволяет не только проводить технологический расчёт, но и будет использована при создании полноценного АСУ ТП рассматриваемого стана.
