Комплексный подход к оценке работоспособности элементов энергетического оборудования

Автор: Смирнов А.Н., Абабков Н.В.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение
Статья в выпуске: 1-2 т.12, 2010 года.
Бесплатный доступ
В статье рассмотрен комплексный подход к оценке работоспособности элементов энергетического оборудования на примере диагностирования барабана котла высокого давления. Предложено применение спектрально-акустического и магнитно-шумового методов неразрушающего контроля для достижения поставленных целей в сфере обеспечения безопасной эксплуатации элементов энергетического оборудования.
Работоспособность, котел высокого давления, диагностирование
Короткий адрес: https://sciup.org/148198978
IDR: 148198978 | УДК: 621.791.05:620.179
The complex approach to the estimation of working capacity of power equipment elements
In article the complex approach to the estimation of working capacity of power equipment elements on the example of diagnosing the drum of boiler of a high- pressure boiler is considered. Application of spectral-acoustic and magnetic-noise methods of not destroying control over achievement of put purposes in sphere of maintenance of safe operation of power equipment elements is offered.
Текст научной статьи Комплексный подход к оценке работоспособности элементов энергетического оборудования
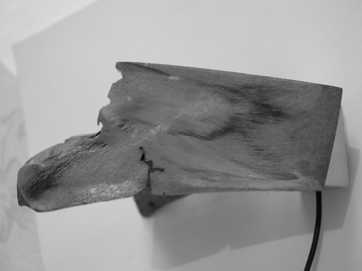
водоопускных труб. Исследования проводились на трех поверхностях фрагмента (рис. 1). Материал, из которого изготовлен барабан – специальная молибденовая сталь 16М. Химический состав представлен в табл. №1.
а)

б)
в)
Рис. 1. Внешний вид исследуемого образца: а – поверхность А; б – поверхность Б;
в – поверхность В
Молибденовые стали, в частности марки 16М (введена взамен марок 15М и 20М), обладают высокими технологическими свойствами: высокой деформационной способностью, хорошей свариваемостью и простотой термической обработки. Поэтому они хорошо зарекомендовали себя при изготовлении сварных барабанов. Недостатком данной стали является склонность ее к сфероидизации цементита и графитизации. Стали перлитного класса применяются в котлостроении чаще всего в отожженном состоянии, и перлитные зерна в них имеют пластинчатое строение. Однако пластинчатый перлит является нестабильной структурой, поэтому пластинки цементита в процессе длительной (десятки тысяч часов) работы стали при высоких температурах (450-600°С) имеют тенденцию к коалесценции. Это явление, также известное под названием сфероидизации цементита, схематически изображено на рис. 2. Этот процесс выглядит следующим образом: сначала происходит деление пластинок на отдельные глобулы, которые затем принимают округлую форму, а входивший в состав перлита феррит диффундирует в чисто ферритные зерна. Мелкие частицы с течением времени объединяются в более крупные (коагулируют). Процесс сфероидизации приводит к снижению прочности стали и особенно сопротивления ползучести [1].
Таблица 1. Химический состав стали 16М, ГОСТ 4543-57
|
С, % |
Si, % |
Mn, % |
Mo, % |
S, % |
P, % |
|
0,13-0,19 |
0,17-0,37 |
0,4-0,7 |
0,4-0,55 |
не более 0,035 |
не более 0,035 |
Таблица 2. Данные химического состава металла образца
|
С, % |
Si, % |
Mn, % |
Mo, % |
S, % |
P, % |
|
0,195 |
0,27 |
0,40 |
0,40 |
0,023 |
0,030 |

Рис. 2. Схема превращения пластинчатого перлита
Металлографическое исследование проводилось на микроскопах МИМ-8М и МИМ-10 при увеличениях ×100, ×500, ×1000 с целью подтверждения того, что в микроструктуре металла исследуемого образца присутствует сфероидизиция перлита. И действительно, как видно из рис. 3, перлит значительно сфероидизирован. Крупные и скоагулированные карбиды расположены как в отдельных перлитных зернах, так и цепочками по границам зерен. Результаты химического анализа металла, вырезанного из барабана, образца представлены в табл. 2. Механические испытания показали, что металл барабана имеет низкую ударную вязкость. Испытания проводили при температуре 20ºС. Результаты на разрушенном образце – 0,9; 1,1; 2,2; 4,8 кгс∙м/см2, в исходном состоянии значения соответствовали 15,7 кгс∙м/см2.

а) х100
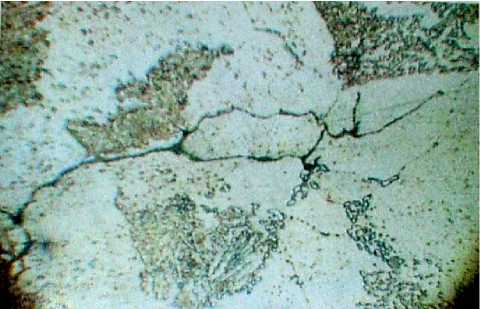
б) х500
Рис. 3. Микроструктура металла образца в зоне трещины
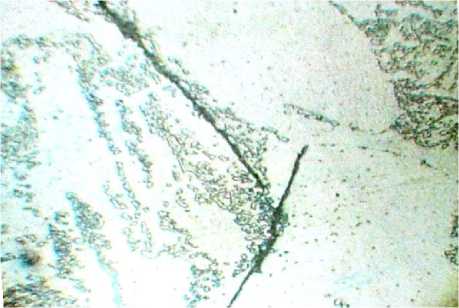
в) х1000
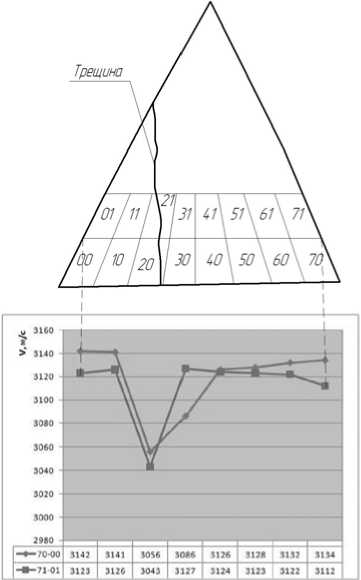
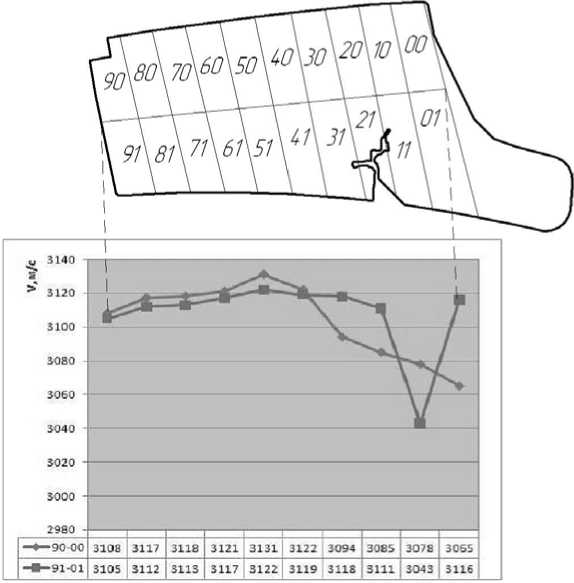
В комплекс испытаний также входили неразрушающие методы контроля: спектрально-акустический и магнитно-шумовой, которые применялись для оценки состояния поверхностного слоя исследуемого образца. Ранее в ряде работ [2-5] было установлено, что спектрально-акустический метод контроля является чувствительным методом оценки локальных полей внутренних напряжений и параметров микроструктуры (плотности дислокаций, кривизны-кручения кристаллической решетки и т.д.). Кроме того, акустические характеристики материалов (скорость распространения упругих волн, затухание и дисперсия, акустический импеданс) имеют связь с механическими свойствами материалов. Это позволяет по акустическим характеристикам материала судить о его механических свойствах. Измерение времени задержки поверхностных акустических волн (ПАВ) в зоне коррозионно-усталостных трещин проводили с применением многофункциональной установки «АСТРОН», предназначенной для контроля состояния материала. В основу работы системы положен современный спектральный импульсный метод акустической структуромет-рии. Схема измерений и результаты, полученные с помощью этого метода, представлены на рис. 4, где показаны изменения скоростей распространения импульсов ПАВ на различных расстояниях по сечению поверхностей А и В вырезанного образца. При этом в бездефектных зонах величина скорости равнялась υ=3120 м/с, а в зонах трещин значения данной величины снизились до значений υ=3094 м/с. Полученные результаты объясняются измене- нием микроструктур по сравнению с исходной и наличием поверхностных дефектов.
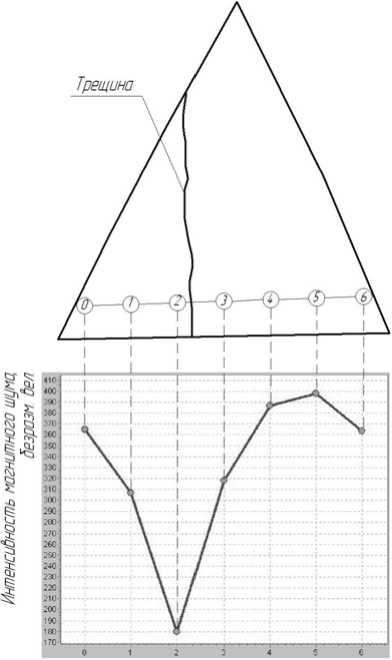
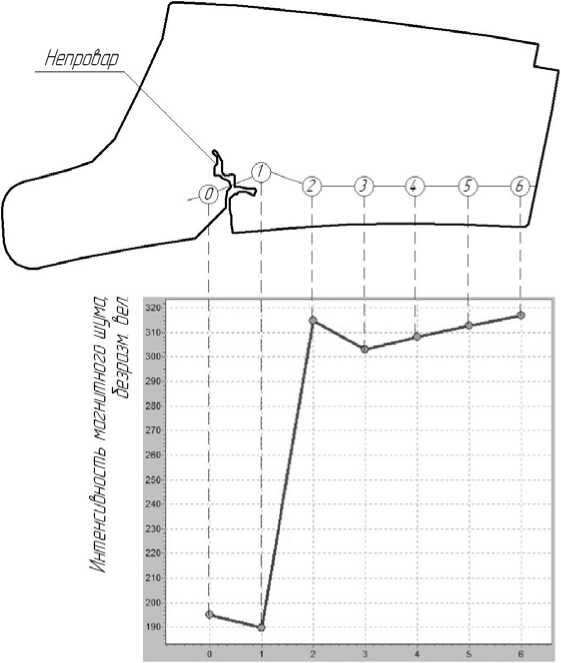
Другим методом исследований состояния поверхностного слоя был выбран магнитно-шумовой метод, основанный на измерении величины интенсивности магнитного шума. Принцип действия применяемого при этом методе анализатора напряжений и структуры металлов магнитно-шумового «Интроскан» (рис. 5) основан на эффекте Баркгаузена – возникновении скачков намагниченности при перемагничивании ферромагнитного материала. Характеристики этих шумов непосредственно связаны со структурой материала и его состоянием. Анализатор осуществляет перемагничивание испытуемого материала и регистрацию интенсивности возникающего при этом магнитного шума. Измерения интенсивности магнитного шума проводились также на всех трех поверхностях исследуемого образца. Схема измерений и результаты, полученные с помощью этого метода, представлены на рис. 5.
На рис. 5 также видна явная связь между расположением дефектов по сечению поверхностей исследуемого образца с величиной интенсивности магнитного шума. При этом наибольшие значения интенсивности магнитного шума наблюдаются в бездефектных областях образца и изменяются в пределах от 290 до 315, а наименьшие – также в зонах трещин и составляет от 170 до 190. Поэтому было интересно сопоставить на одном графике изменение какой-либо акустической характеристики и интенсивности магнитного шума, что и было проделано для поверхности Б исследуемого образца (рис. 6).
б)
а)
Относительная координата а)
Рис. 5. Распределение значений интенсивности магнитного шума по поверхностям исследуемого образца: а - по поверхности А; б - по поверхности В
Рис. 4. Схема и результаты измерений скорости распространения ПАВ по поверхностям исследуемого образца: а - по поверхности А; б - по поверхности В
Относительная координата
б)
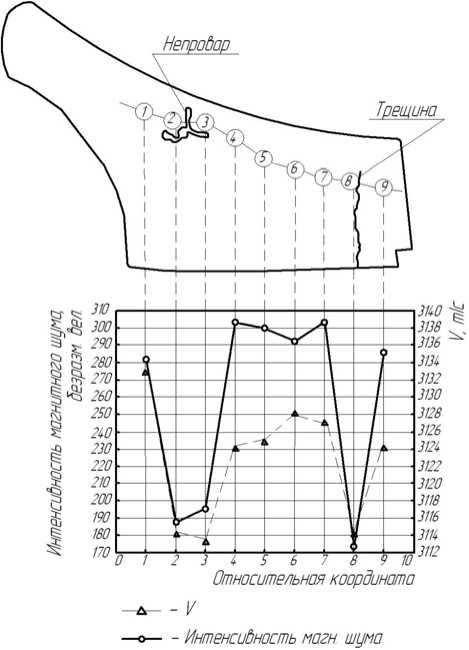
Рис. 6. Сравнение изменения значений интенсивности магнитного шума и скорости распространения поверхностной акустической волны по поверхности Б исследуемого образца
Сравнив результаты измерений по поверхности Б спектрально-акустическим и магнитношумовым методом можно сделать следующий вывод: изменения скорости распространения
ПАВ и интенсивности магнитного шума происходят по одному и тому же принципу, а, значит, между ними имеются корреляционные взаимосвязи. Резкие перепады значений данных величин наблюдаются в зонах расположения дефектов.
Список литературы Комплексный подход к оценке работоспособности элементов энергетического оборудования
- Стырикович, М.А. Котельные агрегаты/М.А. Стырикович, К.Я. Катковская, Е.П. Серов//М: Госэнергоиздат, 1959. -488 с.
- Смирнов, А.Н. Способ неразрушающего контроля степени поврежденности металлов эксплуатируемых элементов теплоэнергетического оборудования»/А.Н. Смирнов, Н.А Хапонен//Патент РФ, №2231057. 2004.
- Смирнов, А.Н. Диагностирование технических устройств опасных производственных объектов/А.Н. Смирнов, Б.Л. Герике, В.В. Муравьев//Новосибирск: Наука, 2003. -244 с.
- Смирнов, А.Н. Структурно-фазовое состояние и ресурс длительно работающего металла технических устройств опасных производственных объектов, перспективы дальнейшего развития методов оценки работоспособности/А.Н. Смирнов, В.В. Муравьев, С.В. Фольмер//Контроль. Диагностика. -2009. -№1. -С. 22-32.
- Смирнов, А.Н. Локальные поля напряжений в сварных соединениях, спектрально-акустический метод их выявления и синергетический подход к материаловедению/А.Н. Смирнов, С.В. Фольмер, Н.В. Абабков//Вестн. Кузбасского гос. техн. унив. -2009. -№3. -С. 28-38.
