Критерий для выбора геометрической модели абразивного зерна

Автор: Сафонова Мария Николаевна
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Общие проблемы машиностроения
Статья в выпуске: 1-2 т.14, 2012 года.
Бесплатный доступ
Режущая способность шлифовальных инструментов, эффективность их применения, а также качество обработанных поверхностей во многом зависят от линейных размеров зерен. При моделировании процессов шлифования важным является использование формы абразивных зерен в качестве базовой модели.
Абразивное зерно, базовая модель, шлифовальный порошок
Короткий адрес: https://sciup.org/148200616
IDR: 148200616 | УДК: 621.891
Criterion for the choice of abrasive grain geometrical model
Cutting ability of grinding tools, effectiveness of their application, and also quality of the processed surfaces in many respects depend on linear dimensions of grains. At modeling the processes of grinding using the form of abrasive grains as base model is important.
Текст научной статьи Критерий для выбора геометрической модели абразивного зерна
В производстве абразивного инструмента для резания, шлифования, полирования и точной обработки изделий из металлов, сплавов и минералов используются порошки природных и чаще синтетических алмазов. В целях сравнения производительности инструментов из натуральных и искусственных алмазов были проведены обширные лабораторные и промышленные испытания. Сравнивались расход энергии, чистота поверхности и износ кругов из натуральных и синтетических алмазов. По внешнему виду партия натуральных алмазов кажется темно-серой или черной массой. При рассмотрении каждого алмазного зерна в отдельности можно видеть, что искусственные алмазы, также как и природные, могут иметь различные оттенки от белого до черного. При сравнении искусственных алмазов с природными можно отметить большое сходство и существенные различия между ними. Поразительным является правильность кристаллической формы алмазов, выращенных синтетически. Искусственные алмазы имеют легко различимую правильную форму. Среди природных алмазов правильные кристаллы с совершенно четко очерченными гранями встречаются редко; чаще встречается округлые кристаллы или кристаллы неправильной формы. Это объясняется тем, что в природных условиях алмазы растут, когда они ограничены окружающими породами и приобретают форму, соответствующую контурам окружных пород. Круглые кристаллы могут образоваться в результате шлифовки или растворения после того, как алмаз вырос. При синтезе алмазов, когда кристаллизация идет у тонкой пленки металлического катализатора при достаточном количестве графита, получается равномерное распределение графита по всей поверхности кристалла.
Режущая способность шлифовальных инструментов, эффективность их применения, а также качество обработанных поверхностей во многом зависят от линейных размеров зерен.
При моделировании процессов шлифования важным является использование формы абразивных зерен в качестве базовой модели. В научной литературе имеются различные взгляды на выбор таких моделей. В работе [1] наиболее вероятной представляется форма зерна в виде конуса с закругленной вершиной, а также шара, в работах [2, 3] – в виде эллипсоида вращения. Авторы исследования [4] описывают профиль зерна кривыми второго порядка. В работе [5] рассматривается форма алмазного зерна в виде цилиндра и куба. С учетом этих различий нами проведены сравнение различных моделей и регламентация их по степени приближения к экспериментальным данным.
Цель работы: анализ адекватности выбора базовой модели абразивных зерен, используемых в алмазных инструментах.
Мы исходим из предположений, что абразивные зерна – совокупность частиц произвольной формы и различной дисперсности, распределенные в объеме материала статистически равномерно со случайной пространственной ориентацией. Микрочастицы системы могут быть выпуклыми телами любой геометрической формы, одинаковой для всех микрочастиц системы. Частицы различаются только размерами. Находящееся на плоскости зерно в ряде случаев располагается так, что размеры, видимые в плане и принимаемые за длину и ширину, меньше третьего размера, условно называемого высотой и видимого на второй проекции [6, 7]. Следовательно, для выбора геометрической модели формы реального алмазного зерна необходимо наиболее точно определить линейные размеры зерна по объемным измерениям в двух проекциях. В качестве геометрической модели зерна абразивного наполнителя выбирался такой вариант модели, при котором параметр D , характеризующий величину отклонения объема реального зерна V r от объема его модельного аналога V m , принимает минимальное значение:
P
D = |1 - [ Е ( V mi /V ri Я^ P I (1) i = 1
где i, P – порядковый номер и количество исследованных зерен, соответственно. Совокупность линейных измерений, необходимых для вычисления V r и V m , определяется формой АЗ.
Необходимые для моделирования процедуры контрольного ситового рассева размерные характеристики зерен определялись по двум проекциям, полученным с помощью растрового электронного микроскопа РЭМ XL-20 (Philips) в режиме вторичных электронов. Линейные размеры оценивали по трем взаимно перпендикулярным направлениям. За длину зерна принимался его наибольший размер, видимый на одной из двух проекций (рис. 1). Измерение длины и ширины проекции зерен, их высоты по РЭМ-фотографиям. Примеры диаграмм распределения коэффициента формы зерна по размерным интервалам их значений приведены на рис. 2.
Как известно, коэффициент формы Кф отдельного зерна определяется как отношение длины его проекции к ее ширине. Изометрич-ность зерен (в процентах), следуя методике стандарта [8], определяли по формуле u = u1 -100, (2) n где u1 – число изометричных зерен, n – число измеренных зерен. Число изометричных зерен u1 считали по результатам вычисления коэффициента формы. Число изометричных зерен u1 считали по результатам вычисления коэффициента формы. Изо-метричным считают зерно, коэффициент формы Кф которого не превышает 1,3. Полученные таким образом значения изометричности зерен исследовавшихся порошков показаны в таблице 1.
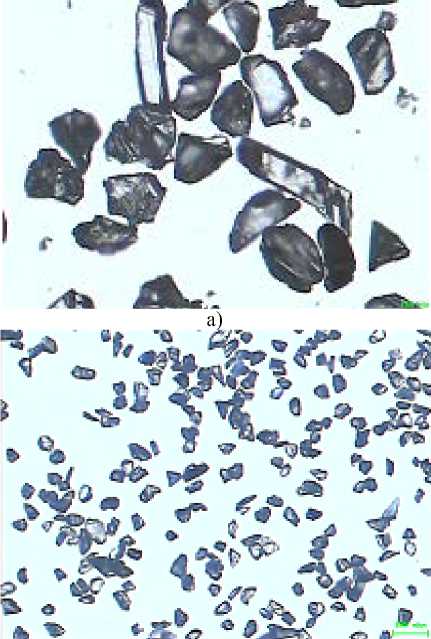
б)
Рис. 1. Зерна шлифпорошков из природных алмазов (а ) – зернистости 125/100;
(б) – зернистости 50/40
Таблица 1. Анализ адекватности выбора базовой модели алмазных зерен
|
Шлиф поро-ро-шок |
Зернистость, мкм |
Геометрическая модель зерна |
Изомет-рич-ность, % |
||||
|
ГОСТ |
прямо-угольный парал-леле-пипед |
эллипсоид |
сфероид |
куб |
октаэдр |
||
|
SD I |
50/40 |
0,16 |
0,11 |
0, 09 |
0,13 |
0,08 |
57,62 |
|
ND I |
50/40 |
0,18 |
0, 11 |
0, 12 |
0,123 |
0,13 |
26,3 |
|
SD II |
80/63 |
0,17 |
0,08 |
0, 12 |
0,16 |
0,114 |
52,14 |
|
ND II |
80/63 |
0,13 |
0,14 |
0,17 |
0,12 |
0,14 |
41,81 |
|
SD III |
125/100 |
0,185 |
0,127 |
0,16 |
0,19 |
0,14 |
75,6 |
|
ND III |
125/100 |
0,21 |
0,19 |
0,23 |
0,156 |
0,17 |
49,3 |
|
SD IV |
315/250 |
0, 17 |
0,14 |
0,13 |
0,16 |
0,13 |
74 |
|
ND IV |
315/250 |
0,25 |
0,19 |
0,27 |
0,19 |
0,18 |
39,5 |
Исследуемые шлифпорошки существенно различаются по коэффициенту формы (рис. 2). Распределение этой характеристики в случае порошков синтетического алмаза имеет меньший вариационный размах значений и более высокую частотность, а модальное ее значение соответствует интервалу 1,2÷1,3. Для порошков природного алмаза наблюдается полностью обратная картина: вариационный размах значений более широкий, частотность меньше, а модальное значение лежит в области значений коэффициента формы больше 1,3. Следствием этого является существенное различие изометричности зерен. У шлифпорош-ков синтетического алмаза она значительно выше, чем у шлифпорошков природного алмаза (табл. 1). Данное обстоятельство дает основание говорить о том, что шлифпорошки синтетического алмаза содержат большее количество зерен правильной (округлой) формы. Улучшение изо-метричности зерен, как известно, может быть достигнуто применением процедуры сортировки порошка по форме зерен на вибростолах [9].
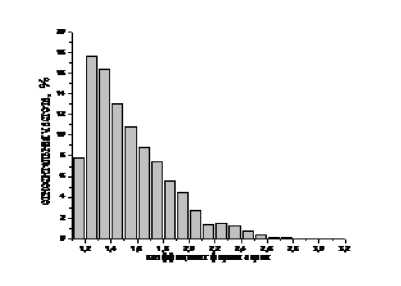
а)
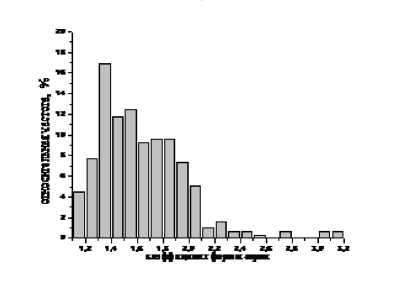
б)
Рис. 2. Гистограммы распределения коэффициента формы зерен шлифпорошков синтетического (а) и природного (б) алмаза зернистостью 50/40
На рис. 1 приведены РЭМ-фотографии зерен исследованных алмазных шлифпорошков. Видно, что зерна природных алмазов являются совокупностью осколочных частиц неправильной формы, произвольное сечение которых в подавляющем большинстве случаев можно считать четырех- или пятиугольниками, как и в других несферических порошках. При визуальном рассмотрении зерен шлифпорошков алмаза установлено, что зерна шлифпорошка из синтетических алмазов имеют округлую форму, а зерна из природных алмазов имеют в основном пластинчатую и игольчатую формы, встречаются кристаллы с четкой огранкой и с острыми ребрами.
Выводы: всего было изучено по 250-300 зерен каждой разновидности исследованных алмазных шлифпорошков. Для выбора геометрической модели формы реального алмазного зерна необходимо наиболее точно определить линейные размеры зерна по объемным измерениям в двух проекциях. Правильный выбор базовой модели абразивных зерен содействует оптимизации процессов шлифования.
Список литературы Критерий для выбора геометрической модели абразивного зерна
- Кныш, С.В. Выбор формы зерна при моделировании процессов шлифования/С.В. Кныш, В.А. Склепчук//Резание и инструмент. 1988. Вып. 39. С. 95-98.
- Абразивная и алмазная обработка материалов: справ./под. ред. А.Н. Резникова. -М.: Машиностроение,1977. 389 с.
- Matsui, Seiri. Statistical approach to drinding mechanism influence of the distribution in depth for the position of grain tip angles//Technology Reports Tohoki University. 1978. Vol. 32, N 2. P. 297-312.
- Матюха, П.Т. Геометрическая форма алмазного зерна при алмазно-искровом шлифовании/П.Т. Матюха, В.В. Полтавец//Резание и инструмент. 1987. Вып. 38. С. 23-29.
- Мишнаевский, Л.Л. Износ шлифовальных кругов. -Киев: Наук. думка, 1962. 192 с.
- Зайцев, А.Г. Объемные измерения зерен алмазных, эльборовых и кубонитовых шлифовальных порошков//Известия вузов. Машиностроение. 1980. № 5. С. 135-137.
- Лаврененко, В.И. Модели формы зерен СТМ/В.И. Лаврененко, А.А. Шепелев, Г.А. Петасюк//Сверхтвердые материалы. 1994. №5-6. С. 18-21.
- ГОСТ 9206-80. Порошки алмазные. Технические условия. -М.: Изд-во стандартов, 1981.
- Плисс, Д.А. К теории вибрационной сепарации//Механика твердого тела. 1967. №4. С. 25-31.
