Конечно-элементная модель расчета величины накопленной деформации в процессе горячей раскатки колец

Автор: Гречников Ф.В., Арышенский Е.В., Беглов Э.Д.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 3-1 т.11, 2009 года.
Бесплатный доступ
Разработана, конечно-элементная модель расчета степени накопленной деформации на различных этапах деформирования кольцевой заготовки. Сопоставление результатов моделирования и экспериментальных зависимостей подтверждает адекватность модели.
Раскатка колец, макроструктура, рекристаллизация, накопленная деформация, метод конечных элементов, модель, матрица жесткости, равнопрочные вставки
Короткий адрес: https://sciup.org/148198597
IDR: 148198597 | УДК: 621.73
The final-element model calculation size saved deformation in the process of hot rolling rings
It is developed, is final-element model of calculation degree the saved up deformation at various stages of deformation of ring preparation. Comparison of results of modelling and experimental dependences confirms adequacy of model.
Текст научной статьи Конечно-элементная модель расчета величины накопленной деформации в процессе горячей раскатки колец
формированное состояние и величину степени накопленной деформации.
При разработке конечно-элементной модели учтено, что, благодаря симметрии, структура и свойства раскатанного кольца идентичны для всех сечений по окружности. Учитывая это обстоятельство, модель была построена не для всего кольца, а для сегмента, равного 6-ти длинам очага деформации. Сегмент разбивается на треугольные конечные элементы, как показано на рис. 2.
Угол ф , определяющий положение элемента в области решения, находим по следующей формуле [2].
ф =
12 • L • R, (2 R h + 2 R b )
где R H , R B — наружный и внутренний радиусы кольца;
Ri – средний радиус кольца в i обороте.
L – длинна дуги контакта с любым из валков.
Для её определения применена формула [2]
L = V R 1(2) А h , (2)
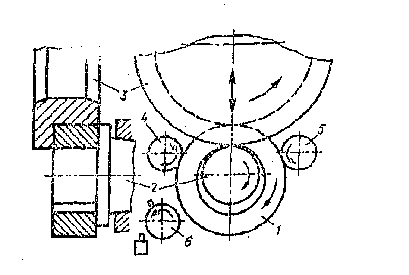
Рис. 1. Схема процесса горячей раскатки колец: 1 – заготовка, 2 –внутренний неприводной валок (дорн), 3 – внешний приводной валок, 4, 5 – направляющие ролики, 6 – конечный выключатель (контроль диаметра)
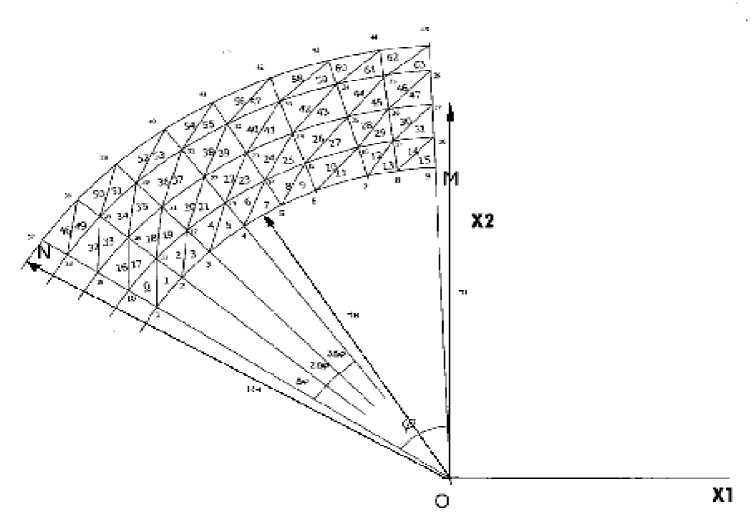
Рис. 2 Разбиение области решения на конечные элементы
где R 1 , R 2 – радиусы приводного и не приводного валков
A h - абсолютное обжатие
Предварительно разбиваем область решения на четырехугольные секторы, каждый из которых соответствует двум соседним треугольным элементам. Имеется N рядов секторов по радиальному направлению и M – в тангенциальном направлении. Имеется 2 • N • M треугольных элементов и ( M + 1) • ( N + 1) узлов. Нумерация узлов показана на рис. 2. Координаты i-го узла по осям 1 и 2 обозначим как xi 1 , xi 2 :
x i 1
DBH + DH D BH
2 2 • N

;(3)
x i 2
D BH + DH D BH
2 2 • N
. (4)
В процессе расчета координаты узлов в любой точке области расчета будут меняться на пе- ремещения узлов di1 , di2 . Для нахождения di1 , di2 воспользуемся энергетическим методом [3]. Рассмотрим отдельный треугольный элемент i с узлами 1, 2, 3 на рис 3.
Предположим, что элемент вначале не напряжен, уз л овые силы равны 0. Затем силы f 1 , f 2 , f 3 прикладываются к соответствующим узлам элемента. Новая конфигурация узлов будет иметь смещение d — d i 1 , d 1 2, d 22 1 , d 22 , d 3 1 , d 3 i 2 . Верхний индекс относится к элементу, в дальнейшем его опускаем. Первый нижний индекс относится к узлу, а второй – к координате. Потенциальная энергия I новой конфигурации по отношению к исходной представляет собой разницу между энергией напряженного состояния, накопленной в элементе U и работой W, совершенной силами f 1 , f 2 , f 3 на векторе перемещений d, [3].
I — U W — [( o il s 'll + ^ 22 ^ 22 + 2 ° 12 £ '12 ) d v f ,1 d 11
2 , (5)
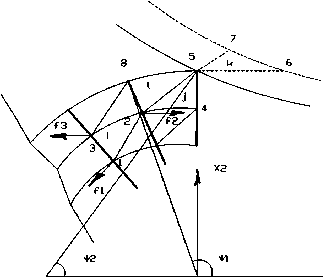
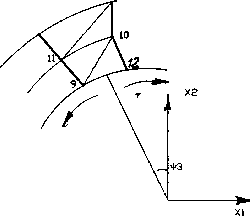
Рис 3. Задание граничных условий в задаче о деформировании сегмента где d12 ……. d32 – перемещения в узлах элемента по направлениям 1,2 соответственно;
f 11 …… f 32 – силы, под действием которых происходит смещение узлов в направлении 1,2 соответственно;
е11, е22 – нормальные, а е12 – касательный компоненты тензора деформации;
у11у22 – нормальные, у12 – касательный компоненты тензора напряжений.
Интегрирование проводится по объему dV (в рассматриваемом случае плоской деформации – по площади элемента dF). Для удобства дальнейшего решения представим уравнение (5) в матричной форме.
яний можно найти в [3]. Здесь приведены его значения, причем только для плоской деформации и энергетического подхода.
Упругая деформация:
c = D - e,
D =
E
1 + v
1 - v
1 - 2 v v
1 - 2 v 0
v
1 - 2 v
1 - v
1 - 2 v
I = 2 J стт - e-dF - d T - f = 2 J eT^ D e dF - d T f = = 1 d T (fl И -I D ll-I BdF d - d T f
Значения компонент вектора d = dd 11 ■ •• d 32 должны быть такими, чтобы потенциальная энергия I имела минимальное значение:
Пластическое состояние:
d c =( D ' ||-|| D ' | I)- d e = | D - d e , (12) где D e – для упругой части деформации,
D p – для пластической части деформации.
5 I n
----= 0 ; i=1_3, j=1_2 .
,
После дифференцирования, в векторной форме получим:
(JIBIT-I Dll-IBII •dF )•d=f. (8)
Чтобы понять обозначения, B , и D еще раз рассмотрим отдельный элемент, представленный на рис.3.
Если он треугольный как в нашем случае, и напряжения в нем меняются линейно, то в [3] рекомендуется связывать значения перемещения узлов элемента и его деформацию следующей формулой.
|
De = 2 G |
1 - v v |
|
1 - 2 v 1 - 2 v v 1 - v |
|
|
1 - 2 v 1 - 2 v 00 |
e =
e ii e 22 e i2
2 А
x 22 x 32
X 3 1 - x 21
X 3 1 x 21 x 22 - x 32
x 32 x 12
x 1 1 - X 3 1
x 11 x 31
x 12 x 22 0
x 32 - x 12
x 21 - x 11 x 12 - x 22
X
d 11
d 12
d 21
d 22
d 31
d 32
В матричной форме выражение (9) запишем следующим образом:
e = I B U - d . (9 а)
Как видно из (9) B выражает изменения координат узлов треугольного элемента при со-
хранении его площади и связывает перемещение в его узлах с накопленной деформацией.
В свою очередь D выражает связь между тензором деформации и тензором напряжений. Его значения различны для упругого и пластического состояния. Вывод D для обоих состо-
Dp
' '
' '
' '
2 G S
|
c 11 |
C 11 |
C 11 |
C 22 f |
C 11 |
C |
|
C 22 |
C 11 " |
C 22 |
C 22 |
C 22 |
c |
|
C 12 |
C 11 |
C 12 |
C 22 |
C 12 |
c |
, (14)
12 '
12 '
где модуль сдвига
G =
E
2(1 + v ) ;
S – характеристический параметр упруго-пластического состояния
5 = 3 c
1 + ^s-
3G
V 7
Данный параметр позволяет учесть зависимости напряжений от деформации и других параметров процесса, которые выражены через соотношение вида cs = cs (e, e, Т ,cSo, а, в, с), (17)
где e -накопленная деформация при одноосном сжатии (растяжении);
-
e - скорость деформации;
-
Т – температура;
c so а,в,с - эмпирически определяемые соотношения. Поиску таких соотношений посвяще-
но большое количество исследований. Нами использованы результаты [4] для сплавов, используемых при раскатки колец ГТД.
Вернемся к формуле (8), которая, как теперь понятно, выражает связь между усилием в элементе, с одной стороны, и напряжением, деформацией и перемещением – с другой. Исключив из формулы (8) перемещения, обозначим её левую часть следующим образом.
II Ц =)l N f-I И -I I N • dF . (18)
K – это матрица жесткости. В ней учтены все параметры деформации, приведенные выше. Если данная матрица приведена для одного треугольного элемента – она называется локальной. Глобальная матрица будет представлять собой матрицу правой части системы ( M +1 )( N +1 ) уравнений, формируемую как алгебраическая сумма локальных матриц каждого элемента.
II K I- d = f . (19)
Надо отметить, что нам уже известно напряжение a s на первом шаге из свойств материала, а на следующих шагах – из формулы (12). Система (19) с нулевым вектором f имеет бесконечное множество решений, соответствующих движению объекта моделирования как жесткого тела. Для получения решения, описывающего движение реально деформируемого тела, необходимо задать граничные условия. С вычислительной точки зрения, положение граничных условий состоит в построении вектора правых частей уравнения (19). С физической точки зрения – в учете контактного взаимодействия заготовки с приводным и неприводным валками. Для уравнений, описывающих узлы на свободных поверхностях заготовки, свободный член равен 0. Рассмотрим различные подходы к построению граничных условий на приводном и неприводном валке.
Для неприводного валка в первой половине дуги захвата силы направлены против направления движения металла, во второй – по направлению движения (рис. 3, б). Для каждого узла в контакте с валком направление действия сил известно. P - нормальное давление, т = ц Р -сила трения, ц - коэффициент трения.
Рассмотрим уравнение (19), которое в развернутом виде для узла 9 запишется следующим образом (рис. 3,б).
+ k 17,20 d 102 +
k 17,17 d 91 + k 17,18 d 92 + k 17,19 d 101 + k 17,21 d 111 + k 17,22 d 112 = f 11 =
= цР cos ф 3 - P sin ф 3 ,
k 18,17 d 91 + k 18,18 d 92 + k 18,19 d 101 + k 18,20 d 102 +
+ k 18,21 d 111 + k 18,22 d 112 = f 92 =
= P sin ф 3 + ц Р cos ф 3 . (21)
При решении уравнений (20) методом Гаусса, учтем условие непроникновения материала заготовки в неприводной валок:
d 91 • sin ф 3 = d 92 • cos ф 3 . (22)
Это условие позволит исключить из системы уравнений (19) d 92 Данноепреобразование проделываем для всех уравнений, содержащих узлы, лежащие на поверхности неприводного валка.
На приводном валке известна скорость вращения, но неизвестно взаимное смещение поверхностей металла и валка. Применим следующий прием [3] .
Введем фиктивный слой элементов. Покажем его на примере элемента, с узлами 7, 6 (рис 3а). Эти узлы движутся как жестко связанные с валком. Узлы контактного слоя металла 5 (рис. 3 а) движутся по поверхности валка. Матрица жесткости элемента K модифицируется с помощью показателя трения m. Элементы матрицы жесткости умножаются на mm _ । . При m, стремящемся к 0, элемент делается более жестким, моделируя низкое трение. При m ^ 1 моделируется “прилипание” материала к валкам. Элементы не моделируют слой смазки, но моделируют действие смазки. Каждый элемент фиктивного слоя создается на момент построения соответствующего реального элемента. Матрицы реального и фиктивного элементов могут быть сопоставлены и совместно, решены в уравнении (8). Перемещения фиктивных узлов известны, т.е они движутся как жестко связанные с валком.
Уравнения (19) для узла 5 (рис. 3 а) будут иметь следующий вид.
k 9,3 d 23 + k 9,4 d 22 + k 9,7 d 41 + k 9,8 d 42 + k 9,9 d 51 +
+ k 9,10 d 52 + k 9,15 d 81 + k 9,16 d 82 + k 9,13 d 71 +
+ k 9,14 d 72 + k 9,11 d 61 + k 9,12 d 62 = f 51 ,
k 10,3 d 21 + k 10,4 d 22 + k 10,7 d 41 + k 10,8 d 42 + k 10,9 d 51 +
+ k 10,10 d 52 + k 10,15 d 81 + k 10,16 d 82 + k 10,13 d 71 +
+ k 10,14d72 + k 10,11d61 + k 10,12d62 = f52 •
Так как усилие в узле 5 нормально к поверхности валка, то имеем:
fs2COSФ2 = fs 1sin Ф2 ,
Условие непроникновения поверхности валка ds 1cosф2 = ds2 sin ф2,(26)
При составлении глобальной матрицы жесткости, преобразуя уравнения (23, 24) с учетом (25,
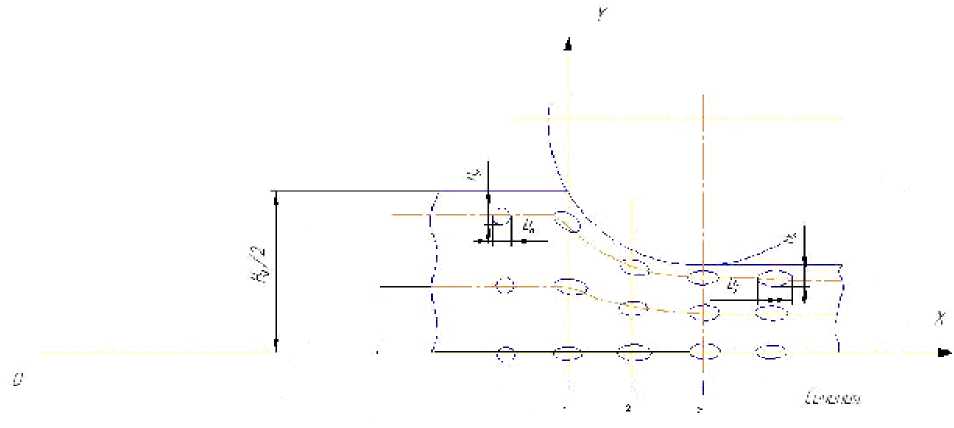
Рис. 4. Схема расположения равнопрочных вставок в очаге деформации при раскатке.
H 0 - толщина заготовки до попадания в валки; y, x - значения координат вставки; a 0, b 0 и а 1 , Ь 1 - начальные и конечные размеры вставок соответственно
26), исключая f 51, f 52, d 52 , также можно воспользоваться при решении системы (19) методом Га-уссового исключения. В ходе решения находятся значения накопленной деформации, напряжений и перемещений, т.е напряженно деформированное состояние в очаге деформации.
Проверка адекватности модели осуществляется на основе экспериментальных исследований раскатки колец, приведенных в работе [5]. В данной работе был исследован очаг деформации кольца из алюминиевого сплава АМг6, в котором по- слойно сверлились отверстия и заполнялись вставками из того же металла (рис 4). Раскатка колец с внешним диаметром 400 мм, внутренним 340 мм и толщиной 30 мм осуществлялась на кольцераскатном стане модели РМ1200 с диаметрами рабочих валков: верхнего приводного – 550 мм и нижнего неприводного – 200 мм; максимальная скорость подачи нажимного устройства составляла 16 мм/ сек.; скорость прокатки, предусмотренная конструкцией стана, соответствовала 1,5 м/сек. По результатам измерения вставок находились значения
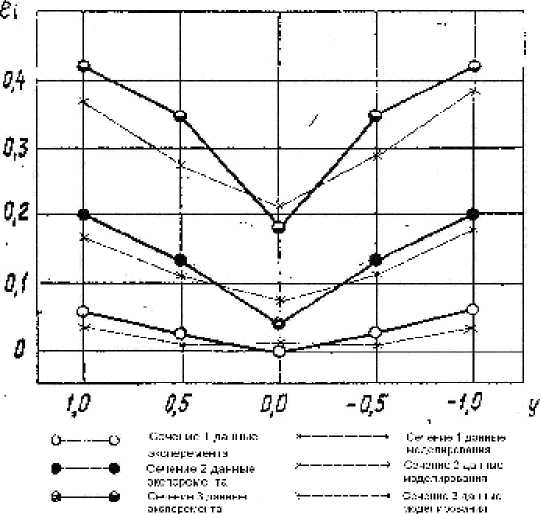
Рис. 5. Распределение интенсивности деформации по высоте очага деформации при раскатке кольцевого образца из сплава АМг6: ei – степень накопленной деформации, y – координаты точки по оси y (причем H 0 /2 соответствует на оси ординат 1)
деформаций и напряжений, которые представлены на рис. 5. Представленные экспериментальные данные по раскатке кольца из сплава АМг6 были введены в разработанную конечно-элементную модель. На рис. 5 сопоставлены результаты моделирования и экспериментальные данные.
Как видно из графика, результаты эксперимента и моделирования практически идентичны (сходимость около 15 %).
ВЫВОДЫ
-
1. Для формирования в кольцевых деталях ГТД однородной макроструктуры и требуемого уровня механических свойств необходимо контролировать величину накопленной степени деформации на каждом этапе горячей раскатки заготовки.
-
2. Разработана, конечно-элементная, модель рас-
- чета степени накопленной деформации на различных этапах деформирования кольцевых заготовок.
-
3. Сопоставление результатов моделирования и экспериментальных зависимостей подтверждает адекватность модели.
Список литературы Конечно-элементная модель расчета величины накопленной деформации в процессе горячей раскатки колец
- Лахтин Ю.М., Леонтьева В.П. Металловедение. М.: Машиностроение, 1980. 493 с.
- Целиков А.И. Теория расчета усилия в прокатных станах. -М.: Металлугргиздат, 1962.
- Finite-element plasticity and metalforming analysis/G.W. Rove., C.E.N. Sturgess., P. Hartly., Cambridge University Press, 2005. 296 c.
- П.И. Полухин, Г.Я Гун, А.М. Галкин Сопротивление пластической деформации металлов и сплавов., М. Металлургия, 1983, стр. 353
- Костышев В.А., Шитарев И.Л. Раскатка колец. -Самара: СГАУ, 2000. С. 206.
