Композиционные материалы на основе порошковых и гранулированных полимеров

Автор: Байгалиев Борис Ергазович, Черноглазова Алевтина Валентиновна, Темникова Светлана Владимировна
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 4-2 т.14, 2012 года.
Бесплатный доступ
Предложен способ изготовления композиционного изделия из порошковых и гранулированных полимерных материалов с целью уменьшения энергозатрат и удельного веса материала за счет получения пористой структуры. Исследовано влияние температуры спекания изделий на пористость и механические свойства.
Композиционные материалы, полимерные материалы, порошок, пористость, энергозатраты, удельный вес, температура спекания, плотность, микротвердость
Короткий адрес: https://sciup.org/148201266
IDR: 148201266 | УДК: 678.046:678.073
Composite materials based on powdered and granulated polymers
A method to fabricate composite products from the powdered and granulated polymer materials, which aim to decrease the lost of energy and the specific weight of material by using porous structures. Investigated the effect of sintering temperature of products on the porosity and mechanical properties.
Текст научной статьи Композиционные материалы на основе порошковых и гранулированных полимеров
Для истребителя пятого поколения, разработан особый углепластиковый материал, характеристики которого напрямую зависят от того, насколько однородно сплавлено углеродное волокно и смоляная часть.
Крыло самолета Т-50 является композиционной конструкцией. Известно, что композиционный материал состоит из трех слоев (см. рис 1.), два из которых непроницаемы, а средний представляет собой ячеистую проницаемую структуру. По прочности такой композит не уступает металлам, по долговечности имеет преимущества и в несколько раз легче.
Вместо алюминиевых сот предлагается использовать пористые полимерные материалы. Преимущества применения полимерных материалов по сравнению с другими материалами объясняется их
Рис. 1. Образец композита. Внутри – алюминиевые соты, сверху и снизу – углепластик
невысокой плотностью (плотность алюминия составляет 2,7*103кг/м3, а плотность полимеров равна 0,9-1,2*103кг/м3), возможностью регулирования свойств путем введения различных модифицирующих добавок (наполнителей, пластификаторов, стабилизаторов и др.), высокими диэлектрическими свойствами, усталостной и химической стойкостью, антифрикционными свойствами и дешевизной исходного сырья, имеют высокую технологичность, поскольку при переработке в готовые изделия отличаются малой операционностью и низкой энергоемкостью. Например, последний показатель у полимерных материалов по сравнению с титановыми сплавами ниже в 20 раз, с алюминиевыми - в 5 раз, со сталью - в 3 раза. Одновременное снижение эксплуатационных затрат на антикоррозионную защиту, смазку и замену изношенных деталей делает выбор полимерных материалов наиболее предпочтительным.
Известны способы переработки полимерных материалов и изготовление изделий из них, которые можно классифицировать на основании физического состояния материала в момент формования: формование из полимеров, находящихся в вязко-текучем состоянии, (литье под давлением, экструзия, прессование и др.); формование из полимеров, находящихся в высокоэластическом состоянии, обычно с использованием листов или пленочных заготовок (вакуумформование, пневмоформование, горячая штамповка и др.); формование из полимеров, находящихся в твердом (кристаллическом или стеклообразном) состоянии, основанное на способности таких полимеров проявлять вынужденную высокоэластичностъ (штамповка при комнатной температуре, прокатка и др.).
Получение изделий перечисленными способами связано с высокой материалоемкостью и большими энергозатратами [1, 2].
Предметом наших исследований является возможность применения порошковых и гранулированных полимерных материалов для получения изделий с малыми удельным весом и энергозатратами. Предлагаемый способ изготовления изделий из порошковых полимерных материалов заключается в холодном прессовании заготовок в закрытой форме, последующем их спекании и охлаждении. Причем спекание заготовок проводят при температуре ниже температуры плавления полимера. Предлагаемый способ позволяет изготавливать изделия из порошковых полимеров даже в тех случаях, когда температура плавления полимера близка к температуре деструкции.
В первом случае, в качестве полимерного порошка использовали пентапласт. Пентапласт [—СН2С(СН2С1)2СН2О—]n. – бесцветный термопласт, со степенью кристалличности 20-30%, плотностью 1.4 г/см3, температурой плавления 1800C, твердостью по Бринеллю 80-110 МПа. [3].
Прессование заключается в деформировании некоторого объема порошкового тела обжатием, при котором происходит уменьшение первоначального объема и формирование заготовки (прессовки) заданной формы, размеров и свойств. При приложении давления 0.5–1.0 МПа к порошку его частицы пытаются занять наиболее устойчивое положение, что сопровождается их контактным смятием и сдвигом. Объем порошкового тела при прессовании уменьшается (относительная плотность порошкового тела увеличивается) в результате смещения отдельных частиц в пустоты между ними и за счет деформации частиц. Если после прессо- вания заготовка обладает достаточной прочностью, то ее вынимают из пресс-формы и спекают. В противном случае процесс спекания заготовки проводится в закрытой пресс-форме. Пресс-форму с изделием помещают в печь для дальнейшего нагрева до температуры ниже температуры плавления полимера с выдержкой при температуре спекания до полного прогрева по всему объему. После спекания пресс-форму охлаждают до температуры стеклования полимера, раскрывают и изделие вынимают.
Для исследования влияния tсп на механические свойства изделий из пентапластаполученных по данной технологии и их материалоемкость, были изготовлены образцы, температура спекания которых составляла 0,8·tпл, 0,66·tпл, 0,4·tпл., где tпл –температура плавления полимера.
Материалоемкость изделий была охарактеризована двумя независимыми способами: определение пористости поверхности образцов, и определение плотности образцов.
Для определения пористости структура образцов была исследована с помощью оптического микроскопа Axiovert200. На рис. 2 представлены полученные фотомикрографы, снятые при 50 х увеличении. Количественный анализ изображений был проведен с использованием программного обеспечения Image Processing System (IPS). Данная программа позволяет определить пористость, количество пор на единицу площади, их средний эквивалентный радиус Rср . Пористость е определили по формуле:
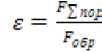
где Fобр – площадь образца, F Σ пор – суммарная площадь пор.
а) б) в)
Рис. 2. Фотомикрографы образцов (50цт х 50цт): а) образец с температурой спекания 0,8t; б) образец с температурой спекания 0,66 tпл; в)образец с температурой спекания 0,4 tпл.
Таблица 1. Количественный анализ структуры поверхности образцов
|
Температура спекания tсп [0C] |
Количество пор на единицу площади [шт/мм2] |
Средний эквивалентный радиус, Rср [мкм] |
Пористость, ε [%] |
|
72 (0,4 t пл ) |
143,8·10³ |
0,41 |
14,15 |
|
119 (0,66 t пл ) |
33,4·10³ |
0,44 |
2,98 |
|
144 (0,8 t пл ) |
7,8·10³ |
0,47 |
0,70 |
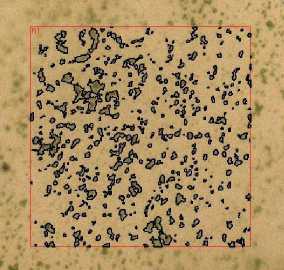
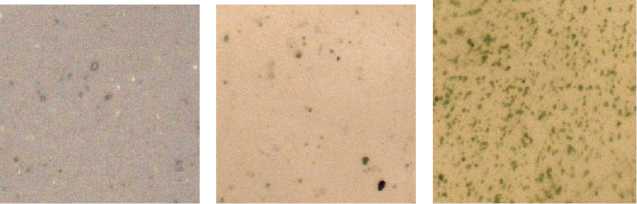
Рис. 3. Фотомикрограф образца, изображенного на рис. 2в при обработке программой IPS
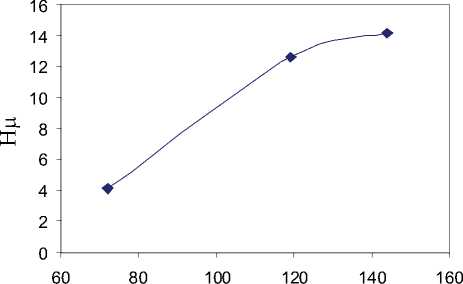
t сп
Риc. 4. Влияние температуры спекания tсп на микротвердость изделий Hμ.
Фотомикрограф образца с tсп=0,4·tпл (рис. 1в) при обработке программой IPS представлена на рис. 3.
Результаты количественного анализа структуры поверхности образцов представлены в таблице 1. Из таблицы видно, что с увеличением температуры спекания пористость снижается, уменьшается количество пор на единицу площади, при этом средний эквивалентный радиус остается постоянным в переделах стандартного отклонения.
Для образца с tсп=0,66·tпл была также определена плотность. Плотность определяли дилатометрическим методом. Измерения плотности образца при комнатной температуре проведены методом гидростатического взвешивания на аналитических весах АДВ–2М. В качестве иммерсионной жидкости использован изооктан эталонный ГОСТ 12433–83. Предел допускаемой основной погрешности не превышал 0,1%.
В результате измерений было определено, что плотность этого образца составила 0,94·со, где: ρ о – плотность образца, полученного при температуре tсп = tпл .
Обе методики оценки материалоемкости показывают, что предлагаемый способ изготовления при tсп=0,66·tпл позволяет уменьшить материалоемкость изделий из порошковых полимерных материалов на 3-6%.
Отличия в результатах полученных разными методиками можно объяснить тем, что измерение плотности производилось в общем объеме, а анализ пористости на поверхности образца, где tсп вероятно была выше, чем в глубине образца, в результате чего спекание было более сильным и количество пор меньшим, чем в объеме.
На рисунке 4 рассмотрено влияние температуры спекания tсп на микротвердость изделий Hμ. Микротвердость Hμ полученных образцов определена на микротвердомере HX 1000-TM.
Снижение температуры спекания приводит к увеличению пористости материала, что снижает материалоемкость, но в тоже время приводит к снижению твердости изделий. Использование tсп=0,66· tпл для изготовления изделий из пентапласта позволяет снизить материалоемкость минимально ухудшая механические свойства изделия.
На данный способ получен патент РФ №2404055, МПК C08J51/00, В29С43/56 опубликованный 20.11.2010.«Cпособ изготовления изделий из порошковых полимерных материалов».
В качестве гранул применяли полиэтилен низкого давления (ТУ/TU 2211-145-05766801). Полиэтилен- бесцветный термопласт, плотность 0,95-0,97 Мг/м3, температура плавления 129-135oC. Показатель текучести расплава (при 190oС/2,16 кг) зависит от назначения полиэтилена и находится в широких приделах от 0,85 до 65 (г/10 мин).
Прессование осуществляется при давлении 3 МПа. Температура спекания 110-140oС. После спекания пресс-форма охлаждается до температуры стеклования полимера 30oС, пресс-форма раскрывается, изделие вынимается.
На рис. 5 представлен внешний вид образцов полученных по данной технологии.
Изделие, полученное при температуре спекания tсп ниже температуры текучести tт поли-
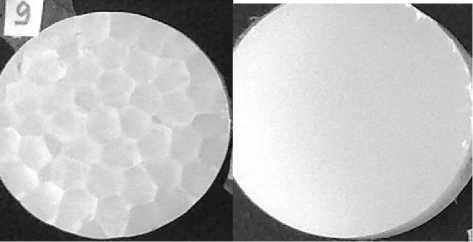
а) б)
Рис. 5 Фотографии образцов: пористый образец (а), образец без пор (б). а– tсп=0,58tт, ( 110oС) ρ сп=0,95 ρ о б – tсп=1,00· tпл, ( 190oС) ρ 0=1,00

а)
б)
Рис. 6. Фотографии образцов: а – tсп=0,77tт, (1330С); б – tсп=0,8· tт, (1400С)
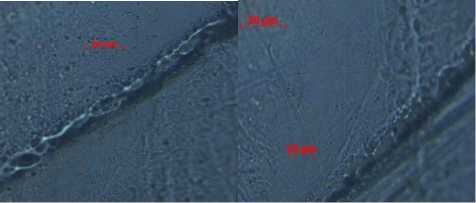
а) б)
Рис. 7. Фотомикрографы образцов:
а – образец с температурой спекания 0,8 tт;
б – образец с температурой спекания 0,7 tт
мера (tсп=0,58 tт), имеет плотность образца ρ сп=0,95· ρ о, где: ссп– плотность образца, полученного при температуре спекания tсп ниже температуры текучести полимера, ρ о – плотность образца, полученного при температуре спекания tсп равной температуре текучести tт полимера.
Изделие, полученное при температуре спекания равной температуре текучести полимера (tсп=1,00·tт ), имеет ρ о =1,00.
На рис. 6 представлены образцы, полученные при прессовании гранул уложенных в форму в один слой (давление – 3МПа, 5 минут выдержки).
Структура образцов была исследована с помощью оптического микроскопа Axiovert200. На рис. 7 представлены полученные фотомикрографы, снятые при 50 х увеличении.
На рис. 7,а наблюдается наличие сварного шва, что и придает изделию повышенную прочность.
Таким образом, предложен способ изготовления композиционного материалов с использованием изделий полученных из полимерных порошков и гранул, позволяющий уменьшить удельный вес.
Список литературы Композиционные материалы на основе порошковых и гранулированных полимеров
- Справочник по пластическим массам, под ред. В.M. Катаева. 2 изд. Т. 1, M., 1975;
- Мулин Ю.А. Защитные покрытия и футеровки на основе термопластов. Л., 1984.
- Мулин Ю.А., Ярцев И.К. Пентапласт, Л., 1975.
