Контроль глубины проплавления по интенсивности рентгеновского излучения при электронно-лучевой сварке

Автор: Браверман Владимирсеменович, Белозерцев Татьяна Геннадьевна, Вейсер Татьяна Геннадьевна
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Технологические процессы и материалы
Статья в выпуске: 6 (32), 2010 года.
Бесплатный доступ
Рассмотрена возможность контроля глубины проплавления по рентгеновскому излучению при электронно- лучевой сварке.
Электронно-лучевая сварка, рентгеновское излучение, глубина проплавления
Короткий адрес: https://sciup.org/148176372
IDR: 148176372 | УДК: 621.791.72
Control of melting depth by X-ray radiation during electron-beam welding
The possibility of control of melting depth by X-RAY radiation during electron-beam welding is considered.
Текст научной статьи Контроль глубины проплавления по интенсивности рентгеновского излучения при электронно-лучевой сварке
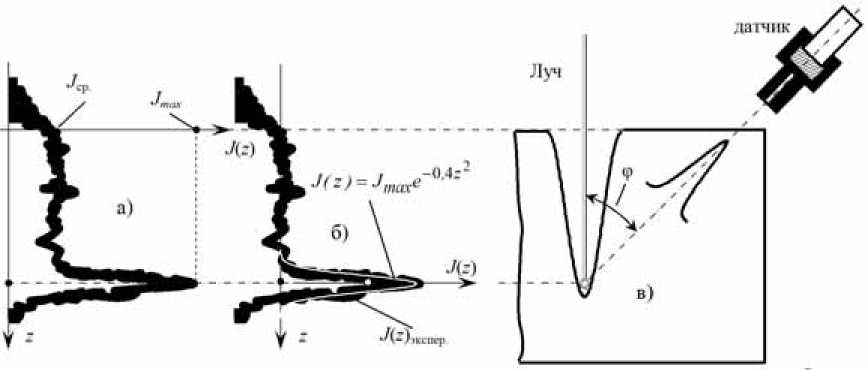
Результатыэкспериментальныхисследованийсвидетель-ствуют о том, что рентгеновское излучение (РИ), регистрируемое со стороны ввода электронного луча, несет информацию о глубине проплавления и предполагает ряд способов выявления требуемой информации [1]. Одним из таких способов может бытьопределение положения максимума интенсивности рентгеновского излучения, соответствующего текущей глубине проплавления при заданных режимах электронно-лучевой сварки (ЭЛС) (рис. 1).
На основании достаточного количества экспериментов (рис. 1, а ) установлено, что если осьординат J ( z ) пе-реместитьпо глубине канала проплавления в положение, соответствующее максимуму интенсивности РИ, а ось абсцисс поднятьна уровеньинтенсивности РИ, соответствующий среднему значению интенсивности в канале проплавления (рис. 1, б ), то в области, близкой к глубине проплавления, экспериментальную зависимость можно аппроксимироватьвыражением
J ( z ) = J max e - 0,4 z 2 , (1) где z – отклонение глубины проплавления от заданной в процентах от этой глубины (рис. 2).
Рентгеновское излучение регистрируется датчиком, ось коллиматора которого расположена под углом ϕ к направлению пучка электронов и, следовательно, коси z канала проплавления (рис. 1, в). В связи с этим перемещение пятна нагрева по оси z проецируется на ось z′, перпендикулярную оси коллиматора в соответствии с соотношением z′ = z sin ϕ.
Очевидно, что изменение интенсивности РИ, регистрируемого датчиком, перемещаемым в направлении, параллельном оси z , или изменение интенсивности вследствие перемещения пятна нагрева в том же направлении связано с наличием составляющей перемещения в направлении оси z ′ (рис. 3). При этом, ввиду распределения РИ, близкого к сферическому, J ( z ) = J ( z ′ ).
На датчик попадает частьрентгеновского излучения J д( z ) в пределах, ограниченных шириной коллиматора Δ , величина которой по оси z составляет Δ /sin ϕ и определяется выражением
Δ
2sin ϕ
J д ( ε z ) = J max ∫ e - 0,4 ( z -ε z ) 2 dz , (2)
Δ
-
2sin ϕ
- 0,4 ( z -ε z ) 2
где e z – плотностьраспределения рентгеновского излучения по оси z ; ε z – смещение пятна нагрева относительно заданной глубины проплавления (рис. 4).
Представим ε z в виде
ε=ε+εsinα, zz0 zm , где εz – постоянная составляющая смещения пятна нагрева относительно заданной глубины проплавления;
б
в
Рис. 1. Распределение интенсивности РИ по глубине канала проплавления: а – распределение РИ, полученное экспериментально; б – аппроксимация экспериментальной кривой; в – схема регистрации РИ

Рис. 2. Распределение интенсивности РИ по глубине канала проплавления в области, близкой к заданной глубине проплавления
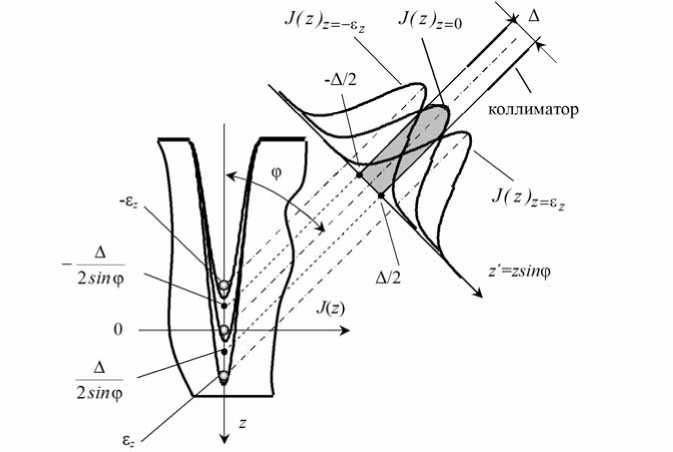
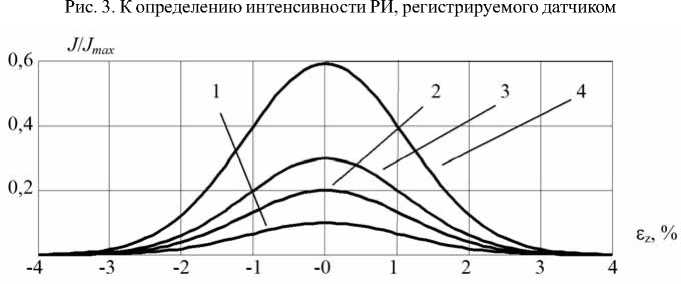
Рис. 4. Зависимость интенсивности РИ от смещения пятна нагрева: материал АМг-6; глубина проплавления 30 мм; ϕ = 45°; 1 – Δ = 0,05; 2 – Δ = 0,1; 3 – Δ = 0,15; 4 – Δ = 0,2 мм
ε zm – амплитуда переменной составляющей смещения пятна нагрева относительно заданной глубины проплавления; α = ω t , здесь ω = частота переменной составляющей, t – время.
Представление (3) отражает тот факт, что в положение пятна нагрева введено поисковое движение с частотой ω и амплитудой ε zm . Это может бытьреализовано, например, введением переменной составляющей в ток электронного сварочного луча или в ток фокуса при ЭЛС с фокусировкой, при которой формируется максимальная глубина проплавления, либо колебаниями коллиматора относительно проекции пятна нагрева.
При подстановке (3) в (2) последнее выражение может бытьпредставлено рядом Фурье в тригонометрической форме:
a∞
Jд ( ε z 0) = 0 + ∑ ( ak cos α+ bk sin α ) ,
2 k = 1
π
2π-
π
sin k α d α .
где а 0 – постоянная составляющая:
Δ
=1π 2π-
2sin ϕ
π
max
e - 0,4 ( z -ε z 0 -ε zm sin α ) 2
2sin ϕ
аk , bk – коэффициенты Фурье:
1π
ak =
2π-π
d α ;
cos k α d α , (5)
Выражения (4)–(6) представляют собой математическую модельрентгеновского датчика глубины проплавления.
Анализ приведенных соотношений и графиков, построенных в соответствии с ними, свидетельствует о том, что при наличии в положении пятна нагрева поискового движения по глубине канала проплавления спектральный состав РИ дополняется составляющими с частотами, кратными частоте поискового движения, и амплитудами, находящимися в определенной зависимости от положения пятна нагрева относительно заданной глубины проплавления. Так, если положение пятна нагрева совпадает с осью рентгеновского датчика, то а 0 и амплитуды косинусоидальных составляющих а 2, а 4, ... (четные гармоники) максимальны (рис. 5).
В то же время амплитуды синусоидальных составляющих с частотами (2 n +1) ω , где n = 0, 1, ..., пропорциональны в некоторых пределах смещению пятна нагрева относительно заданной глубины проплавления. Они равны нулю при отсутствии смещения и меняют знак при изменении направления смещения пятна нагрева относительно заданного положения (рис. 6), что свидетельствует об изменении фазы колебаний данной составляющей на 180°.
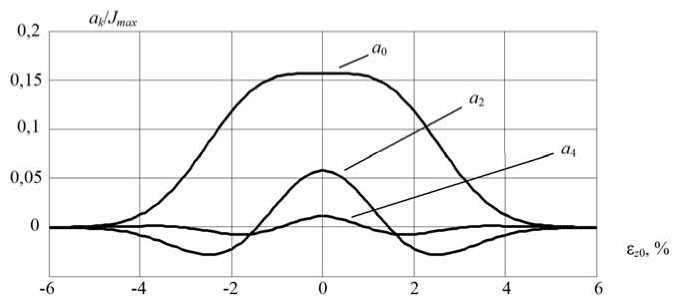
Рис. 5. Зависимости постоянной а 0 и амплитуд косинусоидальных составляющих от смещения пятна нагрева относительно заданной глубины проплавления: Δ =0,1 мм; ϕ =45°
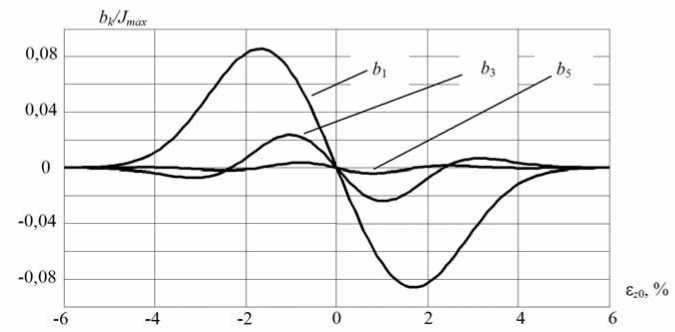
Рис. 6. Зависимости амплитуд синусоидальных составляющих от смещения пятна нагрева относительно заданной глубины проплавления: Δ =0,1 мм; ϕ =45°
Проведенные исследования позволяют предложить простой способ получения информации о глубине проплавления, заключающийся в частотной селекции сигнала датчика рентгеновского излучения, т. е. в выделении, например, составляющей с частотой щ и ее использовании для управления параметрами ЭЛС (током луча или его фокусом). Для управления глубиной проплавления целесообразно использовать составляющую с частотой, равной частоте поискового движения, так как ее амплитуда b 1 (наибольшая по сравнению с амплитудами b 3 и b 5) и фаза однозначно определяют положение пятна нагрева в канале проплавления.
Таким образом, можно сделатьследующие выводы:
– интенсивностьрентгеновского излучения, возникающего при ЭЛС, несет информацию о глубине проплавления;
– контрольглубины проплавления при регистрации рентгеновского излучения со стороны ввода электронного луча основан на определении положения источника излучения в канале проплавления коллимированными рентгеновскими датчиками по максимуму интенсивности;
– введение поискового движения приводит к появлению в спектре рентгеновского излучения составляющих с частотами, кратными частоте поискового движения, которые несут информацию о глубине проплавления. Так, амплитуда спектральной составляющей с частотой поискового движения пропорциональна смещению пятна нагрева относительно оси рентгеновского датчика. При этом характер изменения этой составляющей не зависит от параметров ЭЛС (тока луча, тока фокуса), т. е. если пятно нагрева (источник излучения) совпадает с осью коллимированного датчика, то амплитуда составляющей равна нулю. Изменение параметров ЭЛС влияет на крутизну амплитуды при смещении пятна нагрева относительно оси датчика, т. е. на коэффициент преобразования;
– математические модели коллимированного рентгеновского датчика могут быть использованы для разработки схемотехнических решений устройств управления глубиной проплавления при ЭЛС.
Библиографическая ссылка
1. Браверман, В. Я. Экспериментальные исследования рентгеновского излучения при электронно-лучевой сварке / В. Я. Браверман, В. С. Белозерцев, А. Н. Успенский // Вестн. Сиб. гос. аэрокосмич. ун-та им. акад. М.Ф. Решетнева : сб. науч. тр. / Сиб. гос. аэрокосмич. ун-т. Вып. 6. Красноярск, 2005. С. 196–200.
V. Ya. Braverman, V. S. Belozertsev, T. G. Veisver
CONTROL OF MELTING DEPTH BY X-RAY RADIATION DURING ELECTRON-BEAM WELDING
The possibility of control of melting depth by X-RAY radiation during electron-beam welding is considered.
С. Л. Бусыгин, А. П. Рукосуев, С. К. Крушатина, А. И. Демченко, А. С. Рафальский
ПРИМЕНЕНИЕ РЕСУРСОСБЕРЕГАЮЩЕЙ ТЕХНОЛОГИИ МЕТАЛЛУРГИЧЕСКОЙ ПЕРЕРАБОТКИ МЕДИ И МЕДНЫХ СПЛАВОВ ДЛЯ ПОЛУЧЕНИЯ ЭЛЕКТРОДОВ КОНТАКТНОЙ СВАРКИ*
Разработаны ресурсосберегающая технология и универсальная установка для изготовления электродов контактной сварки из утилизированных медных отходов.
