Комплексные инструментарий повышения эффективности производственной системы машиностроительного предприятия

Автор: Козловский В.Н., Благовещенский Д.И., Панюков Д.И., Айдаров Д.В.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 2 т.23, 2021 года.
Бесплатный доступ
В статье представлены результаты разработки и реализации комплексных инструментов повышения эффективности в современных производственных системах автосборочных предприятий
Управление качеством, автомобильная промышленность, производственная система
Короткий адрес: https://sciup.org/148322160
IDR: 148322160 | УДК: 629.113: | DOI: 10.37313/1990-5378-2021-23-2-5-10
Complex tools for increasing the efficiency of the production system of a machine-building enterprise
The article presents the results of the development and implementation of comprehensive tools for increasing efficiency in modern production systems of car assembly plants
Текст научной статьи Комплексные инструментарий повышения эффективности производственной системы машиностроительного предприятия
производства – не обязательно те, которые фактически используются для обработки или сборки. Таким образом, нужно сосредоточиться на этих запасах незавершенного производства для их минимизации [4-6]. С этой целью, делая техническую остановку или отключение машины для замены инструмента, требуется как можно сильнее уменьшить расстояние между оборудованием и стремиться к единичному производству. Если единичное производство возможно, то это также уменьшит количество деталей, которые должны временно храниться, и увеличит гибкость для распределения заданий, чтобы компенсировать колебание в производительностях, что внесет свой вклад в производство с минимальным числом рабочих.
Минимизация запасов между рабочими процессами (поточная линия). Заготовки между рабочими процессами могут быть выявлены в поточной линии, с начала и до конца процесса производства. Минимизация страховых запасов в техническом обеспечении при долговременной остановке линии вызывает серьезные проблемы с качеством. Если рабочее место испытывает долговременную остановку поточной линии, на нем будет наблюдаться тенденция хранения большого числа заготовок в качестве резервных. Производство должно быть готово к решению этой проблемы, организуя только один данный рабочий процесс, имея страховые запасы для серьезных проблем (централизация потерь), а не каждого рабочего процесса, имеющего свой собственный страховой запас. Минимизация заготовок реализуется в координации с предшествующими и последующими процессами. Когда два рабочих процесса включают производство партии продукции, запасы между процессами могут быть устранены почти полностью, если эти два процесса способствуют совместным усилиям уменьшения запасов в тесной связи друг с другом.
Иногда происходит так, что процесс имеет некоторый запас продуктов для обеспечения решения серьезных долговременных проблем с оборудованием в процессе производства и некоторый другой запас в обеспечении задач для предыдущего процесса. В таком случае требуется осторожная координация двух включенных рабочих процессов, чтобы иметь минимальные запасы при полном рассмотрении этих рабочих процессов.
Необходимо минимизировать опережающее производство. Если в процессе возможен брак, то также возможны и случаи, когда есть необходимость производить детали с поправкой на брак. Необходимо исследовать причину возникновения брака, устранить ее и приложить все усилия для исключения опережающего производства для последующих процессов. И таким образом стремиться к синхронизированному производству, удовлетворяющему потребности потребителя.
Методика анализа технологического процесса. Технологические процессы - это действия, в результате которых материалы превращаются в готовую продукцию. Эту деятельность можно разделить на виды: обработка, контроль, транспортировка и складирование. Для улуч- шения сложных технологических процессов, в соответствии с которыми работают различные поточные линии, необходимо показать взаимоотношение между различными процессами на технологических картах и схемах производственного процесса, обозначив каждый процесс символом. Такая схема дает легкость и полноту визуального восприятия [3].
Составление карты технологического маршрута. Карта технологического маршрута - это диаграмма технологического процесса, составленная в соответствии с фактическим расположением рабочих мест для отображения потока технологических операций. Эта диаграмма облегчает поиск дефектов и расположения во время технологического процесса, так как четко обозначены маршруты транспортировки материалов и фактическая комбинация линий вспомогательных сборочных линий (рисунок 1).
Целью проведения усовершенствования технологического процесса в пределах какой-либо линии является усовершенствование всего процесса от начала до завершающего этапа одной детали, которое можно выполнить независимо от изменения объема производства путем объединения или исключения каких-либо этапов технологического процесса и контроля. Идеальная ситуация для рабочего места - иметь одного работника, ритмично выполняющего работу без остановки с самого первого до последнего этапа обработки детали (мобильное производство).
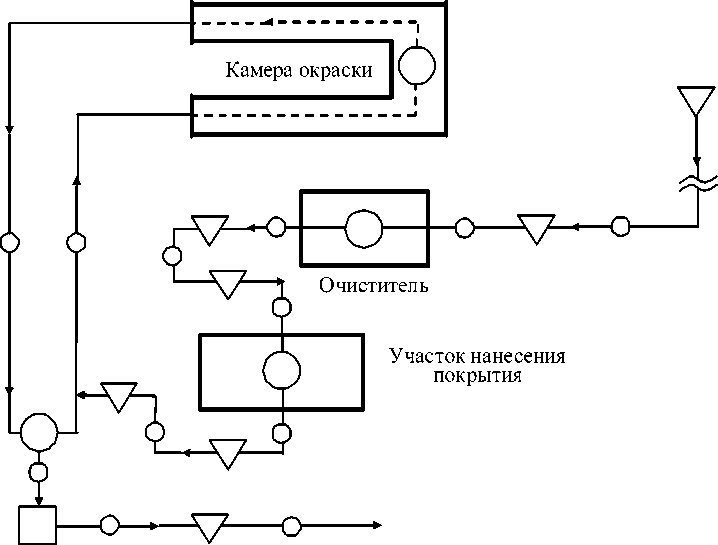
Рис. 1. Пример карты технологического маршрута
Для этой цели необходимо предпринять меры для усовершенствования технологического процесса, как показано ниже и прилагать усилия для побуждения работников овладевать смежными профессиями.
Основные правила для усовершенствования технологического процесса:
-
1. Уменьшение количества отдельных станков и их объединение с линиями;
-
2. Расстановка станков в U-образную поточную линию;
-
3. Не держите работника в отдалённом месте;
-
4. Сокращение времени подготовки к работе и времени замены инструмента;
-
5. Поощрение работников к овладению смежными профессиями.
Методика совершенствования действий. Различный темп выполнения операции работником анализируется с помощью диаграммы Исикавы (рисунок 2).
Из всех указанных выше факторов, физическое и психическое состояние может проявляться в любое время и быть непредсказуемым. Единственно возможной мерой, которую можно предпринять в этой области, является внимательность и осторожность каждого человека. Но такие факторы, как скорость движений и навыки были признаны основными во многих исследованиях. Скорость движений у работников в одних и тех же условиях почти не отличается; операция не может продолжаться в том же темпе при усталости и при слишком быстрой скорости выполнения работы и при слишком медленной. Лучшая скорость отдельного работника, с которой он может продолжать работать даже если он делает все от него зависящее, составляет не более 10% от максимальной.
Совершенствование в действии – это совершенствование, которое имеет целью сократить время операции, путем исключения неэкономных движений или способность работать комфортно. Неправильно считать, что это заставляет быстрее двигаться. Другими словами, необходимо выяснить навыки (опыт при выполнении операций), а совершенствование в действии – определить полезные рабочие умения. Совершенствование в действии не только ведет к идеальному выполнению работы и оперативному контролю производства минимальными ресурсами, но и позволяет ценить трудовые ресурсы.
При оперативном контроле необходимо проводить количественный анализ работы. Для этого необходимо разделить операции на элементы операции, провести измерение времени элементов. Для улучшения операции необходимо более подробно проанализировать элементы на предмет определения ненужных движений.
Простые операции и простые движения являются единицами измерения, используемые для разделения работ по участкам. Элемент операции - единица, представляющая серии непрерывных рабочих движений, например, от поднятия детали или инструмента для её установки или обработки (это такая же разделительная единица работы стандартных операций). Элемент движения - минимальная единица, включающая все простые операции, например, движение подъема руки или перемещение ноги.
Алгоритм совершенствования действий во время выполнения операций представлен на рисунке 3.
Улучшение маршрутов. Улучшение маршрутов связано с движением оператора и нацелено на объяснение маршрута и расстояния прохож-

Рис. 2. Анализ выполнения рабочих операций
Ф Определение предварительным наблюдением операции (или оператора)
Вы оранный объект
-
* Место, которое оказывает негативное влияние на всю линию, на частое появление брака, являющееся «узким» мест см, мешающим повышению производительности линии
-
• Место, в кот ером много бесполе зности (муда), мероприятия пр сводят незамедлшельно
j I_______________________________________________
Ф .Анализ текущей ситуации
-
• Систематическое мероприятие, в котором желательно задействовать как можно больше ответственных лиц.
-
• Проведение анализа
-
(а) Анализ элементов операций
-
(Ь) Анализ элементов движений (по необходимости)
-
(с) Анализ маршрутов (по необходимости)
-
• Исспедовать всю информацию, необходимую для анализа
-
(а) Такт предыдущего и последующего процесса, тип и количество выпущенных автомобилей, производственные условия, например, тип деталей и используемое количество
-
(Ь) Рабочие условия, например, тяжелая физическая работа и трудная работа
-
(с) Планировка, например, расположение деталей, оснастки и инструмент а и нахождение оператора рассматриваются в анализе маршрута.
-
(3) Перечень имеющихся проблем
"" -Все вопросы, считающиеся проблемами, заносятся в список предложений по усовершенствованию
Ф Разработка плана кайзен
-
* Проводится для каждого элемента операции при анализе элементов операций.
-
• По возможности, предлагается много предложений, и из них выбирается лучшее предложение.
-
• В окончательном предложении по усовершенствованию определяются: последовательность операций, пешеходные маршруты и целевое время.
j "
-
• Требуется объяснение и обучение работника.
® Внедрение плана по усовершенствованию и проверка эффективности
Ф Пересмотр Стандарта (закреплениерезультата,стандартизация) Повторение ф-ф
Рис. 3. Алгоритм совершенствования действий дения, соответствующие процедуре работы при анализе маршрутов. Улучшение маршрутов нацелено на определение процедуры для работы и проблему расстановки деталей и станков для оптимизации всей технологической операции. Данное улучшение может оказать большое воздействие на производственную площадку.
Алгоритм создание карты пешего маршрута:
-
1. Пеший маршрут обозначается видом сверху, а расположение деталей обозначается вертикальной проекцией (бланк разделён на две части, вверху предметы в высоту, внизу перемещения (шаги) в горизонтальной плоскости);
-
2. Сокращение габаритов площадки расположения деталей, также является целью улучшения. Определите длину площадки расположения деталей и длину шага конвейера на карте пеших маршрутов;
-
3. Выбрать временную шкалу (минуты) по такту и длине 1 шага конвейера;
-
4. Обозначить начало цикла операции знаком А , а окончание знаком ▲ ;
-
5. Маршрут обозначить толстой сплошной линией;
-
6. Если направление ходьбы совпадает, линии должны быть слегка сдвинуты;
-
7. Указать количество шагов около каждой линии маршрута;
-
8. Ходьба при монтаже деталей во время синхронного движения с кузовом, и ходьба при приведении в движение рабочего стола обозначается пунктирной линией. Количество шагов не считается;
-
9. Движение вместе с автомобилем, синхронная ходьба с кузовом или способ движения с рабочим столом. В этом случае конечная точка работы определяется исходя из времени монтажа и шкалы времени.
Подходы к проведению временного анализа (таблица 1). Управлять производством, привлекая минимальные ресурсы, это необходимо для гарантии эффективности операций рабочих, а также высокой производительности оборудования, понимая фактическую ситуацию рабочих, оборудования и других элементов, и предпринимая соответствующие меры, если рабочим приходится ждать или произошла поломка машин. Чтобы это выполнить, возможные проблемы должны быть релевантными общему наблюдению операций рабочих или машин, и результатом должно стать улучшение. Операционный анализ – это методика анализа для получения количественного понимания статуса операции (или отсутствия операции) рабочих, машин и оборудования, а также рейтинг выполнения основных операций (или вспомогательных операций).
Существуют три методики операционного анализа — методика частотного анализа, методика анализа непрерывных операций и методика автоматической регистрации.
Таким образом, в представленной работе показан комплексный инструментарий повышения эффективности современной производственной системы, обеспечивающий улучшение качества процессов и продуктов и ориентированный для применения в машиностроительных производствах.
Список литературы Комплексные инструментарий повышения эффективности производственной системы машиностроительного предприятия
- Имаи Масааки. Кайдзен: ключ к успеху японских компаний / Масааки Имаи; пер. с англ. [Т. Гутман]. - 3-е изд. - Москва: Альпина Бизнес Букс: Приоритет, 2006.
- Имаи, Масааки Кайдзен. Ключ к успеху японских компаний / Масааки Имаи. - М.: Альпина Паблишер, 2014. - 274 c.
- Кайдзен для рабочих. - М.: Институт комплексных стратегических исследований, 2007. - 152 c.
- Козловский, В.Н. Комплексная оценка удовлетворенности потребителей качеством автомобилей / В.Н. Козловский, В.И. Строганов, С.И. Клейменов // Стандарты и качество. 2013. № 5. С. 94-98.
- Козловский, В.Н. Методология анализа и прогнозирования качества автомобилей в эксплуатации / В.Н. Козловский, Д.В. Антипов, А.В. Заятров // Актуальные проблемы экономики. 2016. Т. 186. № 12. С. 387-398.
- Panyukov, D.I. Higglights of russian experience in implenting ISO/TS 16949 / D.I. Panyukov, V.N. Kozlovskiy // Life Science Journal. 2014. Т. 11. № 8s. С. 439-444.
