Конструкции современных окорочных инструментов

Автор: Побединский В.В., Берстенв А.В.
Журнал: Вестник Красноярского государственного аграрного университета @vestnik-kgau
Рубрика: Техника
Статья в выпуске: 5, 2012 года.
Бесплатный доступ
Выполнен обзор применяемого в мировой практике современного окорочного инструмента и предложена классификация способов управления прижимом короснимателей. Приведен подробный анализ конструкций наиболее распространенных на сегодня инструментов, используемых в различных типах станков.
Роторный окорочный станок, гидропривод, пневмопривод, ротор, окорочный инструмент
Короткий адрес: https://sciup.org/14082396
IDR: 14082396 | УДК: 630.323
Modern barking tool designs
Review of the applied in the world practice modern barking tool is conducted and classification of the ways for the barking tool clamp management is offered. The detailed analysis of the most widespread tool designs for today that are used in various types of machining stations is given.
Текст научной статьи Конструкции современных окорочных инструментов
Технологии комплексной переработки древесины в лесопромышленных странах предусматривают обязательную окорку лесоматериалов. Практически все сортименты, за исключением дров, окариваются перед дальнейшим использованием. В этом процессе определяющую роль играет механизм режущего инструмента (МРИ), представляя собой узел, наиболее подверженный нагрузкам со стороны обрабатываемого ствола. Разработка новых конструкций, модернизация окорочных станков в значительной степени связаны с совершенствованием МРИ. По этой причине самое пристальное внимание ученых уделялось исследованиям окорочного инструмента [1–5].
Выполнение предварительного анализа конструкций играет важную роль, так как позволяет определить направление дальнейших теоретических исследований и резервов конструктивного совершенствования. С этой целью был проведен этап исследований конструкций окорочных инструментов, применяемых на сегодня в мировой практике, основные результаты которого изложены в настоящей статье.
Для достижения цели решались следующие задачи:
на основе анализа применяемых в мировой практике станков разработать классификацию конструкций с применением гидро- и пневмопривода;
определить тенденции в применении гидро- и пневмопривода;
определить конструктивные особенности применения гидро- и пневмопривода по каждому типу, исполнению и рабочему органу станков;
определить применения средств автоматики для управления гидро- и пневмоприводом рабочих органов станков;
выработать рекомендации по дальнейшему совершенствованию станков отечественного выпуска.
В процессе развития окорочного оборудования можно выделить определенные этапы. Так в 50–60 годах изучались принципы окорки, создавались различные модели станков, инструментов. В 60–70 годах большая часть работ была посвящена изучению процессов взаимодействия инструмента с обрабатываемым стволом и физико-механических процессов окорки. В результате к концу 70-х годов было создано большое количество инструментов, отличающихся принципом действия, назначением, конструктивным исполнение и способом прижима. В этот же период до 80-х годов была создана унифицированная гамма РОС и развивалось производство станков. После средины 80-х годов были намечены мероприятия по их совершенствованию и созданию гаммы нового поколения станков с гидроприводом. Из многообразия известных короснимателей, к 90-м годам определились наиболее рациональные конструкции. Так стандартная комплектация станков унифицированной гаммы предусмотрена с Г-образными короснимателями и, в зависимости от модификации станка, дополнительно зачистными и коронадрезающими ножами. В отрасли хорошо зарекомендовали себя и активно внедрялись петлевые и литого типа коросниматели. В дальнейшем положение в российской отрасли изменилось и можно говорить только об инструментах зарубежного выпуска. За последние два десятилетия принципиальных изменений окорочного инструмента не наблюдалось, но в отдельных конструктивных элементах происходили усовершенствования, учитывать которые необходимо в практике и дальнейших НИР по развитию РОС.
Конструкция МРИ подразделяется на следующие основные элементы: 1) механизм прижима; 2) корпус короснимателя; 3) режущее лезвие инструмента.
Конструктивное исполнение прижима, а также управление усилием прижима может выполняться различными способами. Анализируя современное окорочное оборудование, можно представить механизмы режущего инструмента по различным классификационным признакам, как показано на рисунке 1. Исследование конструкций показывает, что на сегодня новые модели станков оснащаются МРИ, который по классификации относится к смешанному прижиму, где общий прижим обеспечивается дистанционно регулируемым гидроприводом, а индивидуальный прижим короснимателей выполняется по способу пружинного или с пневматического. По способу управления выделяют станки с неуправляемым и управляемым МРИ. В большинстве станков сила прижима короснимателей к поверхности бревна может регулироваться только при неподвижном роторе. Изменять силу прижима короснимателей, не останавливая ротора, возможно, если для прижима используются пневмо- или гидроцилиндры с приводом от станции, расположенной около станка.
I Управление короснимателем ]
I По П ти о пу т п и р п и у жи п м р а иж ко и р м ос а ни к м о а р т о ел с е н й имателей □
Индивидуальный
Отдельным упругими
Одним упругим
Одним общим уп р угим
Ручное При
кин
упругими
ементом элементом и
Одним индивидуальны О м д и ним общим
] упругим
Коросниматели
упругим
Без Короснимэалтелмиентокминематическэилементом и нэемлаетмичеенсткоайми кинематически связаны через
связи между короснимателями
свя
аны между собой
упругие
эле и м н е д н и ты видуальными
индивидуального прижима
остановленном ста П нк р е
остановленном станке При
Дис При онное
работе станка
При
ОК40-1, е
ОК63-1,
VK, Cambio
олсетн а Г н и о др в а - влика I Механика работе станке
Механика h Гидр NCicahmolbsioon, SCuS-SDB,,
станка
Без кинематической связи между короснимателями
Коросниматели кинематически связаны между собой
Коросниматели кинематически связаны через упругие элементы индивидуального прижима
BО c run o Кe s 4tt o e0 n, - Söderhamn
SC О S К -S 6 D 3 B, - Eriksson V
ОК80-1, VK, Cambio, Nicholson, Brunette, SCS-SDB
Nicholson, Гидравлика Механика
Söderhamn
ErikssonJIобразец) I______
Cambio, Nicholson, Brunette, SCS-SDB, Söderhamn Eriksson
|
Nicholson, |
ОК66М |
|
Söderhamn |
(опытный |
|
Eriksson |
образец) |
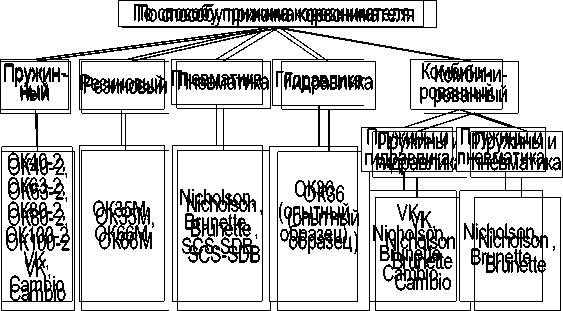
Рис. 1. Классификация способов управления короснимателем
а

г
д
е
ж


л
м


н

п


р
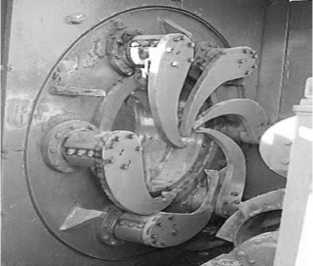
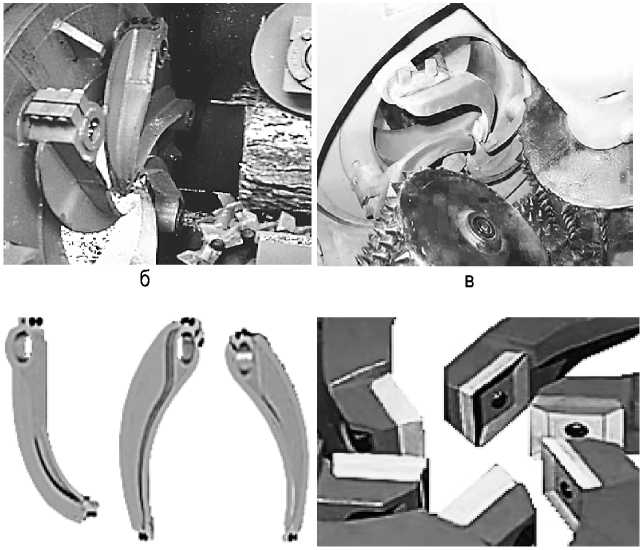
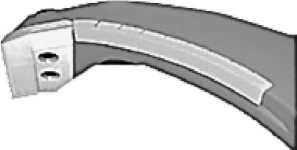
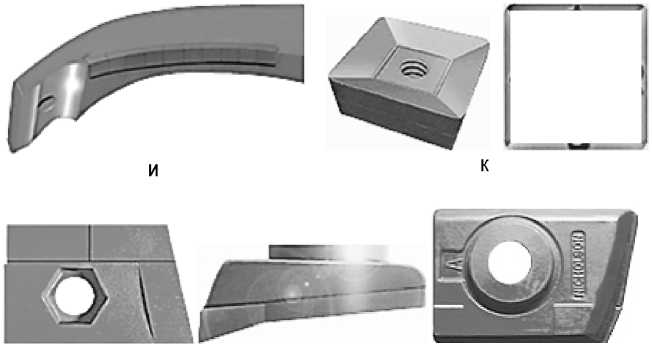
Рис. 2. Современные окорочные инструменты: а, б – коросниматели станков «Nicholson»;
-
в, г – коросниматели станков «Cambio»; д – коросниматели станков «VK»; е – комплект короснимателей с четырехсторонными режущими сменными лезвиями; ж – коросниматель с односторонним лезвием;
и – коросниматель с одним отверстием для крепления; к – четырехсторонние режущие сменные лезвия «Nicholson»; л – сменные твердосплавные режущие лезвия «Tenax» для короснимателей станков «Cambio»;
м – одностороннее режущие сменное лезвие «Nicholson»; н – одностороннее режущие лезвие с двумя отверстиями; п-твердосплавные лезвия на вальцы станков «Nicholson»; р – коронадрезающий ролик для станков «Nicholson»
К корпусу короснимателя предъявляются следующие функциональные требования:
-
1. Должен иметь высокую жесткость в нормальном и касательном по отношению к лесоматериалу направлении.
-
2. Обладать достаточной упругостью в осевом направлении для безударного самозахода инструмента и огибания сучков при окорке.
-
3. Иметь высокую усталостную прочность для долговечной работы при вибрационных нагрузках.
-
4. Иметь минимальную массу. Почти все указанные показатели взаимно противоречивы и обеспечить одновременно всем максимальные значения невозможно. Поэтому на сегодня определились несколько типов исполнения корпусов короснимателей для различных условий окорки и типов РОС. Так, на станках «Ni-cholson» применяются коросниматели с плоским корпусом из легированной стали (рис. 2,а), кованого (рис. 2,ж,и) и облегченного типа с профилем в виде уголка (рис. 2,б) [4, 5]. В станках «Cambio» [6] и на многих станках марки «VK» [7], «Nicholson» применяются коросниматели кованого типа (рисунки 2,в,г,е).
Стремление снизить массу короснимателя и обеспечить необходимые параметры упругости в осевом направлении воплотилось в короснимателях с конструкцией, близкой к равнопрочной (рис. 2,в,г,и,ж,е). Коро-сниматели финского производства выполнены облегченными, необходимая жесткость которых обеспечивается за счет профиля корпуса в виде уголка (рис. 2,б,д) или кованого типа со специальными ребрами жесткости (рис. 2,г).
Наиболее распространенной практикой в отечественной лесозаготовительной отрасли было наплавление на режущие лезвия легированного сплава. На сегодня для обеспечения стойкости, снижения трудозатрат на замену инструментов широко внедрена практика применения сменных твердосплавных режущих лезвий различных конструкций (рис. 2,г,л). Например, система «Tenax» является стандартной комплектацией инструментов, которое применяется на всех новых станках «Cambio» (рис. 2,л), а на станках «Nicholson» сменные твердосплавные лезвия короснимателей «Cam Tools» (рис. 2,к,м,н) с различной геометрией предназначены для учета различных условия окорки.
Твердосплавные сменные лезвия используются не только в короснимателях, но и на рабочих органах. Так, на ребрах вальцов станков «Nicholson» шипованные пластинки устанавливаются с помощью болтового соединения (рис. 2,п).
В целом по отдельным элементам процесс совершенствования окорочного инструмента, поиск новых конструктивных решений продолжается. Основные результаты исследований можно сформулировать в выводах.
Выводы
Анализ состояния вопроса позволяет сделать следующие выводы:
-
1. В настоящее время совершенствование окорочного инструмента проявилось в четком определении следующих основных конструктивных решений: облегченной конструкции с профилем в виде уголка и ее модификаций; плоской конструкции; кованого типа.
-
2. Для повышения стойкости инструмента широко используются твердосплавные сменные режущие лезвия, которыми оснащаются коросниматели и вальцы механизма подачи.
-
3. В комбинации с окоркой используются резцовые головки для оцилиндровки бревен.
-
4. По способу прижима инструмента за последние годы наиболее широкое применение получил пневмо- и гидропривод.
-
5. Реализовать все возможности пневмо- и/или гидропривода рабочих органов станка возможно только с использованием автоматического управления, что на сегодня в полной мере еще не достигнуто из-за чрезвычайной сложности технологического процесса, размещения аппаратуры в роторе и других конструктивных трудностей.
-
6. Дальнейшее совершенствование станков отечественной гаммы должно быть на основе комплексного внедрения в конструкцию станка систем автоматизированного гидро- и пневмопривода.
