Корундовые формы на алюмоборфосфатном концентрате в точном литье

Автор: Знаменский Леонид Геннадьевич, Верцюх Сергей Сергеевич, Варламов Алексей Сергеевич, Судариков Михаил Викторович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Статья в выпуске: 39 (298), 2012 года.
Бесплатный доступ
Разработана технология изготовления керамических корундовых форм на алюмоборфосфатном концентрате. Эта технология является альтернативой этилсиликату и силикатным системам формообразования. Она позволяет улучшить комплекс физико-механических свойств керамических форм в литье по выплавляемым моделям. В результате улучшается качество точных отливок из сплавов химически активных металлов.
Литье по выплавляемым моделям, керамическая форма, этилсиликатное связующее, алюмоборфосфатный концентрат
Короткий адрес: https://sciup.org/147156761
IDR: 147156761 | УДК: 621.74
Alumina moulds on alumina-boron-phosphate concentrate in investment casting
Casting technology of ceramic alumina moulds on alumina-boron-phosphate concentrate is developed. This technology is an alternative to ethyl silicate and silicate systems of forming. It allows to improve the complex of physical and mechanical properties of ceramic moulds in investment casting. This results in improvement of the quality of investment castings of chemically active alloys.
Текст научной статьи Корундовые формы на алюмоборфосфатном концентрате в точном литье
При изготовлении точных отливок для нужд машиностроения, аэрокосмического комплекса и приборостроения традиционно применяют прогрессивный специальный способ – литье по выплавляемым моделям. При этом в литейных процессах сплавов химически активных металлов (жаропрочные никелевые и титановые сплавы, сложнолегированные стали и др.) используют керамические корундовые формы на гидролизованном растворе этилсиликата (ГРЭТС), которые до недавнего времени в целом удовлетворяли требованиям производства.
Электрокорунд в качестве наполнителя, представленный главным образом фазой α -Al 2 O 3 , является одной из самых устойчивых оксидных систем при вакуумной плавке и заливке жаропрочных сплавов. Используемый для подготовки связующего этилсиликат, напротив, после прокалки «вносит» в литейную керамику термохимически неустойчивый при этих температурах в условиях вакуума кремнезем, что приводит к появлению поверхностных дефектов при формировании точных отливок ответственного назначения. Кроме того, этилсиликат – один из самых дорогостоящих и экологически опасных формовочных материалов в литейном производстве.
Известны процессы подготовки бескремне-земного связующего «АЛЮМОКС», основанные на взаимодействии алюмоорганического соединения со спиртом и хелатирующим агентом [1]. Однако его приготовление имеет ресурсозатратный характер и характеризуется сложностью, много-операционностью, длительностью. При этом для обеспечения требуемых прочностных характеристик керамических форм необходимы повышенные температуры прокалки (1300–1400°С), что делает процесс их изготовления энергоемким.
Таким образом, на современном этапе научнотехнического прогресса в связи с возрастающими требованиями к точным отливкам инновации в этой области связаны с разработкой и промышленным освоением новых ресурсосберегающих технологических процессов формообразования с применением качественных, экономичных и экологически чистых материалов. Получаемые керамические формы должны быть термохимически устойчивые к заливаемым в вакууме сплавам химически активных металлов и обладать улучшенными физико-механическими свойствами.
С целью полной замены дорогостоящего, экологически вредного этилсиликата были предприняты попытки по использованию раствора алюмо-борфосфатного концентрата (АБФК) в качестве связующего керамических корундовых форм.
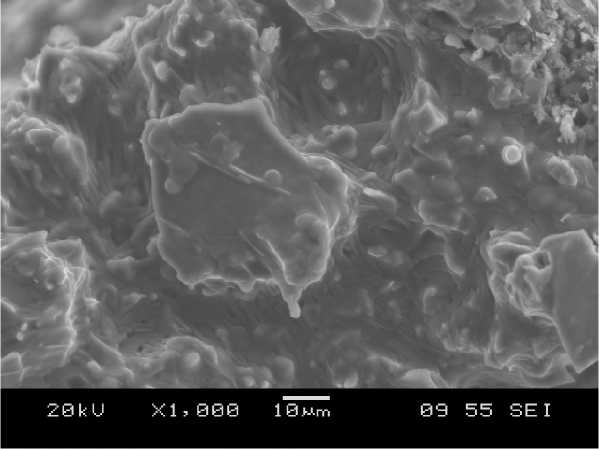
При этом использовали суспензию на АБФК и электрокорунде, а обсыпку осуществляли зернистым периклазом, являющимся отвердителем к связующему. Как показали эксперименты, в этом случае обсыпка внедряется в слой суспензии и начинает взаимодействовать с алюмоборфосфат-ным концентратом с образованием объемной каркасной структуры из центров отверждения. В ре- зультате сложных реакций между связующим и обсыпкой-отвердителем формируются системы из двузамещенных фосфатов магния, склонных к полимеризации и обусловливающих ускоренное формообразование. Наличие в суспензии фосфат-ионов уменьшает краевой угол смачивания водного раствора связующего и способствует качественному воспроизведению поверхности восковой модели [2]. Структура прокаленной оболочковой формы, а также химический состав, полученные на электронном растровом низковакуумном микроскопе JEOL JSM 6460LV, представлены на рис. 1.
В таблице приведены результаты испытаний технологии изготовления керамических оболочковых форм на АБФК в сравнении с базовой на гидролизованном растворе этилсиликата-40 (условное содержание SiO 2 в связующем – 14 %, наполнитель суспензии – электрокорунд).
Разработанная технология обеспечивает ускорение цикла изготовления форм в 4–6 раз и повышение прочности формооболочек. Это создает условия для значительного улучшения качества и повышения экономической эффективности изго- товления точных отливок. Кроме того, АБФК является недорогим, недефицитным, экологически чистым материалом.
Дилатометрия керамических корундовых форм на АБФК представлен а на рис. 2. Ее анализ показывает, что в интервале т емператур 20–1000 °С изменение размеров образ ц ов составляет 0,01– 0,015 %. При этом фиксируется их плавное расширен и е, без резких скачков. Это обеспечивает керамическим формам высокую точность и возможнос т ь их прокалки с повышенными ск о ростями, без выдержек при «опасных» с позиций трещино-образования в керамике тем п ературах. В результате существенно снижается энергоемкость этого тех н ологического процесса.
На основе дериватогра ф ического (рис. 3) и рентгенофазового анализов установлены механизм формирования прочности кера м ических фор м на АБФК-связующем и процессы, протекающие при нагреве и ох л аждении указанных фор м , в том числе при их армировании муллитосодержащей технологическ о й добавкой. Твердение смеси происходит в результате выделения из
|
Спектр |
O |
Mg |
Al |
P |
Примеси |
Итого |
|
Спектр 1 |
52,02 |
3,53 |
28,77 |
14,06 |
1,62 |
100,00 |
|
Спектр 2 |
51,04 |
4,15 |
27,38 |
15,59 |
1,84 |
100,00 |
|
Спектр 3 |
44,63 |
14,17 |
28,59 |
10,41 |
2,2 |
100,00 |
|
Среднее |
49,23 |
7,28 |
28,25 |
13,36 |
1,88 |
100,00 |
Рис. 1. Результаты растровой электронной микроскопии корундовой керамической формы на АБФК (х1000)
Сравнительные характеристики керамических корундовых форм на разных связующих
|
Характеристики |
Формы на ГРЭТС |
Формы на АБФК |
|
Газопроницаемость керамической оболочки, ед. |
1–2 |
5–7 |
|
Продолжительность изготовления оболочки, ч |
20–24 |
4–6 |
|
Прочность образцов на изгиб при 20 °С, МПа |
5,0–6,5 |
6,5–7,0 |
|
Прочность образцов на изгиб при 900 °С, МПа |
5,5–7,0 |
8,0–9,5 |
|
Остаточная прочность (выбиваемость) образцов, МПа |
3,5–4,5 |
1,5–1,8 |
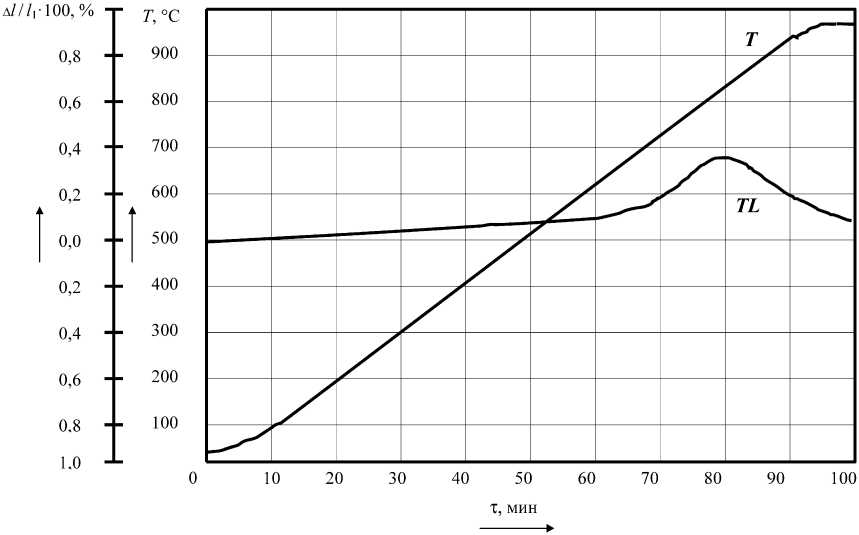
Рис. 2. Дилатометрия керамического образца на АБФК: T – изменение температуры во времени, TL – относительное изменение линейного размера образца
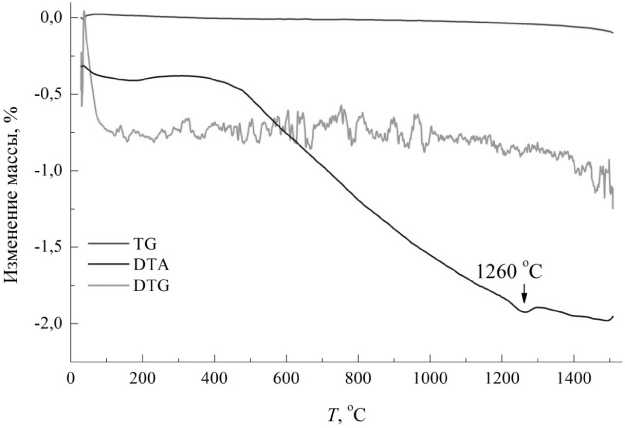
Рис. 3. Дериватограмма корундового керамического образца на АБФК
раствора, роста и срастания кристаллогидратов различных форм фосфатов и полифосфатов [3]. При этом основная роль принадлежит кристаллогидратам Мg(Н2РО4)2·3Н2Отв и МgНРО4·3Н2Отв, которые образуются в результате химического взаимодействия суспензии на АБФК и обсыпки из зернистого периклаза. При нагреве форм в них проходят фазовые превращения, отвечающие за рост прочности, связанные с удалением кристаллизационной воды, при котором одно- и двузамещенные ортофосфаты магния становятся безводными и переходят в пирофосфаты и метафосфаты. Параллельно удалению влаги из металлофосфатов проходит дегидратация борной кислоты с образо- ванием оксида бора, который способствует спеканию керамических форм при прокалке и наряду с армирующей фазой муллита (3Al2O3·2SiO2), равномерно распределенного в виде каркаса, обеспечивает высокую «горячую» прочность керамических форм. На этом этапе образуется также ВРО4, который после формирования отливки и при последующем охлаждении форм до 500 °С и ниже распадается на кристаллический В2О3 и газообразный Р2О5, что и вызывает эффект разупрочнения керамических форм и улучшение условий удаления из них точных отливок.
Описанные процессы обусловливают для керамических оболочковых форм на АБФК сочета- ние важнейших технологических свойств: высокой «холодной» и «горячей» прочности, с одной стороны, и разупрочнения после формирования отливки и последующего охлаждения – с другой. Высокие прочностные характеристики форм на стадии формовки и заливки, в совокупности с разупрочнением смеси и с последующей частичной деструкцией формы на стадии охлаждения и выбивки, обеспечивают получение отливок высокого качества, а также минимальную трудоемкость процессов выбивки форм и очистки отливок от остатков защемленной керамики.
Таким образом, решается важнейшая технологическая задача в литье по выплавляемым моделям по полной замене дорогостоящего, экологически вредного органического этилсиликата, требующего проведения длительной операции гидролиза с применением пожароопасного этилового спирта. Разработанная технология позволяет изготавливать качественные оболочковые керамические формы на дешевом безопасном алюмобор- фосфатном концентрате, причем с физико-механическими свойствами, не уступающими этилсиликатным формам, а по выбиваемости, газопроницаемости, скорости формообразования существенно их превышающими. В результате создаются условия для улучшения качества изготовления точных отливок ответственного назначения.
Список литературы Корундовые формы на алюмоборфосфатном концентрате в точном литье
- Повышение качества литых лопаток ГТД/В.С. Моисеев, М. С. Варфоломеев, А.С. Муркина, Г.И. Щербакова//Литейщик России. -2012. -№ 5. -С. 36-38 с.
- Знаменский Л.Г. Активация физическими полями литейных процессов: моногр./Л.Г. Знаменский, О.В. Ивочкина, В.В. Ерофеев. -Челябинск: Изд-во ЦНТИ, 2009. -249 с.
- Металлофосфатные связующие и смеси: моногр./под общ. ред. И.Е. Илларионова. -Чебоксары: Изд-во при Чуваш. ун-те, 1995. -524 с.
