«Куб знаний о качестве» как механизм поиска эффективных режимов технологии сварки трением с перемешиванием

Автор: А.С. Макаров
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 1 т.28, 2026 года.
Бесплатный доступ
Проведена оценка входных данных процесса, зафиксировано исходное состояние его функционирования, определены границы изменения параметров для получения необходимого результата по выходным данным, на основе поэтапного контроля и корректировки заданных границ с графической визуализацией процесса принятия решений. Сформулирована возможность определения эффективности корректирующих мероприятий в реальном времени.
Сварка трением с перемешиванием (СТП), ракетно-космическая техника, качество сварных СТП-соединений, твёрдость сварного соединения, теория оптимального эксперимента, математическая (регрессионная) модель управления качеством
Короткий адрес: https://sciup.org/148333250
IDR: 148333250 | УДК: 621.791.14 | DOI: 10.37313/1990-5378-2026-28-1-136-141
«Quality Knowledge Cube» as a Mechanism for Searching Effective Welding Techniques
The input data of the process has been evaluated, the initial state of its functioning has been recorded, and the boundaries of the required output data have been determined based on the process control being carried out, with the possibility of step-by-step monitoring and adjustment of the achievement of the specified boundaries, and with intuitive graphical visualization. The possibility of determining the effectiveness of corrective measures in real time has been formulated.
Текст научной статьи «Куб знаний о качестве» как механизм поиска эффективных режимов технологии сварки трением с перемешиванием
В настоящее время сварка трением с перемешиванием нашло широкое применение при создании сварных конструкций различного назначения, включая изделия ракетно-космической техники, из алюминиевых, магниевых, никелевых и титановых сплавов, а также специальных жаропрочных сталей и сплавов на основе меди.
Процесс сварки трением с перемешиванием позволяет существенно снизить факт появления в швах сварных соединений, характерных для иных видов процедур соединения материалов (например, сварка плавлением), таких дефектов, как горячие трещины, поры и включения оксидных плёнок и др., что осуществимо за счёт протекания процесса формирования неразъёмного соединения в квази-жидкой фазе без расплавления основного материала.
Кроме того, невысокие температуры нагрева сварных соединений в процессе реализации процедуры сварки значительно снижают разупрочнения соединяемых материалов в зоне термического влияния и её протяженность.
В свою очередь, в стыковых соединениях материалов, выполненных сваркой трением с перемешиванием, нередко можно наблюдать формирование специфических дефектов в виде не-сплавления на лицевой поверхности шва, непровар в корневой части соединения и внутренние дефекты в виде несплошностей и пустот. Особое влияние на образование описанных дефектов оказывает гидродинамика, связанная с пластическим течением соединяемого материала вокруг рабочего инструмента.
Стоит отметить, что высокая скорость процесса сварки способствует повышению экономической составляющей и производительности процедуры. Однако, чрезмерно высокая скорость сварки трением с перемешиванием провоцирует образование пустот под верхней поверхностью сварного соединения или на продвигающейся стороне по краю зоны перемешивания. Впрочем, практический опыт применения сварки трением с перемешиванием показал, что и низкие скорости сварки не гарантируют получение качественного стыкового соединения.
К основным причинам появления дефектов относятся: малый диаметр заплечика инструмента, большой диаметр рабочего наконечника (пина) инструмента, недостаточное усилие прижатия инструмента к поверхностям свариваемых заготовок в процессе сварки, некорректное соотношение частоты вращения рабочего инструмента и скорости его перемещения.
Таким образом, можно отметить, что в технологии сварки трением с перемешиванием основными факторами обеспечения качества процесса являются:
-
- скорость сварки, мм /мин ;
-
- частота вращения инструмента, об /мин ;
-
- угол наклона инструмента, град;
-
- давление бурта инструмента на соединяемые детали, Н/м 2 ;
-
- глубина погружения инструмента, мм;
-
- геометрия инструмента.
В практическом применении технологии инструмент выбирается до момента непосредственно сварки, поэтому позицию «геометрия инструмента» исключим из рассмотрения.
На основе оставшихся пяти факторов обеспечения качества технологии построена многофакторная регрессионная модель качества СТП-сварных соединений [6], являющейся основой для формирования искомого «Куба знаний о качестве».
КОМПЛЕКСНЫЙ ОБЪЁМНЫЙ ПОКАЗАТЕЛЬ ЭФФЕКТИВНОСТИ ФУНКЦИОНИРОВАНИЯ ТЕХНОЛОГИИ – «КУБ ЗНАНИЙ О КАЧЕСТВЕ»
Теоретическим базисом для формирования комплексного объёмного показателя эффективности функционирования режимов технологии служит многофакторная регрессионная математическая модель зависимости твёрдости материала сварного шва, принятого в работе за базовое свойства сварного соединения, от основных параметров процесса, построенная на основе методики планирования эксперимента (теории оптимального эксперимента), позволяющая сформировать математическую модель исследуемой системы и выявить принципиальные закономерности изменения исследуемого показателя процесса от переменных факторов с заданной вероятностью их соответствия реальным значениям. Принцип и результат построения многофакторной регрессионной математической модели обеспечения качества СТП-сварных соединений изложены в публикации [6].
Статистически значимыми среди варьируемых в наших экспериментах параметров режимов сварки оказались (Табл. 1) х1, х2 и х3.
Таблица 1. Статистически значимые факторы математической модели
|
Наименование параметра режима технологии |
Обозначение |
Интервалы варьирования |
|
Скорость сварки, v CB, мм/мин |
x 1 |
24 -42 |
|
Частота вращения инструмента, n, об/мин |
x 2 |
850 - 1660 |
|
Угол наклона инструмента, а, град |
x 3 |
1 -2 |
Конечная математическая модель качества сварных СТП-соединений от статистически значимых варьируемых в эксперименте факторов с учётом округления до практически здравой размерности и учётом статистической значимости полученных коэффициентов имеет вид:
у = 68,29 + 0,0084 x i + 0,02 х2 + 3,65 х3 - Л, (1)
где y – контрольное свойство исследуемого процесса (отклик),
%1,%2>^ з — нормированные значения переменных (варьируемые в экспериментах) факторы исследуемого процесса,
∆ – переменная, учитывающая округления до практически здравой размерности и статистическую значимость полученных коэффициентов,
∆ = 2,63169 x4 + 2,20465 x5 + 0,000000498 x1 x2 – 0,00130 x1 x3 – 0,0000243 x1 x4 – 0,00006773 x1 x5 – 0,0005963 x2 x3 – 0,0000149 x2 x4 – 0,0000178 x2 x5 – 0,00181 x3 x4 – 0,0246 x3 x5 – 0,0031 x4 x5 – 0,0000000013 x1 x2 x3 x4 x5 30 HRC.
Таким образом, в качестве иллюстрации рассмотрим процесс построения геометрической представления с выделенными тремя параметрами , которым в соответствие установим набор числовых переменных из Табл. 1, которое будет иметь форму куба (в общем случае – многомерный куб). Состояние каждого элемента процесса будет характеризоваться набором значений () в зафиксированные моменты времени, что позволяет проводить динамический анализ значений наборов переменных, а следовательно, параметров процесса и самого процесса. Набор значений интерпретируется как элемент (точка) из Евклидова пространства соответствующей размерности (в данном случае размерность пространства равна трем). В пространстве фиксируется система координат и по каждой из осей выбирается единица измерения, тем самым вводятся ограничения на максимальное (1) и минимальное (-1) значения параметров. К примеру, можно в качестве единицы измерения взять 1. Тогда границы изменения параметров будет [-1; 1].
Куб с вершинами в точках O(-1; -1; -1), A(-1; -1; 1), B(-1; 1; 1), C(1; -1; -1), D(1; -1; 1), E(1; 1; -1), F(-1; 1; -1), G(1; 1; 1) со стороной 1 назовем «Куб знаний о качестве» (рис.1). Область внутри куба качества – «Среда качества», а геометрическим местом фиксированных значений откликов будут соответствующие плоскости y-const.
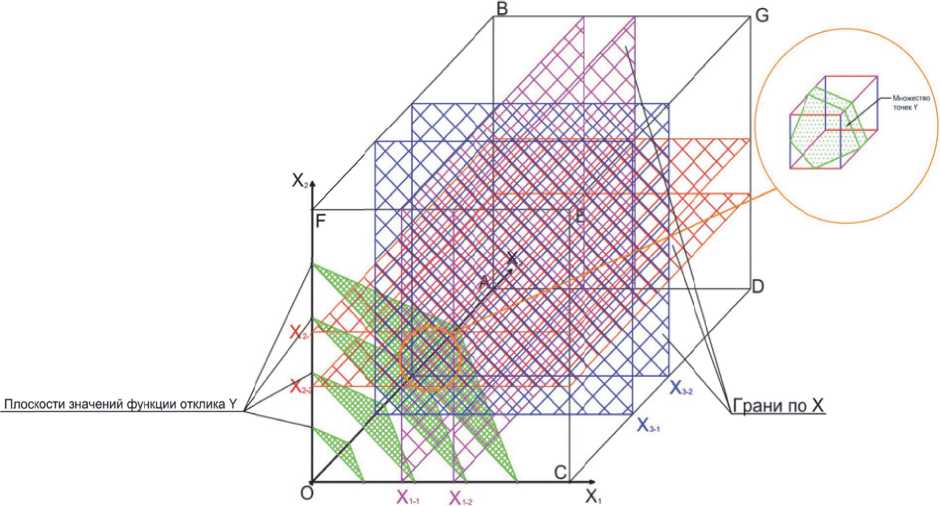
Рис. 1. «Куб знаний о качестве» с нормированными значениями.
В качестве ремарки от автора дадим следующее пояснение выбранной единицы измерений для выбранной системы координат: ограничение на максимальное значение параметров «1» – это вероятность реализации того случая, где значение факторов математической модели выбирается из диапазона их варьирования максимальным, а «- 1» – это вероятность реализации того случая, где значение факторов математической модели выбирается из диапазона их варьирования минимальным.
Таким образом, найдем реальные значения верши куба по точкам, для чего сформируем таблицу факторов математической модели с максимальными (1) и минимальными (-1) значениями параметров:
Таблица 2. Факторы математической модели с максимальными (1) и минимальными (-1) значения параметров
|
Наименование параметра режима технологии |
Обозначение |
Интервалы варьирования |
Максимальные (1) значения параметров |
Минимальные (-1) значения параметров |
|
Скорость сварки, V св, мм/мин |
x 1 |
24 - 42 |
24 |
42 |
|
Частота вращения инструмента, n, об/мин |
x 2 |
850 - 1660 |
850 |
1660 |
|
Угол наклона инструмента, а, град |
x 3 |
1 - 2 |
1 |
2 |
Из Табл. 2 видно, что вершины искомого «Куба знаний о качестве» будут находится в следующих точках:
О(24; 850; 1), А(24; 850; 2), B(24; 1660; 2), C(42; 850; 1), D(42; 850; 2), E(42; 1660; 1), F(24; 1660; 1), G(42; 1660; 2).
Отметим, что для того, чтобы «попасть» на соответствующую поверхность, выбор значений переменных в этих интервалах не может быть произвольным и что каждой точке поверхности отклика соответствует единственная комбинация значений переменных факторов.
Поэтому следует ввести системы координат по функции отклика y (контрольное свойство исследуемого процесса), по которой также вводятся ограничения на максимальное (1) и минимальное (-1) значения.
С целью выборки всех возможных вариантов учтём факт, того что минимальные значения параметров модели оказывают влияния на исследуемую многофакторную модель проведем расчёт действительных значений функции отклика Y. Для нашей функции значение ymin будет достигаться в точке О(24; 850; 1) и равняться 59,14. А ymax – в точке G(42; 1660; 2) и равняться 79,14.
Имея полноценное представление о «Кубе знаний о качестве» в действительных значениях и основываясь на уже имеющемся геометрическом представлении куба в нормируемых значениях, представленном на рис. 1, осуществим его построение. Для этого, в качестве условных контролирующих граней по осям X1, X2 и X3 применим следующие значения параметров режима технологии:
Таблица 3. Значение условных контролирующих граней по осям X1, X2 и X3.
|
Обозначение грани |
X 1-1 |
X 1-2 |
X 2-1 |
X 2-2 |
X 3-1 |
X 3-2 |
|
Значение параметра X |
30 |
36 |
1155 |
1460 |
1,2 |
1,6 |
Тогда «Куб знаний о качестве» для нашего исследования можно представить в виде:
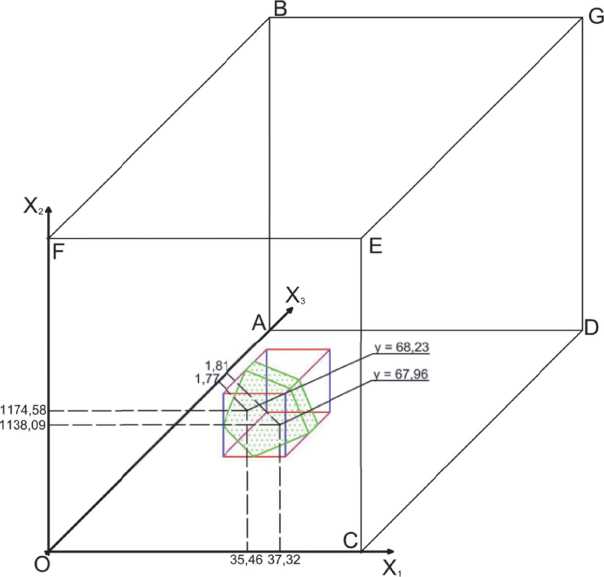
Рис. 2. «Куб знаний о качестве» с действительными значениями.
Рис. 2 наглядно демонстрирует сформированный комплексный объёмный показатель эффективности функционирования режимов технологии со множеством значений функции отклика Y, ограниченном условными контролирующими гранями X и удовлетворяющих основному принципу для нашего исследования – твёрдость сварного соединения для испытуемого материала по шкале С (по Роквеллу) должна быть порядка 70 ± d HRC (d находится в диапазоне от 0 до 5) – описанному в [7].
Разработанный научный инструмент оценки, мониторинга и прогнозирования качества продукции, полученный в процессе применения технологии сварки трением с перемешиванием гарантирует качество сварного соединения за счёт свойств соединяемых материалов, то есть наиболее приемлемый результат применения технологии (без формирование специфических дефектов в виде несплавления на лицевой поверхности шва, непровар в корневой части соединения и внутренние дефекты в виде несплошностей и пустот и т.п.) получается при условии выполнения основного фактора:
HRCсс = HRCм ± d, (2)
где HRCсс – значение твёрдости по шкале С (по Роквеллу) сварного соединения,
HRCм – значение твёрдости по шкале С (по Роквеллу) свариваемого материала, d – переменный параметр, значение которого находится в диапазоне от 0 до 5.
В рамках нашего исследования осуществлялось соединения заготовок из специального жаропрочного сплава на основе меди типа БрХ08«Ш» (хромистая бронза) [2]. Значение твёрдости применяемых в технологии материалов 70 HRC. А значит значение твёрдости по шкале С (по Роквеллу) сварного соединения HRCсс должно быть 70 HRC ± 5.
В свою очередь, «Куб знаний о качестве» поспособствовал определению области множества значений HRCсс, находящихся в 70 HRC ± 5, которая полностью удовлетворяет сформированному ус- ловию достижения гарантированного качества сварного соединения за счёт свойств соединяемого материала. Исходя из этого, стало возможным решить наиболее актуальный для нашего исследования вопрос – решение обратной задачи: выбор режимов сварки, обеспечивающих заданное качество сварного шва и Рис. 2 наглядно это демонстрирует.
ЗАКЛЮЧЕНИЕ
В заключение отметим, что полученная модель «Куба знаний о качестве» относится к методам анализа, оценки и оптимизации с представлением в виде математической модели состояния и динамики процесса управления качеством технологии сварки трением с перемешиванием и позволяет определить текущее состояние сварного соединения по конкретным признакам и разработать мероприятия качественного характера по улучшению для повышения эффективности и продуктивности процесса сварки трением с перемешиванием.
Многофакторная регрессионная модель качества СТП-сварных соединений и «Куб знаний о качестве» являются звеньями одной цепи продуктивного алгоритма научно-практического совершенствования качества продукции, созданного по положениям теории оптимального эксперимента, основанного на принципах:
-
1. Отказ от полного перебора возможных входных состояний – для получения исчерпывающей информации о свойствах функции отклика необходимо проведение бесконечного числа опытов во всех точках области планирования эксперимента, что нереализуемо на практике;
-
2. Выбор параметра оптимизации – параметр должен быть количественным, доступным для измерения, и однозначным в статистическом смысле (заданному сочетанию уровней факторов должно соответствовать одно значение параметра оптимизации);
-
3. Учёт требований к совокупности факторов – например, совместимость факторов (все их комбинации осуществимы и безопасны) и независимость факторов (возможность установления фактора на любом уровне вне зависимости от уровней других факторов),
и направленного на обеспечение высокого качества сварного соединения (сварного шва), получаемого в процессе реализации технологии «Сварка трением с перемешиванием».
Вертикальная интеграция «Куба знаний о качестве» в информационно-цифровую среду способно предложить колоссальные перспективы его применения в процедурах обучения «Искусственного интеллекта».
Полученная модель «Куба знаний о качестве» создана на основе экспериментальных исследований АО «НПО «Техномаш» им. С.А. Афанасьева», полученных в процессе соединения заготовок из сплавов БрХ08«Ш». Однако, её применение возможно и для соединения технологией СТП заготовок из других сплавов, при наличии соответствующих статистических данных.
Созданная модель «Куба знаний о качестве» внесла существенный вклад в обеспечение качества выпускаемой АО «НПО «Техномаш» им. С.А. Афанасьева» продукции, позволив значительно сократить временные и финансовые расходы на отработку процесса СТП для соединения заготовок из сплавов БрХ08«Ш».
