Конструско-технологический анализ детали кольцо наружное соплового венца ТВД

Бесплатный доступ
В статье рассчитывается конструкторско-технологический анализ для последовательного сопоставления разрабатываемого изделия с технологическими возможностями производства предприятия-изготовителя. Это позволит определить оптимальные технологические и экономические условия освоения в производстве новой детали.
Кольцо наружное, технологичность, комплексный показатель технологичности
Короткий адрес: https://sciup.org/140286417
IDR: 140286417 | УДК: 621
Design and technological analysis of children's ring external nozzle wreath TVD
The article calculates the design and technological analysis for the sequential comparison of the product being developed with the technological capabilities of the production of the manufacturer. This will determine the optimal technological and economic conditions for the development in the production of new parts.
Текст научной статьи Конструско-технологический анализ детали кольцо наружное соплового венца ТВД
Проведение конструкторско-технологического анализа будет проводиться для детали кольцо наружное.
Кольцо наружное служит для центровки наружного кольца камеры сгорания и закрепления сопловых лопаток[3].
Под технологичностью детали следует понимать совокупность свойств конструкции способствующих возможной оптимизации затрат труда, материалов и времени при технической подготовке производства изготовлении детали по сравнению с соответствующими показателями однотипных конструкций с установленными значениями показателей качества в принятых условиях изготовления.
Количественный анализ технологичности детали осуществляют, вычисляя комплексный показатель технологичности, который определяют по средневзвешенным значениям относительных частных коэффициентов, характеризующих весовую значимость частных коэффициентов технологичности, т. е. степень их влияния на трудоемкость изготовления детали.
Определение частных показателей технологичности деталей (табл. 1) производится на основе поэлементного анализа конструкции деталей с учетом принятого способа их изготовления и вида материала [5].
Таблица 1 – Нормативные значения коэффициентов технологичности
|
Наименование частного показателя технологичности |
Обозначение |
Весовые коэффициенты |
|
|
1 |
Показатель обрабатываемости материала |
К ом |
0,8 |
|
2 |
Показатель сложности конструкции детали |
К сл |
0,7 |
|
3 |
Коэффициент точности и шероховатости поверхностей детали |
К пов |
0,6 |
|
4 |
Показатель унификации конструктивных элементов |
К уэ |
0,7 |
|
5 |
Показатель использования материала |
К им |
1,0 |
Комплексный показатель технологичности KT должен быть больше или равен так называемому нормативному показателю технологичности (табл. 2).
Таблица 2 – Нормативные значения комплексных показателей технологичности [KT]
|
Тела вращения |
Прочие детали |
||
|
Прецизионные |
Не прецизионные |
Прецизионные |
Не прецизионные |
|
0,70 |
0,75 |
0,60 |
0,65 |
Показатель обрабатываемости материала
Для стали ХН62ВМЮТ жаропрочные, коэффициент относительной обрабатываемости Kv = 0,08. Исходя из этого получаем, что показатель обрабатываемости материала составляет Kом = 0,01.
Таблица 3 ˗ Конструктивные параметры детали «Кольцо наружное соплового венца ТВД»
|
№. пов |
Форма |
Ra, мкм |
Размер, мм |
Вид обработки |
Коэф. поверхности |
|
|
Зона |
К пов |
|||||
|
1 |
цилиндр |
3,2 |
841 |
точение |
3 |
0,8 |
|
2 |
цилиндр |
3,2 |
757 |
точение |
3 |
0,8 |
|
3 |
цилиндр |
3,2 |
745,6 |
точение |
3 |
0,8 |
|
4 |
цилиндр |
3,2 |
742 |
точение |
3 |
0,8 |
|
5 |
плоскость |
1,6 |
2,3 |
точение |
4 |
0,7 |
|
6 |
плоскость |
1,6 |
2,3 |
точение |
4 |
0,7 |
|
7 |
цилиндр |
3,2 |
5,2 |
сверление |
3 |
0,8 |
|
8 |
цилиндр |
3,2 |
6,2 |
фрезеров. |
3 |
0,8 |
|
9 |
цилиндр |
3,2 |
6,2 |
сверление |
3 |
0,8 |
|
10 |
цилиндр |
3,2 |
7 |
сверление |
3 |
0,8 |
|
11 |
цилиндр |
1,6 |
11,8 |
сверление |
4 |
0,7 |
|
12 |
цилиндр |
3,2 |
8 |
сверление |
3 |
0,8 |
|
13 |
цилиндр |
3,2 |
13 |
сверление |
3 |
0,8 |
|
14 |
цилиндр |
3,2 |
4,8 |
сверление |
3 |
0,8 |
|
15 |
цилиндр |
3,2 |
4,3 |
фрезеров. |
3 |
0,8 |
|
16 |
цилиндр |
3,2 |
5 |
сверление |
3 |
0,8 |
Показатель сложности конструкции детали
Так как поверхности №1, №2, №3 и №4 образуются одним инструментом – резец 2102-0009 вк8, поверхности, №5 и №6 резцом 21152005, №7, №9, №10, №11, №12, №13, №14 и №16 - сверлом 2300-6571 Р18, поверхности, №8 и №15 – сверлом Е615911408.
Получаем Aк = 0.
Поскольку количество поверхностей меньше 20.
Aр = 0,2 т.к. к нашей детали предъявлено восемь требований по точности расположения поверхностей в пределах до 0,05 мм.
Aв = 0,4 т.к. для получения данной детали необходимы: точение и сверление - два вида обработки резанием.
лс
N
Ym-j
J=1
0,1 - (0 -1 + 1 -1 + 0 - 8) = 0,1
Таблица 4 – Коэффициенты сложности
|
Кк |
0,80 |
|
Кв |
0,60 |
|
Кр |
0,90 |
|
Кс |
0,90 |
Исходя из этого следует:
К сл = 0,25 - ( К к + К р + К в + К с )
К сл = 0,25 • (0,8 + 0,9 + 0,6 + 0,9) = 0,8
Коэффициент точности и шероховатости поверхностей детали
Для определения коэффициента параметров детали к воспользуемся таблице 3
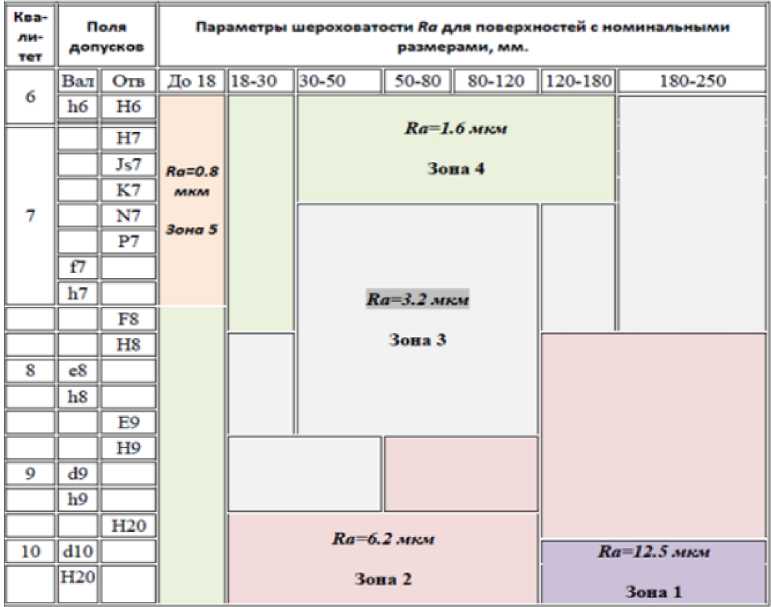
Рисунок 1 – Соотношение параметров поверхности
Поверхности. № 1, №2, №3, №4, №7, № 8, №9, № 10, №11, №12, №13, №14, №15, №16 по номинальному размеру и квалитету попадают в зону 3, а их заданная шероховатость: Ra = 3,2 мкм. Поэтому в рисунке 1они попадут в значения 0,8. Следовательно, такое сочетание параметров является правильным.
Поверхности №5 и №6 в рисунке 1по номинальному размеру и квалитету попадают в зону 4, а их заданная шероховатость: Ra = 3,2 мкм. Поэтому в рисунке 1 они попадут на значение 0,7 мкм. Следовательно, такое сочетание параметров является правильным. Выбирается наименьший коэффициент Кпов = 0,7 .
Показатель использования материала
Заготовкой для данной детали служит сварной узел вес 20кг. Из рабочего чертежа детали имеем, что масса получаемой детали: Мд = 7,5 кг.
Тогда коэффициент использования материала определяется по соотношению:
М д
Ким = —
Мз
Ким=7,5/20=0,38
Комплексный показатель технологичности
На последнем этапе комплексный показатель технологичности детали рассчитывается следующим образом:
Кт =
S=i
Kt
•
t
HiP
i
Тогда:
К
т
=
0,1 • 0,01 + 0,4 • 0,8 + 0,6 • 0,7 + 0,7 • 1 + 1 • 0,38 0,01 + 0,7 + 0,6 + 0,7 + 1 0,66 В результате имеем, что комплексный показатель технологичности детали меньше нормативного значения показателя технологичности, который для данной детали [К] = 0,75 (не прецизионная деталь). Для повышения технологичности рекомендуется повысить коэффициенты использования материала и его обрабатываемости.
Список литературы Конструско-технологический анализ детали кольцо наружное соплового венца ТВД
- Методика обработки конструкций на технологичность и оценки уровня технологичности изделий машиностроения и приборостроения. - М.:Изд-во стандартов. 1975. - 56 с.
- Технологичность конструкции изделия: Справочник/ Ю.Д. Амиров, Т.К. Алферова, П.Н. Волков и др. Под общ. ред. Ю.Д.Амирова.- М.: Машиностроение. 1990. - 768 с.
- Статор турбины высокого давления [Электронный ресурс]. - Режим доступа:http://poznayka.org/s27840t1.html
- РТД 253-87. Руководящий документ по технологии. Правила обеспечения технологичности конструкций и изделий. Основные положения. ВИНИТИ Прибор.
- Сагателян Г.Р., Н.Р. Руденко, Назаров Н.Г. Анализ технологичности конструкций деталей приборов, изготовляемых методами обработки материалов резанием. -М.:МГТУ. 1995. -32с.
